Heller维修手册.pdf - 第133页
130 X .可调节输送带( EHC )和网带直流电动机控制器调节 本节规定电气面板上的回流炉可调节输送带 ( EHC ) 和网带系统的电动机控制器的校准程序。 ( CP # 4491 ) 应在回流炉已接通电源, 可调节输送带 ( EHC ) 和网带系统的计算机控制已建立之后, 执 行本校准程序。 应按以下顺序执行校准: 1、 最低( MIN )速度微调电位计调节。 2、 最高( MAX )速度微调电位计调节。 3、 电流限值调节。 在…
129
如果用电压源检查控制器的准确度,将测量仪连接至特定的控制器,检查以下电压:(Heller 公司推荐采
用 OMEGA CL123 型)
首先记录环境温度。修正温度应为 AT (环境温度)+CT(校准温度)
mV
校准温度℃
1.203 30
4.096 100
6.138 150
8.138 200
10.153 250
14.293 350
20.644 500
如果读数在以上范围之内,则控制器在校准范围内。如果控制器超出范围达±3.0℃以上,请与工厂联系
安排校准控制器。
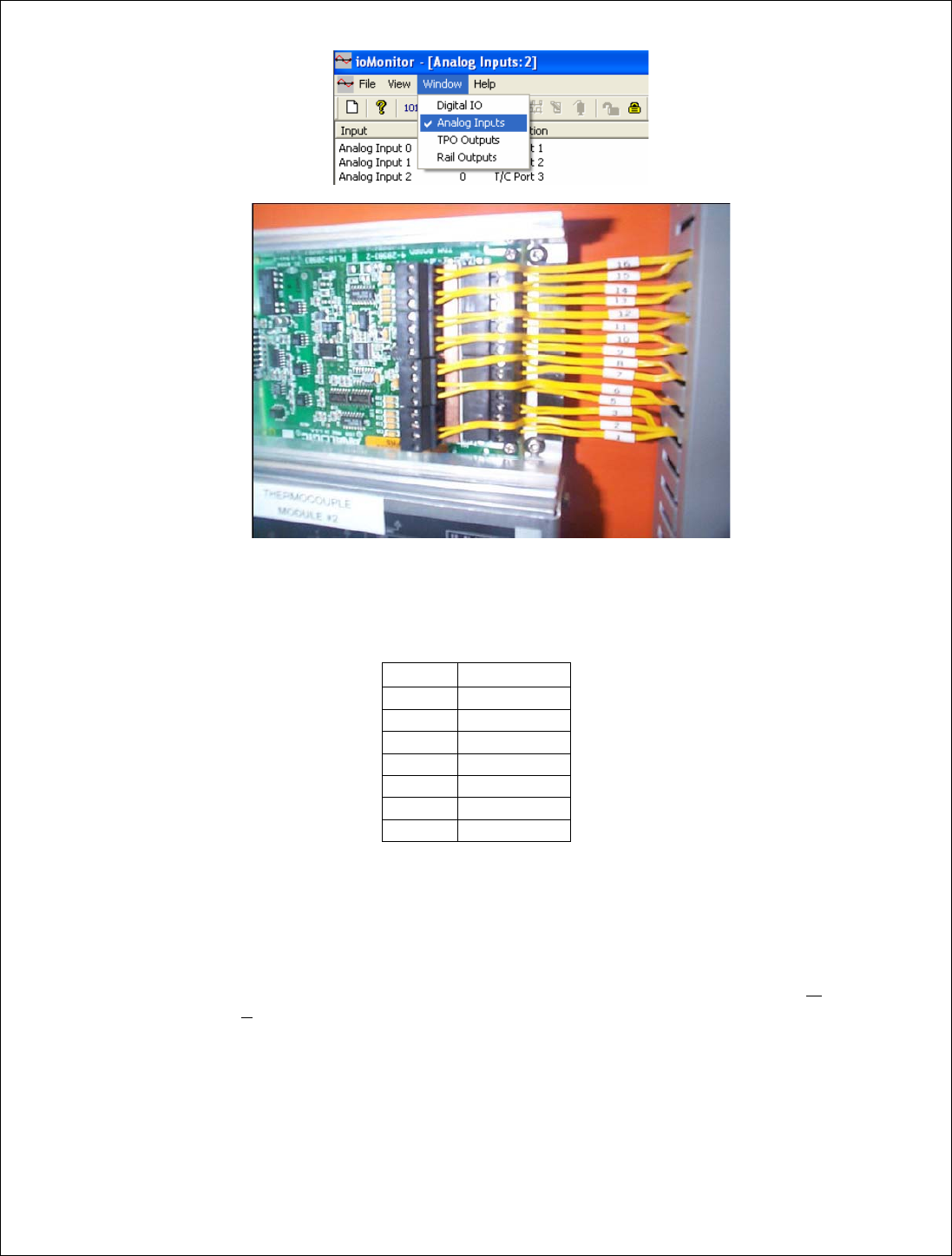
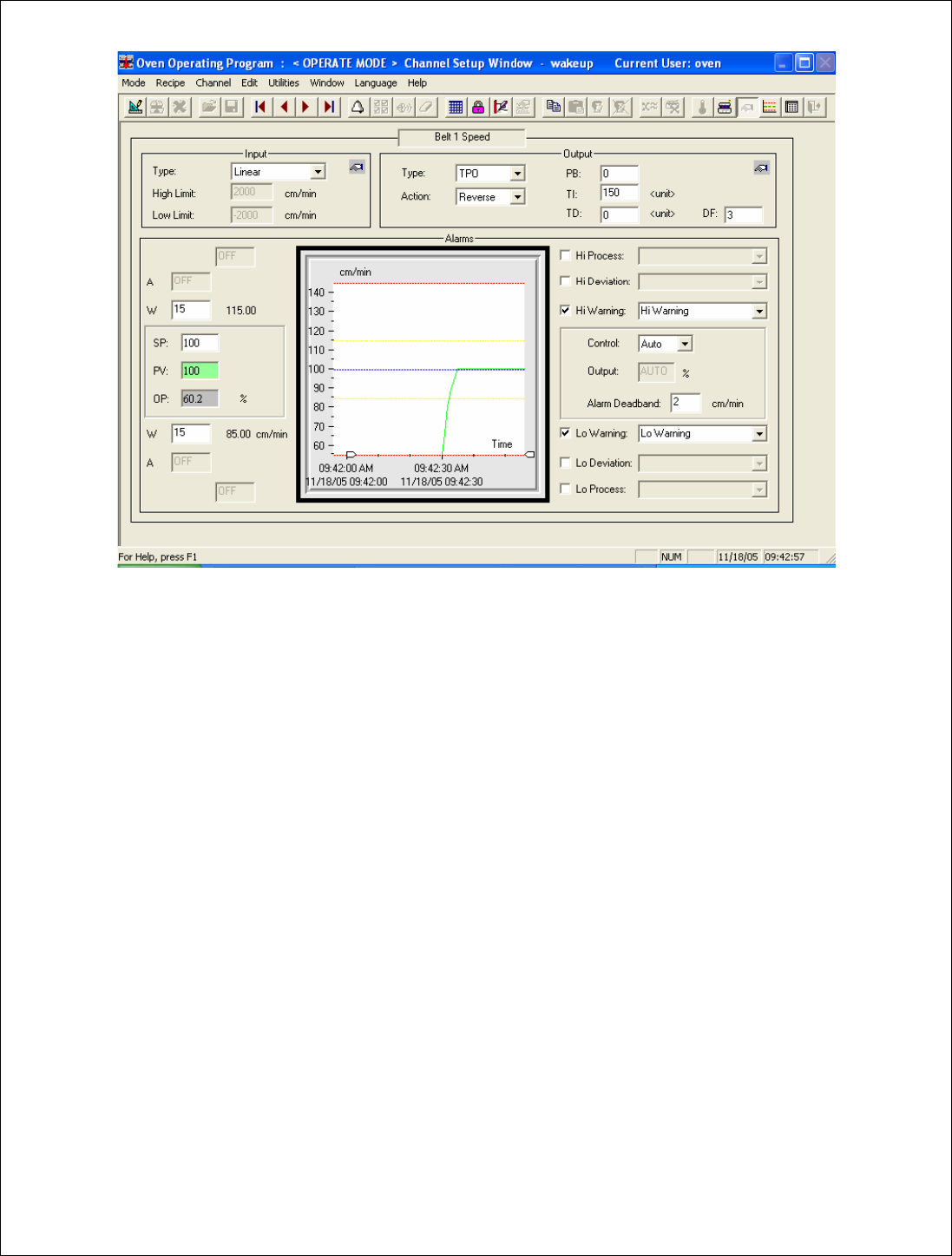
C.检验输送带速度的校准
HC1-X控制器的输送带速度控制区专用于控制输送带的速度。可以方便地进行校准。从“窗口”(W
indow)
菜单选择“控制区”(C
hannel),选择“输送带速度”(Belt speed)控制区。将带速设定点更改为 60 厘米每
分钟。使用卷尺和秒表,测定输送带行进 60 厘米的时间。如果时间差异超过±2%(1.2 厘米),参见操作指
南中的第 VI 部分(可调节输送带(EHC)和网带电动机控制器调节),并检查系统软件操作指南中的系统设
置向导部分。
130
X.可调节输送带(EHC)和网带直流电动机控制器调节
本节规定电气面板上的回流炉可调节输送带(EHC)和网带系统的电动机控制器的校准程序。(CP#4491)
应在回流炉已接通电源,可调节输送带(EHC)和网带系统的计算机控制已建立之后,执行本校准程序。
应按以下顺序执行校准:
1、 最低(MIN)速度微调电位计调节。
2、 最高(MAX)速度微调电位计调节。
