智茂分板机中文操作手冊_A1.pdf - 第135页
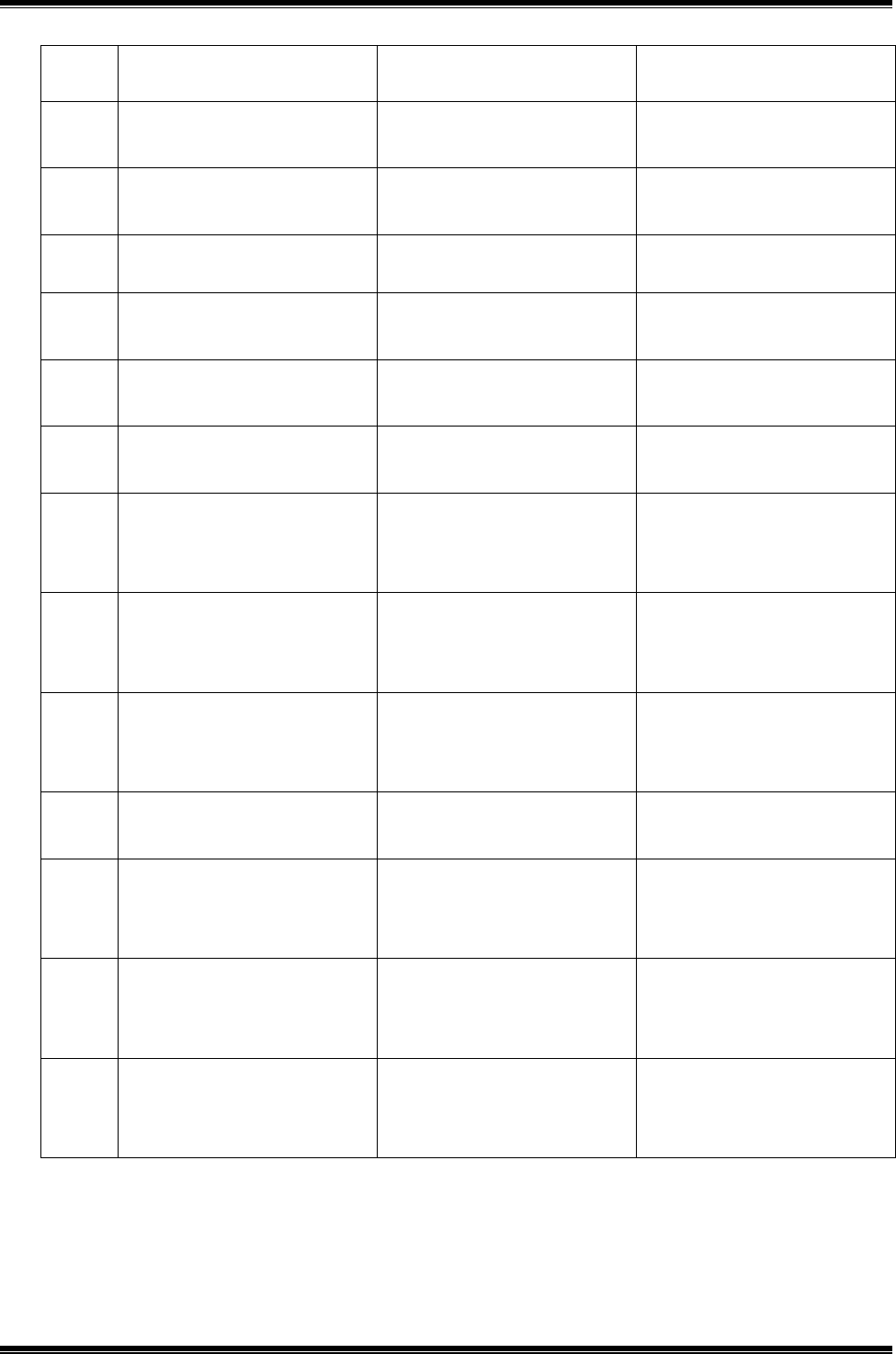
GAM320A 操作說明書 132 代碼 訊息 原因 排除方法 255 右台板 - 防呆 MARK 點取像 失敗 , 請取出基板再執行 確認 MARK 點污損無法辨識 在右台板取出基板再執行 確認鍵 264 左台板 - 測高失敗 ,請取出 基板再執行確認 左台板測高異常提示 取出基板 265 右台板 - 測高失敗 ,請取出 基板再執行確認 右台板測高異常提示 取出基板 266 MES- 結批 完成 MES 通訊功能通知 確認 267 M…
