00195755-0102_UM_D1_D2_SR605_ZF.pdf - 第314页
6 工作站擴充 用戶手冊 SIPLACE D1 /D2 6.18 SIPLACE 生產力提升 源自軟體版本 SR.605.xx 07/2008 英文版 314 6.18.2 進行並列取置 有多度取置機以並列方式安排的生 產線會佔用較多的空間,因此 並列取置概念會連同地板下 輸送 帶及水平 / 垂直吊車 ( HV 移載機)來實施。取置機仍以 序列方式排列,但吊車單元 及地板下輸 送帶可以讓生產線以並列方式作業 。透過這種方法, SIPLA…
用戶手冊 SIPLACE D1/D2 6 工作站擴充
源自軟體版本 SR.605.xx 07/2008 英文版 6.18 SIPLACE 生產力提升
313
6.18 SIPLACE 生產力提升
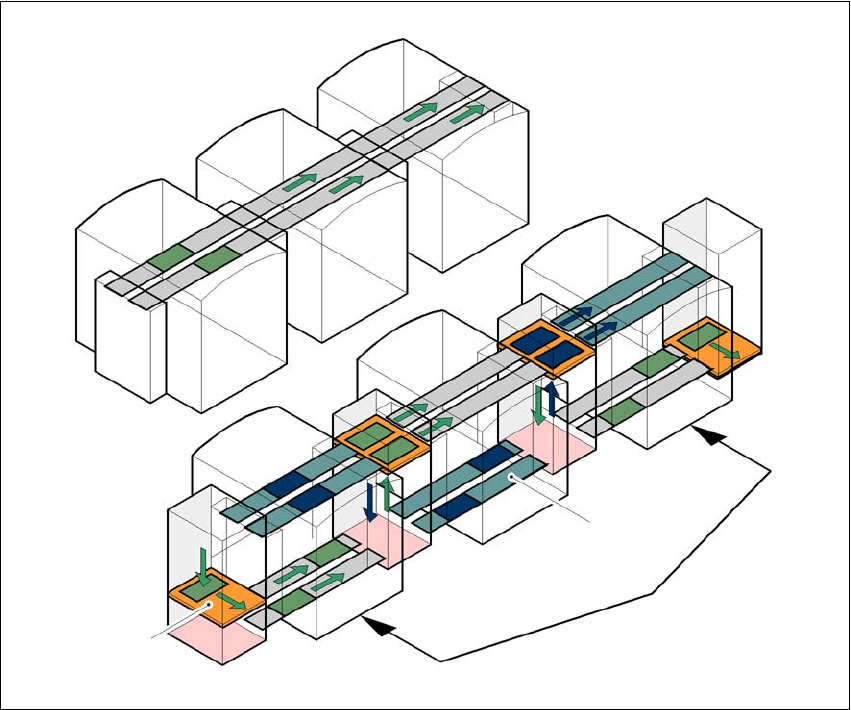
6.18.1 平行取置的概念
取置生產線通常以序列方式排列,並且彼此以序列方式連結。取置程式會循序處理而 PCB 也會從
一部取置機輸送到下一部取置機。這表示 PCB 會被配送到多部取置機之間完成取置。
6
圖
6.18 - 1
序列和並列生產線的比較
當取置機以並聯方式連接時,會合併在個別取置機上取置的元件。多部取置機會透過相同的取置
程式工作。它們會以一部取置所有的元件,而該取置機會被以許多序列處理配送到多部取置機之
間。當一部取置機的元件用完後, PCB 會移送到下一部取置機並在這裡以相同的取置程式進行取
置。這些由取置相同元件的取置機所成立的組合,稱為組群或 「叢集」。
序列線
並列線
地板下輸送帶
組群 ( 叢集)
水平 /
垂直吊車
6 工作站擴充 用戶手冊 SIPLACE D1/D2
6.18 SIPLACE 生產力提升 源自軟體版本 SR.605.xx 07/2008 英文版
314
6.18.2 進行並列取置
有多度取置機以並列方式安排的生產線會佔用較多的空間,因此並列取置概念會連同地板下輸送