3、 电流限值调节。
在开始所有调节之前,检查确认控制器上的“ACCEL”微调电位计转至 1 点钟位置,“IR”微调电位计
转至 10 点钟位置,“CL”微调电位计转至 12 点钟位置(参见
图
4)。
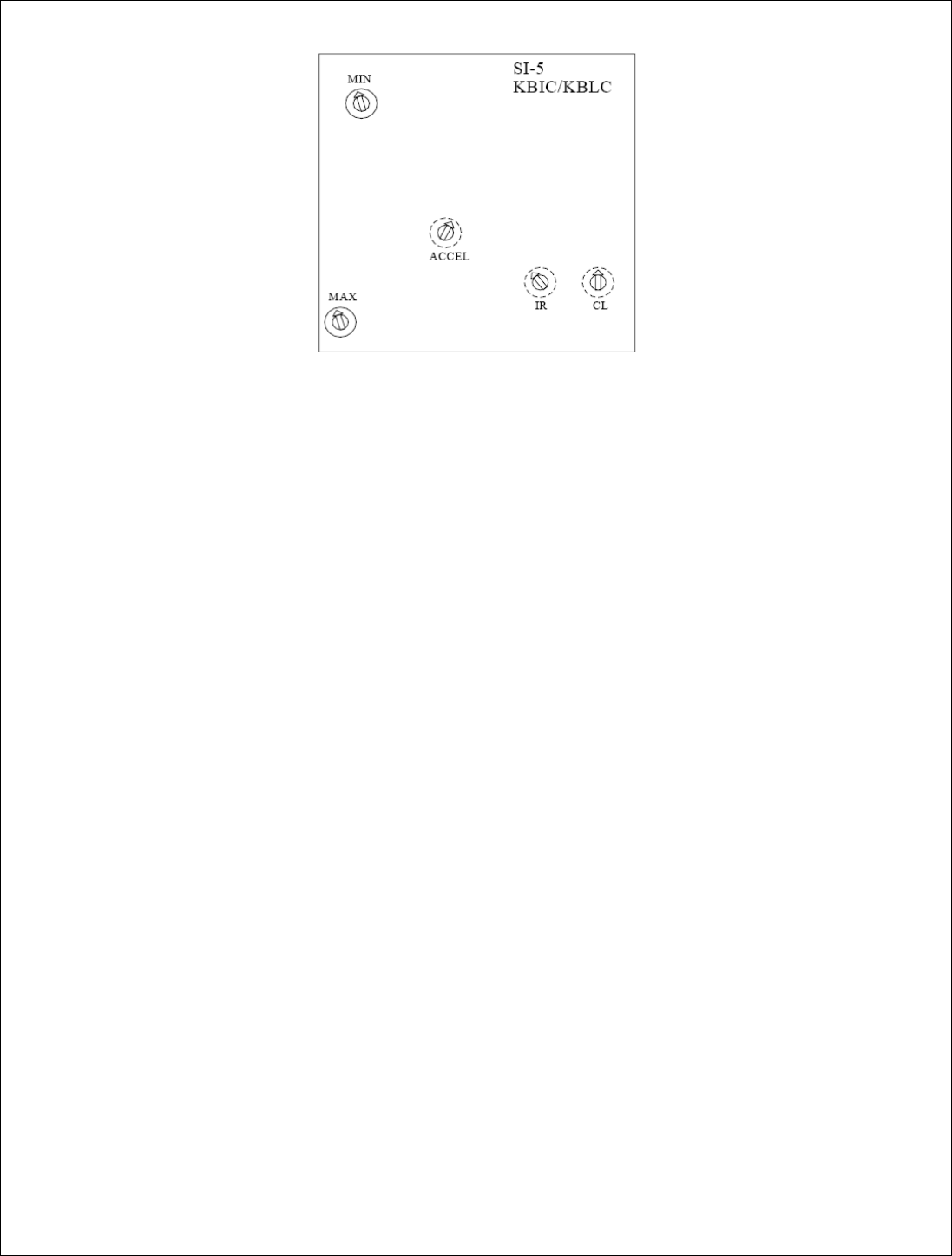
131
电动机转速控制器
图
4
I、 最低速度调节。
A、 调节最高和最低速度微调电位计至最大设定值(顺时针满转),并调节电流限值微调电位
计(CL)至其调节范围的中间值(12 点钟位置)。
B、 设定可调节轨道宽度至样板宽度。(模板、边缘宽度板,等…)
C、 确认电动机控制器已接通电源。
D、 在软件应用程序中,将计算机控制速度的设定值置为 0 厘米/分钟。(零功率)
E、 观察输送带系统,注意系统中的任何移动。
F、 如果输送带系统在移动,沿逆时针方向缓慢调节最低速度微调电位计,直至输送带系统停
止移动。
G、 在软件应用程序中,将计算机控制速度的设定值置为 19 厘米/分钟。(~10%功率)
H、 观察输送带系统,检查系统中的移动。