GAM320A 操作說明書
131
代碼 訊息 原因 排除方法
207 左側拉門被開啟
請關閉拉門再執行確認
左台板移動過程中左側拉
門被開啟。
關閉左側拉門後點擊確
認。
208 右側拉門被開啟
請關閉拉門再執行確認
右台板移動過程中右側拉
門被開啟。
關閉右側拉門後點擊確
認。
210 MES 要求停止!
MES 伺服端傳送停止要求。 點擊確認,機台停止作業
並回到待命狀態。
213 檢測斷針或無針/滑刀狀
況(銑刀位置不正確)
斷針或無刀/滑刀狀況通
知
1.安裝新銑刀
2.檢查銑刀位置
214 (手動)檢測斷針或無針
斷針或無刀通知 依狀態進入更換銑刀作業
215 (離線)銑刀壽命已達
確認後進入更換洗刀作業
更換銑刀 依狀態進入更換銑刀作業
216 檢測滑刀狀況(銑刀位置
不正確)請執行確認進入
換刀或重新夾持選項
更換銑刀後,檢測到銑刀
位置裝置不正確。
點擊確認並重新執行換刀
或調整銑刀夾持位置。
221 (手動)左台板檢測斷針
請取出左台板基板再執行
確認更換
(手動換刀模式)檢測斷針
1.取出左台板基板
2.確認後依狀態進入更換
銑刀作業
222 (手動)右台板檢測斷針
請取出右台板基板再執行
確認更換
(手動換刀模式)檢測斷針
1.取出右台板基板
2.確認後依狀態進入更換
銑刀作業
223 (手動)銑刀壽命已達
確認後進入更換銑刀作業
(手動換刀模式)銑刀壽命
已達
確認後依狀態進入更換銑
刀作業
228 左基板條碼讀取失敗
請取出左台板基板再執行
確認更換
1.條碼髒汙
2.讀取環境不適
1.取出基板再執行確認
2.重新設定條碼讀取設定
229 右基板條碼讀取失敗
請取出右台板基板再執行
確認更換
1.條碼髒汙
2.讀取環境不適
1.取出基板再執行確認
2.重新設定條碼讀取設定
254 左台板-防呆 MARK 點取像
失敗,請取出基板再執行
確認
MARK 點污損無法辨識 在左台板取出基板再執行
確認鍵

GAM320A 操作說明書
132
代碼 訊息 原因 排除方法
255 右台板-防呆 MARK 點取像
失敗,請取出基板再執行
確認
MARK 點污損無法辨識 在右台板取出基板再執行
確認鍵
264 左台板-測高失敗,請取出
基板再執行確認
左台板測高異常提示
取出基板
265 右台板-測高失敗,請取出
基板再執行確認
右台板測高異常提示
取出基板
266 MES-結批 完成 MES 通訊功能通知
確認
