Heller维修手册.pdf - 第146页
143 B .排空冷却箱 • 应每 6 个星期将 Gen - 9 助焊剂收集箱中的助焊剂残留物排空。 应在自动清洗循环运行完毕后立刻进 行。 由于 Gen - 9 助焊剂收集箱仍是热的, 处理时必须小心。 注意: 排空助焊剂收集箱时, 应断开回 流炉的电源,以免氮气散失。 • 拆 下紧固件,摆 动 Gen - 9 助焊剂 收集箱将其打开( 图 10 ) ,可以看到位于 Gen - 9 助 焊剂收集箱下 部的排液口 ( 图 11 ) 。 …
142
A.自动清洗循环
• 这将需要回流炉停止生产约一个半小时。
• 在回流炉清空情况下,载入“自动清洗”配方。电磁阀将关闭流经 Gen-9 系统的水流。所有排气吸风
机关闭,可选低流量氮气开启。
• 回流炉加热至预定温度。当回流炉达到设定点时,计算机总览屏幕上所有炉区变为绿色,第一阶段定时
器开始倒计时。回流炉从冷启动加热一般需要 20 分钟。
• 第一阶段定时器结束时,第二阶段定时器开始倒计时。电磁阀开启流经 Gen-9 系统的水流。
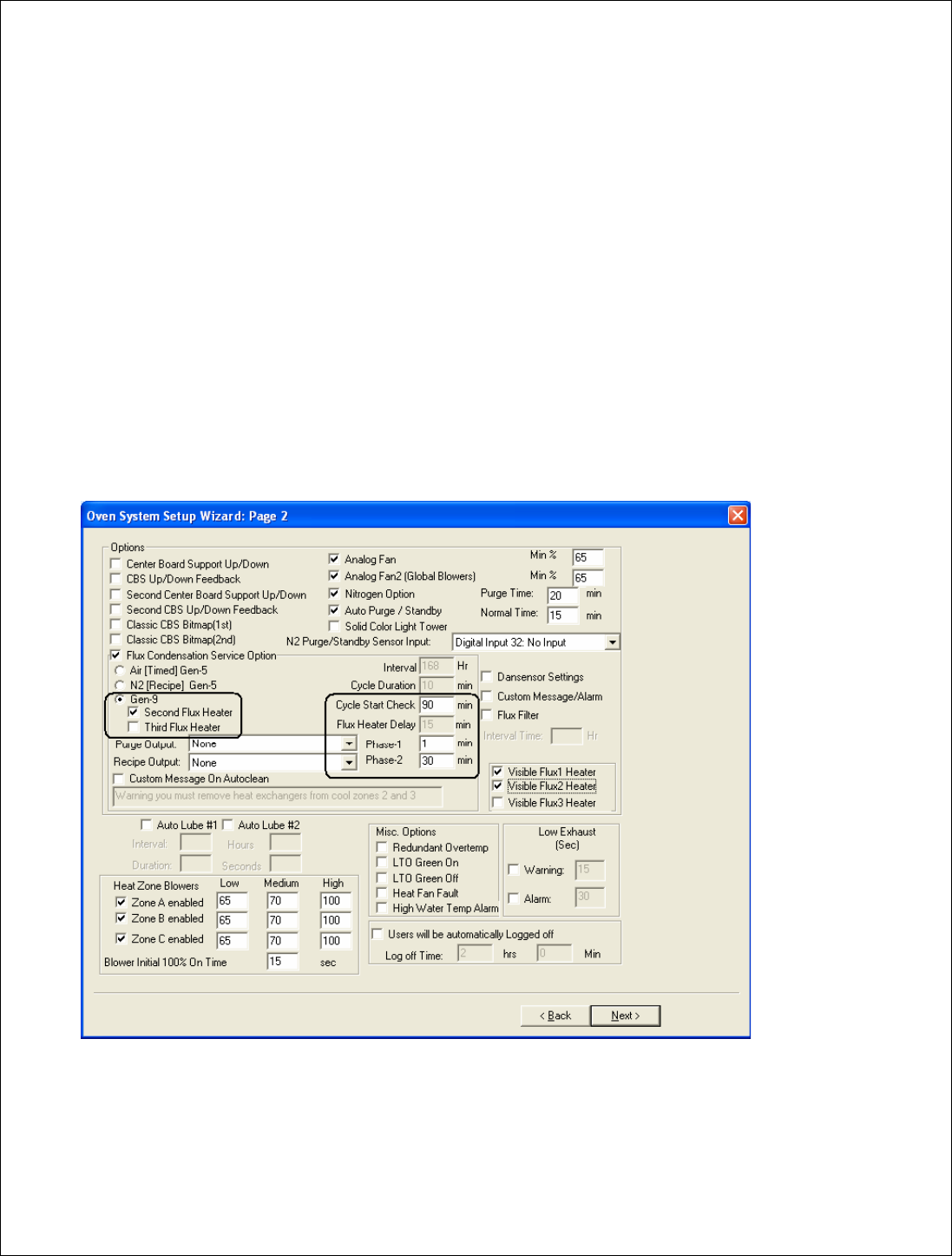
