Heller维修手册.pdf - 第123页
120 2 、 更换新 的电动机和安装盘组件。 ( Heller 零件编号如下 表所示。 ) 3 、 在螺栓 上均匀地拧紧螺母,牢靠地固定吸风机电动机到位,并确保氮气回流炉上的气密封。 4 、 重 新连接氮 气管道。 (仅在氮气回流炉上) 零件编号 4” 叶轮 5” 叶轮 4” 叶轮,高温 1/2” 空气 682440 682456 1” 空气 682441 685887 682457 1/2” 氮气 682442 682127 1” …
119
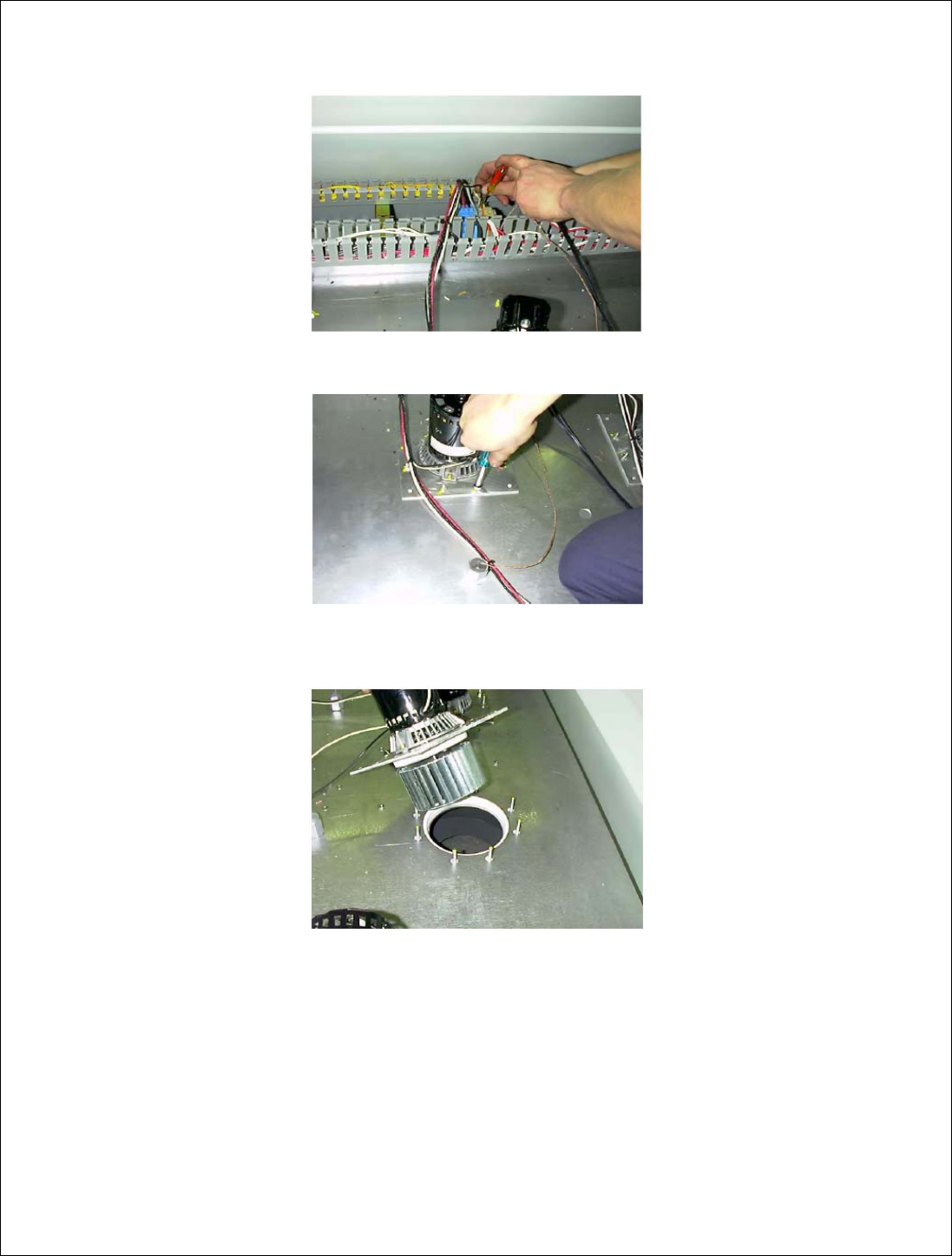
5、 断开配线。使用螺丝刀,短角 WA GO (零件编号 210-258)。
6、 拆下电动机安装盘的螺栓上的螺母和垫片
7、 在安装盘的一个角下方移动一字头螺丝刀,破坏密封。
8、 向上取出电动机和安装盘组件。
重新装配
(顶部和底部)
重新安装更换的吸风机之前,确认具有相同的型号和相同的绝热厚度(1/2”或 1”)。
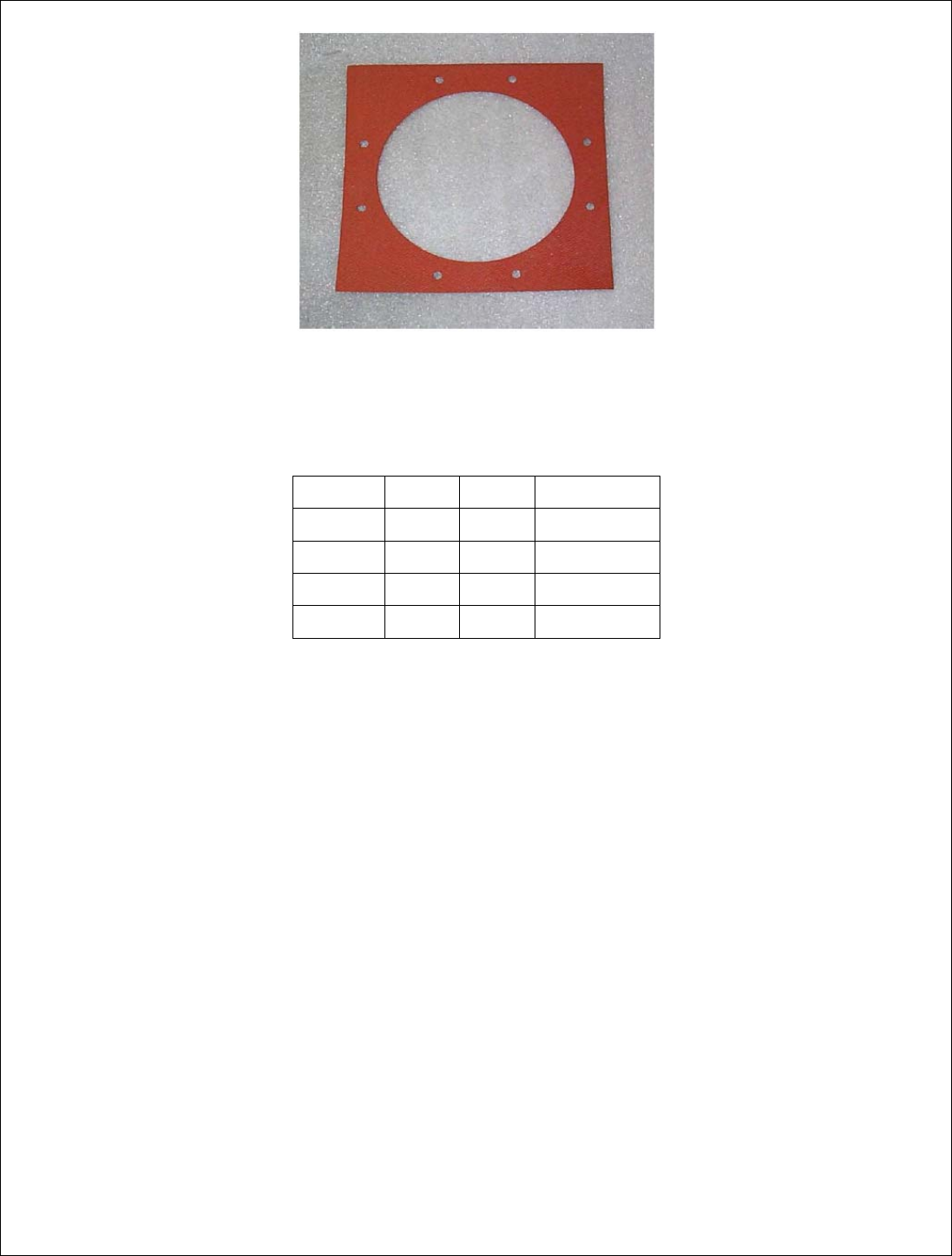
1、 仅在氮气回流炉上,安装电动机之前在 10-32 螺栓上放置一片氮气垫圈(零件编号 5341)。
120
2、 更换新的电动机和安装盘组件。(Heller 零件编号如下表所示。)
3、 在螺栓上均匀地拧紧螺母,牢靠地固定吸风机电动机到位,并确保氮气回流炉上的气密封。