267 MES-更新交握失敗 通知 MES 通訊功能通知
確認
聯繫資訊人員確認狀況
268 左台板 - 檢測切割 NG,
請做確認
檢測切割異常
確認
269 右台板 - 檢測切割 NG,
請做確認
檢測切割異常
確認
292 集塵吸附異常-真空不足
請確認集塵狀況
集塵吸附異常
293 集塵吸附異常-請確認集
塵狀況
1.檢查集塵機狀態
2.更換集塵袋
3.檢查集塵管路
998 請洽原廠客服
電控系統有誤 請連繫客服人員或業務人
員通知原廠
999 使用期限已過期,請洽原
廠客服
請連繫客服人員或業務人
員
GAM320A 操作說明書
133
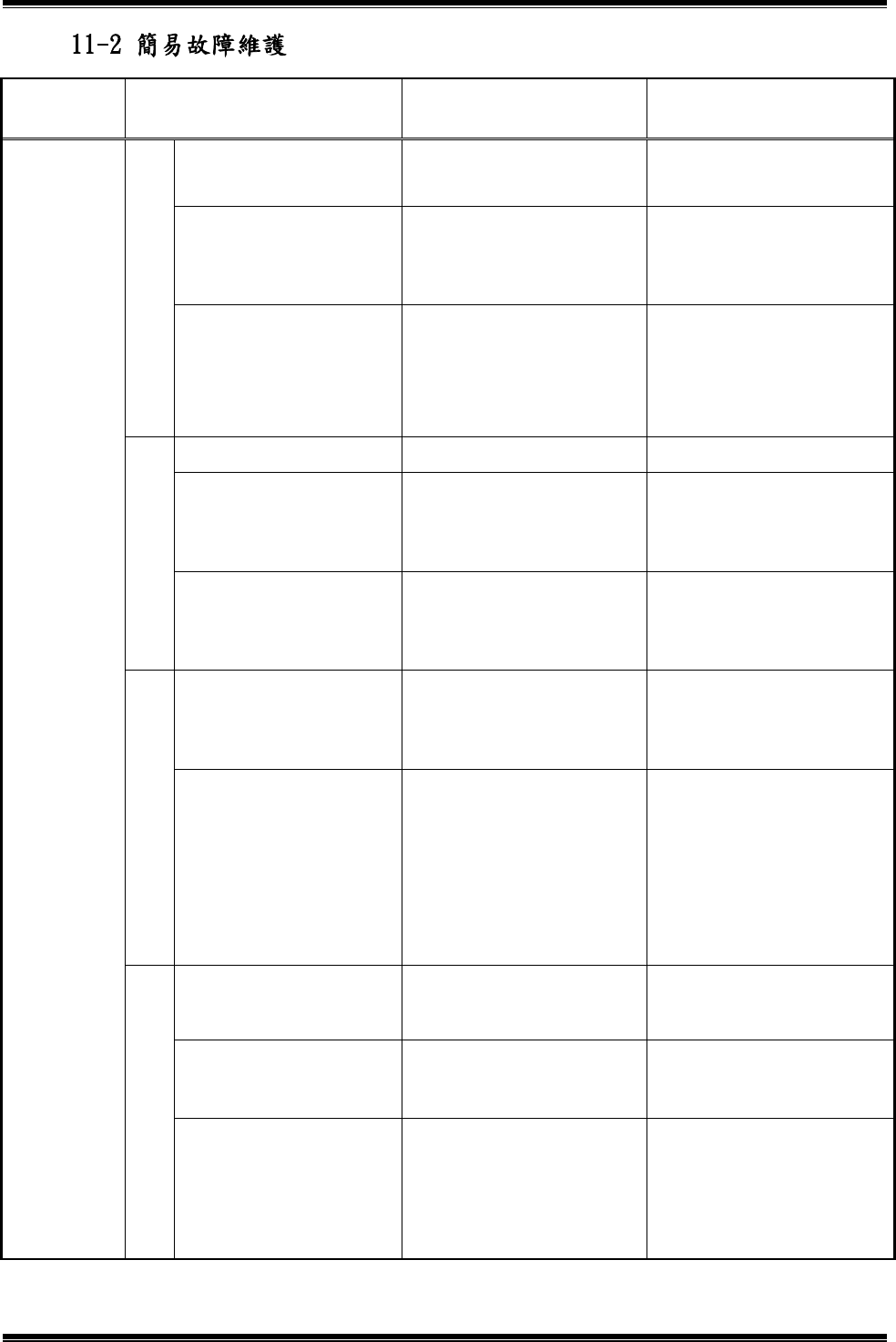
發生問題 可能原因 原因說明 解決方法
切割不準
一
工
作
台
鬆
動
1.滑軌/滑塊磨損。 1.清潔不良。
2.潤滑不良。
1.應定時進行保養。
2.更換滑軌/滑塊。
2.工作台與滑塊之連接
螺栓鬆脫。
1.過震動鬆脫。 1.重新鎖固螺栓。
2.重新校正工作台與滑塊
之精度。
3.工作台面變形。 1.承載過重。
2.不當撞擊。
1.更換工作台板。
2.工作台承載8kg以下。
3.防止人手壓按工作台面
或重物掉落撞擊。
二
治
具
定
位
不
良
1.治具鬆動。 1.安裝治具鎖固不良。 1.重新鎖固螺栓。
2.治具與基板配合不
良。
1.基板本身公差過大。
2.治具本身製造精度不
良。
1.縮小基板製作公差。
2.提高治具製作精度。
3.治具安裝不良。 1.未掌握基板特性,未能
適當穩定基板。
1.累積經驗,掌握基板穩
定特性。
2.重新安裝治具。
三
滾
珠
螺
桿
運
轉
不
良
1.滾珠螺桿震動。 1.滾珠螺桿磨損。
2.導軌磨損。
3.承軸座螺帽鬆脫。
1.更換滾珠螺桿。
2.更換導軌。
3.重新鎖固螺帽。
2.滾珠螺桿發生噪音。 1.滾珠螺桿與導軌安裝
相對精度過大。
2.承軸座內承軸損壞。
3.潤滑不良。
1.重新安裝校驗滾珠螺桿
與導軌相對精度。
2.更換承軸。
3.應定時進行保養。
四
中
心
校
正
不
良
1.主軸或攝影機鬆動。 1.主軸或攝影機固定螺
栓鬆脫。
1.重新鎖固螺栓。
2.執行中心校正功能精
度不良。
1.銑刀與攝影機中心偏
移距離誤差過大。
1.重新執行中心校正功
能。
3.對焦失真糢糊。 1.鏡頭焦距調整不良。
2.鏡頭光圈調整不良。
1.重新調整焦距。
2.重新調整光圈。
3.重新執行中心校正功
能。