智茂分板机中文操作手冊_A1.pdf - 第49页
GAM320A 操作說明書 46 a. 取扳手依圖 6-6-3 所示 ,卸下銑刀 ; 夾 、鬆銑刀依圖 6-6-4 所示方向 操作。 圖 6-6-3 圖 6-6-4 d.
GAM320A 操作說明書
45
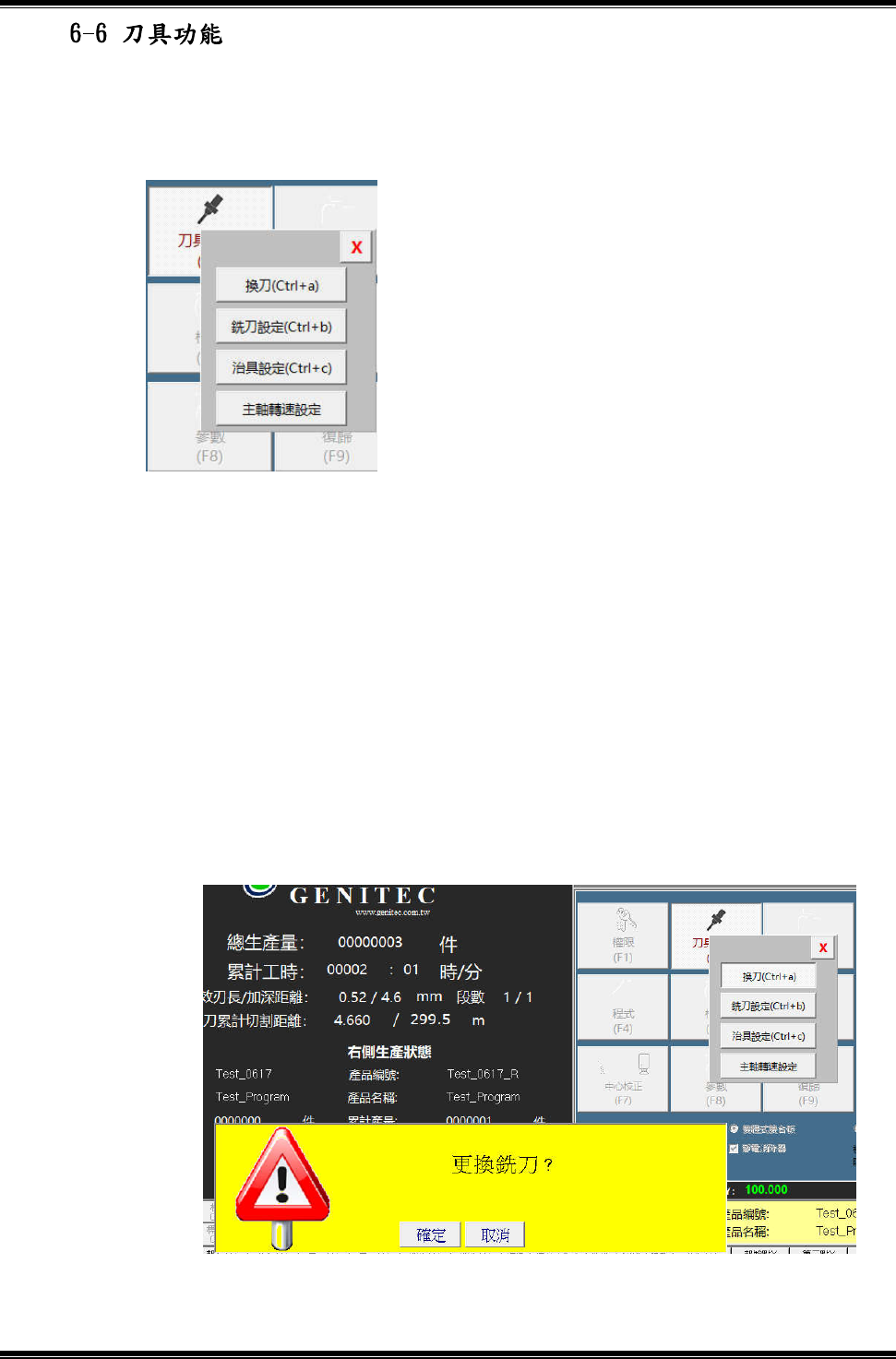
1.步驟:
(1)點選刀具鈕,展開刀具功能選單,再點選刀具鈕一次,關閉刀具功能選單,
如圖 6-6-1。
(2)換刀:
○
1
注意事項:
A.確定銑刀已停止運轉。