帶及水平 / 垂直吊車 (HV 移載機)來實施。取置機仍以序列方式排列,但吊車單元及地板下輸
送帶可以讓生產線以並列方式作業。透過這種方法, SIPLACE 生產線仍可維持同樣的緊湊空間。
地板下輸送帶 6
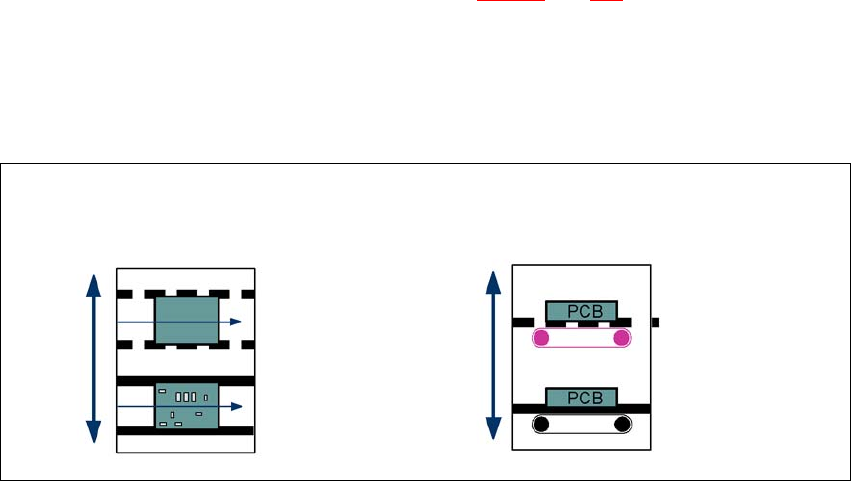
兩個輸送帶攜帶取置機下麵空的或取置的 PCB (見圖 6.18 - 1,第 313 頁) 。
水平 / 垂直吊車 (水平 / 垂直垂直移載機) 6
在生產線的開端有一個 HV 移載機,介於取置機與生產線末端之間。它可以在地板下與處理高度
之間以及在地板下輸送帶的兩個軌道之間載送 PCB。
6
圖
6.18 - 2
水平
/
垂直移載機
(
HV
移載機)
,輸送帶變更和升降功能
水平輸送帶
HV 移載機
升降功能
垂直輸送帶
未取置
已取置
標準
輸送帶高度
地板下
輸送帶高度
HV 移載機
輸送帶變更
用戶手冊 SIPLACE D1/D2 6 工作站擴充
源自軟體版本 SR.605.xx 07/2008 英文版 6.18 SIPLACE 生產力提升
315
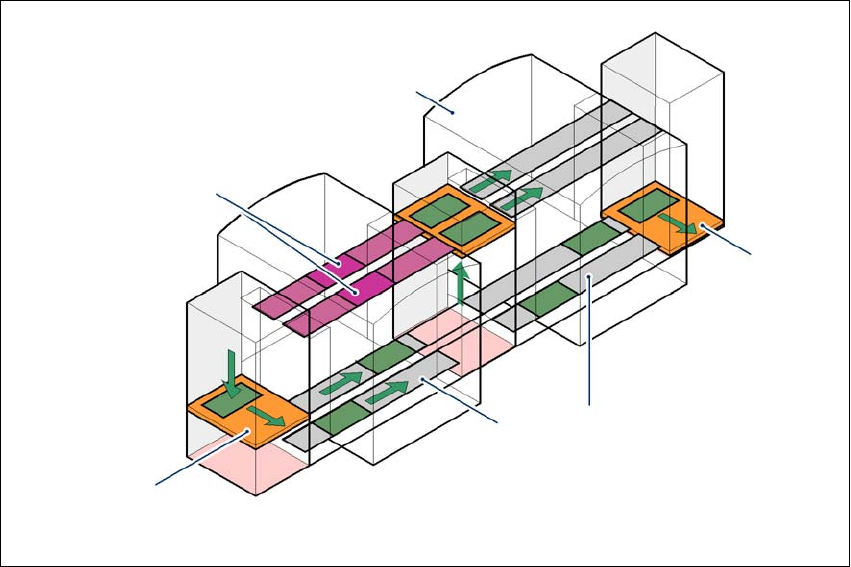
6.18.3 生產力提升系統的優點
「生產力提升系統」可以提升整體生產線的生產力,因為它增加了生產線上的取置機的取置速度。
6
圖
6.18 - 3
生產力提升系統,避免停機
如果生產線以並聯方式連結,個別取置機可能會故障但不會讓整個生產線停下來。它也可以進行
個別取置機的維修,但生產線中的其他取置機仍可繼續進行取置而不必中斷。
這可以用來
– 進行與製程有關的調查或測試
– PCB 定位基準點、封裝型式的設定操作,或測試
– 保養或維修
– 操作上的錯誤,例如沒有在適當時間疊接料帶或元件遺失。
另一個優點是生產線可以利用軟體視需要重新設定組態,而不會影響到其他的取置機。
輸送帶區段,處理
取置機
水平
及垂直吊車
地板下輸送帶
軌道變更