4、 重新连接氮气管道。(仅在氮气回流炉上)
零件编号 4”叶轮 5”叶轮 4”叶轮,高温
1/2”空气
682440 682456
1”空气
682441 685887 682457
1/2”氮气
682442 682127
1”氮气
682443 685176 681538
注意:尺寸 1”和 1/2”是指叶轮和电动机安装盘之间的白色绝热层的厚度。高温回流炉的最高温度可达
350℃或 400℃。
121
IV.滑差离合器(无网带的可调节轨道输送带)
滑差离合器用于在输送带卡死时释放输送带系统的动力。它位于回流炉后侧出口处的输送带驱动电动机
轴的端部。
滑差离合器出厂设定为在传动方杆上的测量力拒为 30-40 英寸磅。新的离合器会有轻微磨损,因为在初
始进入时离合器盘坐落在板上。应在操作 30 至 90 天后检查离合器扭矩的设置,并根据需要进行重置。任何
时候如果出现输送带卡死,也应检查离合器。如果离合器滑至 30 英寸磅以下,应进行调节。
a) 在方杆上测量离合器扭矩的设置
以下程序的目的是使得离合器的扭矩与可调扭矩扳手上的读数一致。
所需工具:(参见
图
3)。
-扭矩扳手,扭矩范围 10-100 英寸磅,3/8”口径。
-开口扳手,5/8”开口端,3/8”口径。
进行测量之前请阅读并理解以下所有说明。下面有些程序需要一定的速度和敏捷性。关闭回流炉,
练习将扭矩扳手在方杆上咬合和脱开,直到您感觉顺手。为安全起见,始终将一只手放在紧急停