• 第二阶段定时器结束时(默认为 30 分钟),根据设置,回流炉载入冷却或其它配方。可选低流量氮气关
闭。可在设置向导
第
2
页
的 Gen-9 选项下改变默认的设定值(参见
图
9)。任何改变都将影响自动清洗
循环的时间和回流炉总的停机时间。
• 在自动清洗循环过程中,无论何时 Gen-9 助焊剂收集箱上的自动调温器开关感应到温度过高,专用排
气吸风机将关闭,回流炉进入冷却配方。同样如果第一阶段定时器没有在循环启动检查时间内启动,回
流炉将伴随报警信息载入冷却配方。
• 在自动清洗循环过程中,灯塔将保持黄色,以防意外地在回流炉中运行产品。
• 作为选项,在回流炉完成自动清洗循环后,可以自动载入生产工作。点击工具栏上方的“工具”
(UTILITIES),选择在自动清洗循环结束时载入冷却或生产工作(参照“系统软件操作指南”,C.4.f 部
分,第 32 页)。如果选择生产工作,回流炉将需要 30 至 40 分钟冷却至预定温度,绿灯点亮后将恢复产
品流(加热区设定点的任何改变将影响自动清洗循环的时间和回流炉总的停机时间)。
图
9
143
B.排空冷却箱