I、 如果输送带系统未移动,沿顺时针方向缓慢调节最低速度微调电位计,直至输送带系统开
始移动。
J、 必要时重复以上步骤。
II、 最高速度调节。
仅在最低速度调节完成后才能执行该校准。
A、 在软件应用程序中,将带速设定点置为 188 厘米/分钟。缓慢调节最高速度微调电位计 PV
=188,OP=100%。从而顺时针(升高速度或降低 OP%)或逆时针(降低速度或升高 OP%)
调节最高速度微调电位计。
B、 将样板放在可调节输送带(EHC)和网带上,使用任意的参考标识,记录板速。将计算的
速度(距离/时间,单位:厘米/分钟)与计算机设定值相比较。(容差±1.2 秒)
C、 如果计算速度并非 188 厘米/分钟(等于 PV),检查回流炉系统设置向导中的带速控制参数
(第 4 页)。
D、 如果计算速度小于 188 厘米/分钟,而且最高速度微调电位计处于最大设定值,则更换电
动机转速控制器。
设定最低速度和最高速度微调电位计之后,设置带速设定点=90 厘米/分钟,并观察 OP%应在
48%左右。如果不是,则再次调节最低速度和最高速度设定值。
完成速度调节后,以不同速度测试输送带系统,并将计算值与计算机设定值相比较。