止按钮上。(参见
图
4)
• 关闭回流炉的电源。
• 拆下上部出口端的面板。
• 清除方杆上的所有残留物。
• 将开口扳手安装在扭矩扳手上。
• 尝试将开口扳手的 5/8”开口端套在方杆上。
• 应可以很方便地安装和移除。
• 检查有无足够的空间使扳手从竖直方向摆至水平方向(12:00 至 3:00 位置),并且
不会碰到下游设备或障碍物。
• 接通回流炉的电源。
• 载入“唤醒”(wakeup)工作。
• 在软件中设置输送带速度为 90 厘米/分钟,并使输送带速度稳定。
• 站在回流炉出口端的前部。
• 将扭矩扳手设定为 40 英寸磅。
• 将一只手始终放在紧急停止按钮上,或者与可以操作该按钮的助手一起工作。(参见
图
4)
• 在竖直方向握持扭矩扳手,将开口扳手快速套在运动中的方杆上。向反方向牵引扭矩
扳手,尝试停止输送带。
• 注意先出现哪种情况:输送带停止,或扭矩扳手指示 40 英寸磅。.
• 快速释放扳手上的压力,从方杆上脱开扳手。
• 如果扳手在输送带停止之前指示, 则离合器扭矩设置高于扳手设置。
• 如果输送带在扳手指示之前停止, 则离合器扭矩设置低于扳手设置。
• 调节扳手扭矩设置,重复测量,直至扳手指示和输送带停止同时发生。
• 出现这种情况表明离合器扭矩与扳手扭矩一致。扳手设定值读数即为离合器的扭矩值。
注意:该程序也可使用指针式扭矩扳手。输送带停止时,可能需要助手读取指针的读数。