• 应每 6 个星期将 Gen-9 助焊剂收集箱中的助焊剂残留物排空。应在自动清洗循环运行完毕后立刻进
行。由于 Gen-9 助焊剂收集箱仍是热的,处理时必须小心。注意:排空助焊剂收集箱时,应断开回
流炉的电源,以免氮气散失。
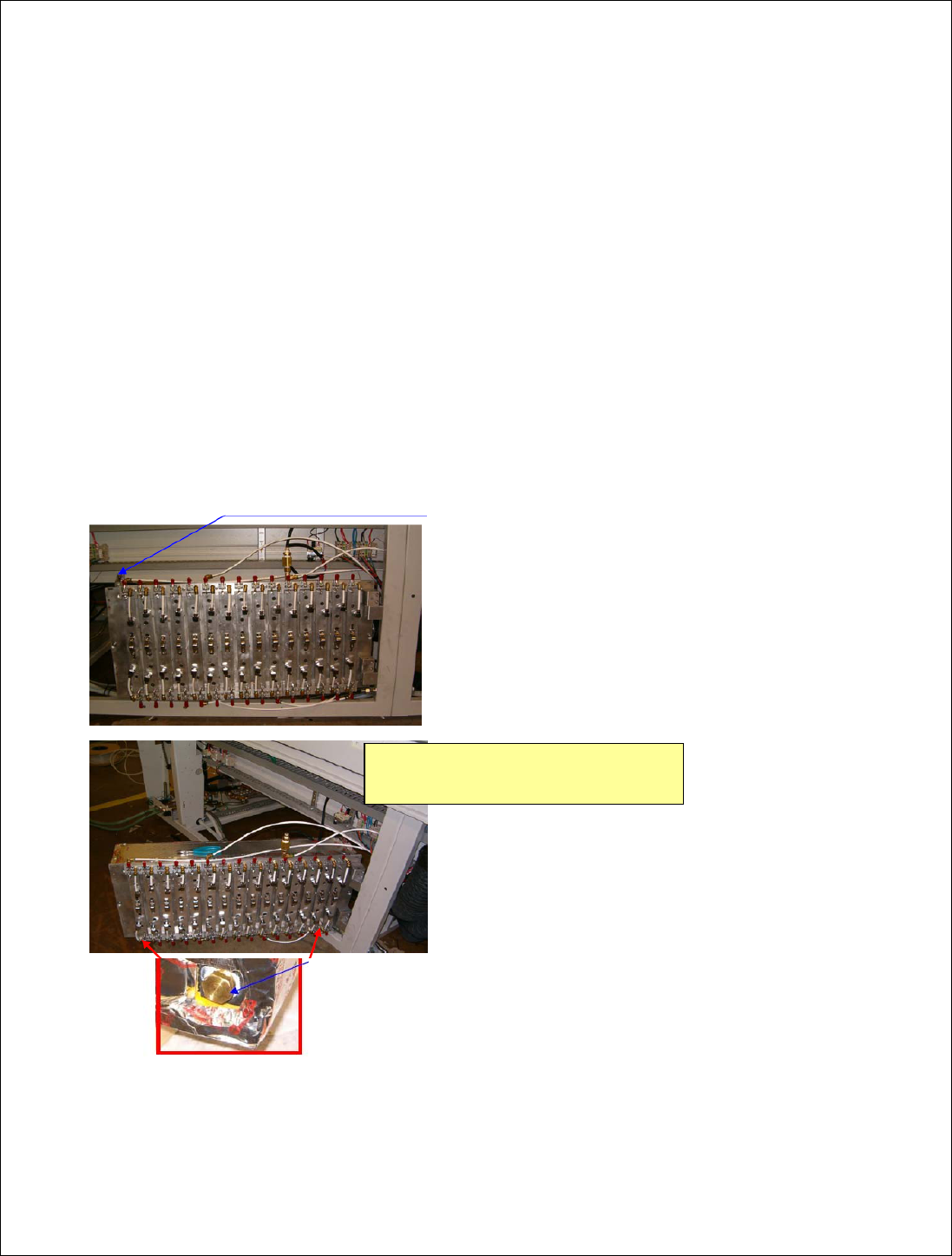
• 拆下紧固件,摆动 Gen-9 助焊剂收集箱将其打开(
图
10),可以看到位于 Gen-9 助焊剂收集箱下
部的排液口(
图
11)。在第一个排液口下方放置收集助焊剂的容器。拔下塞子,让助焊剂流出。助焊
剂排空后,取下所有旧的管用密封带,清洗塞子和管口的螺纹。在外螺纹上缠绕新的 Teflon 密封带
后,将塞子拧紧。
• 将收集助焊剂的容器移至第二个排液口下方,重复以上的排空程序。
• 第二个排液口排空并拧紧塞子后,摆动助焊剂收集箱将其关闭并固定在基座框架上。根据所安装的
冷却箱的数量,按要求对每个 Gen-9 助焊剂收集箱进行排空。
所需工具/个人保护装备:
1、 大号可调扳手
2、 #2 飞利浦螺丝刀
其它材料:
1、 收集助焊剂的容器
2、 Teflon 管用密封带
紧固件
图
10
关闭位置
图
11
打开位置
图
12
典型的排液口塞子,
两个位置,底部表面
由于 Gen-9 助焊剂收集箱和冷却盘
可能还是热的,处理时应小心。
144
C.检查并清洗冷却盘组件
• 自动清洗循环完成后,根据需要检查并清洗冷却盘组件。注意:检查或清洗冷却盘组件时应关闭回
流炉的电源,以防氮气散失。
• 对每个 Gen-9 助焊剂收集箱,均从离排气吸风机进口最近的、标有位置“A”的冷却盘开始(
图
13)。
Gen-9 助焊剂收集箱进口处的冷却盘收集的助焊剂会比出口处多。“A”型盘总是用于前部最后一个
槽。“B”和“C”型则在 Gen-9 助焊剂收集箱中从头至尾交替出现。
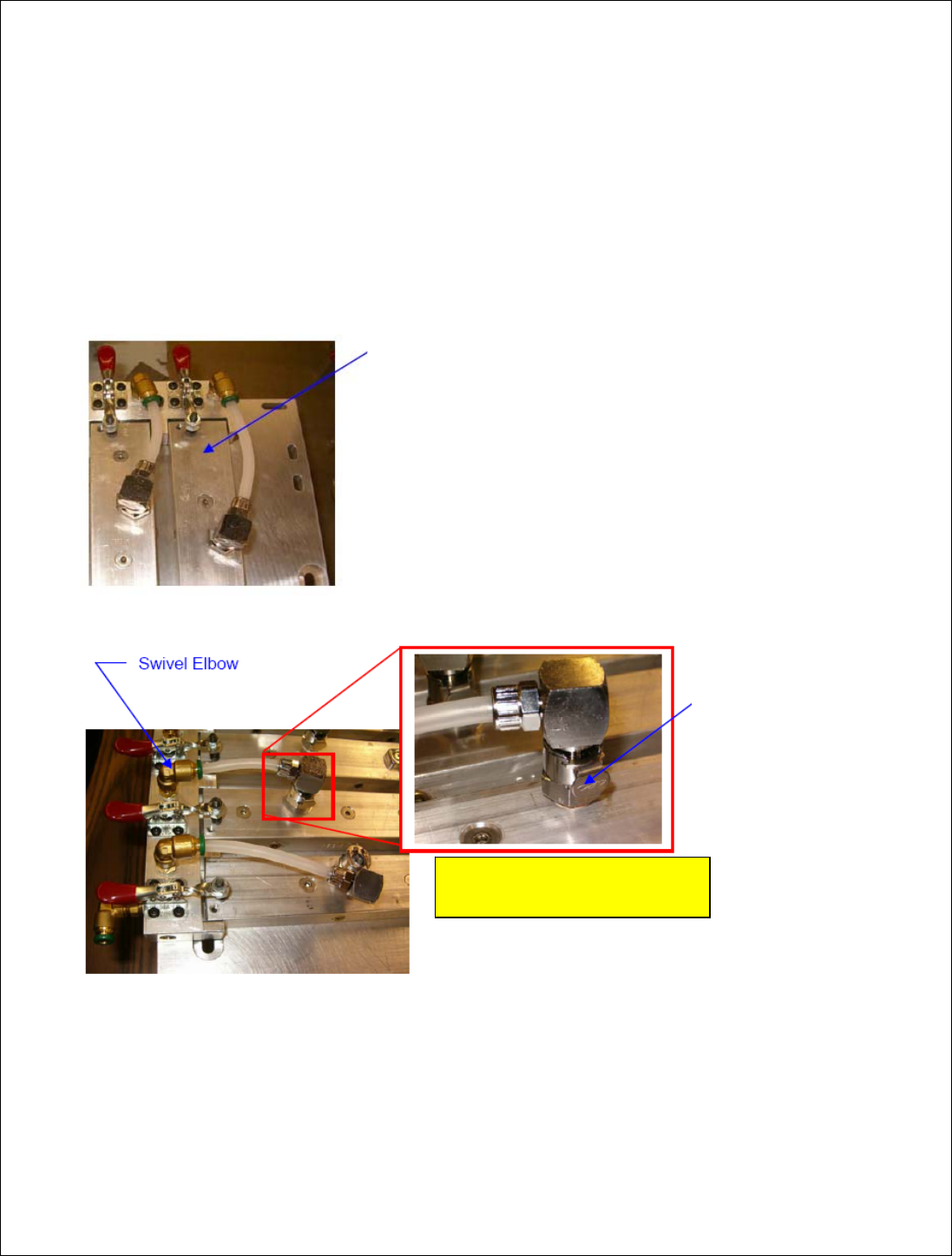
• 每个冷却盘均由供水和回水管组成。断开管道连接无须使用工具,并有阀门可以阻断水流。要断开
连接时,按下凹接头上的释放按钮(
图
14),将凸接头从中取出。凸接头连接至直角接头,可以将其
拆下,从而拆下冷却盘。
图
13
冷却盘#
A
位置
直角接头
图
14
释放按钮和
直角接头位置
已连接和断开连接的冷却盘
由于 Gen-9 助焊剂收集箱和冷却
盘可能还是热的,处理时应小心。