B.執行手動換刀功能過程中,機台仍處通電狀態,請小心操作。
C.若更換銑刀之尺寸與原(設定)值不同,將造成嚴重切割錯誤。
○
2
步驟:
點選換刀鈕,出現更換銑刀警告訊息點選確定,主軸移至換刀位置等待
換刀,如圖 6-6-2。
圖 6-6-1
圖 6-6-2
GAM320A 操作說明書
46
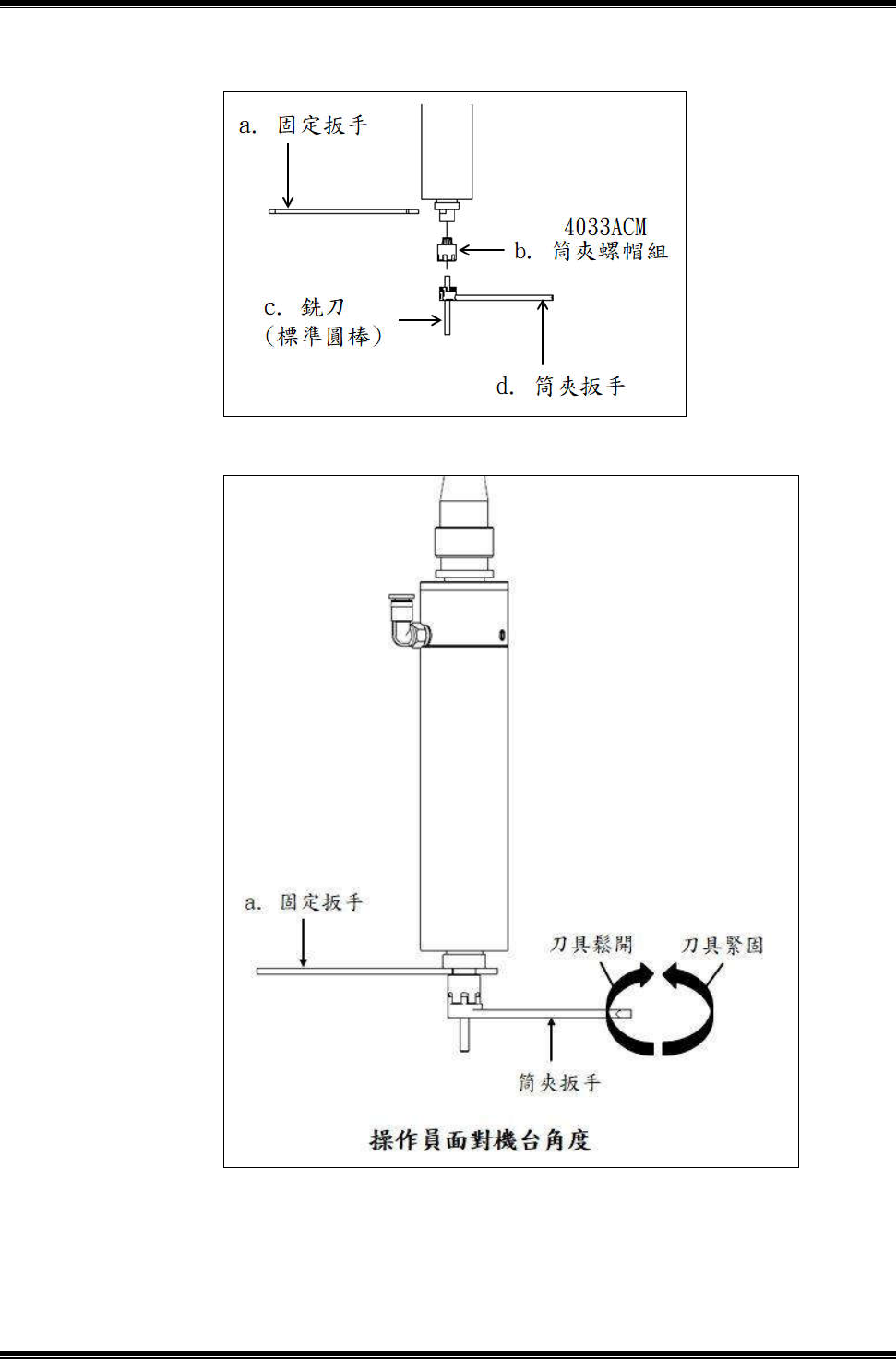
a.取扳手依圖 6-6-3 所示,卸下銑刀;夾、鬆銑刀依圖 6-6-4 所示方向
操作。
圖 6-6-3
圖 6-6-4
d.
GAM320A 操作說明書
47
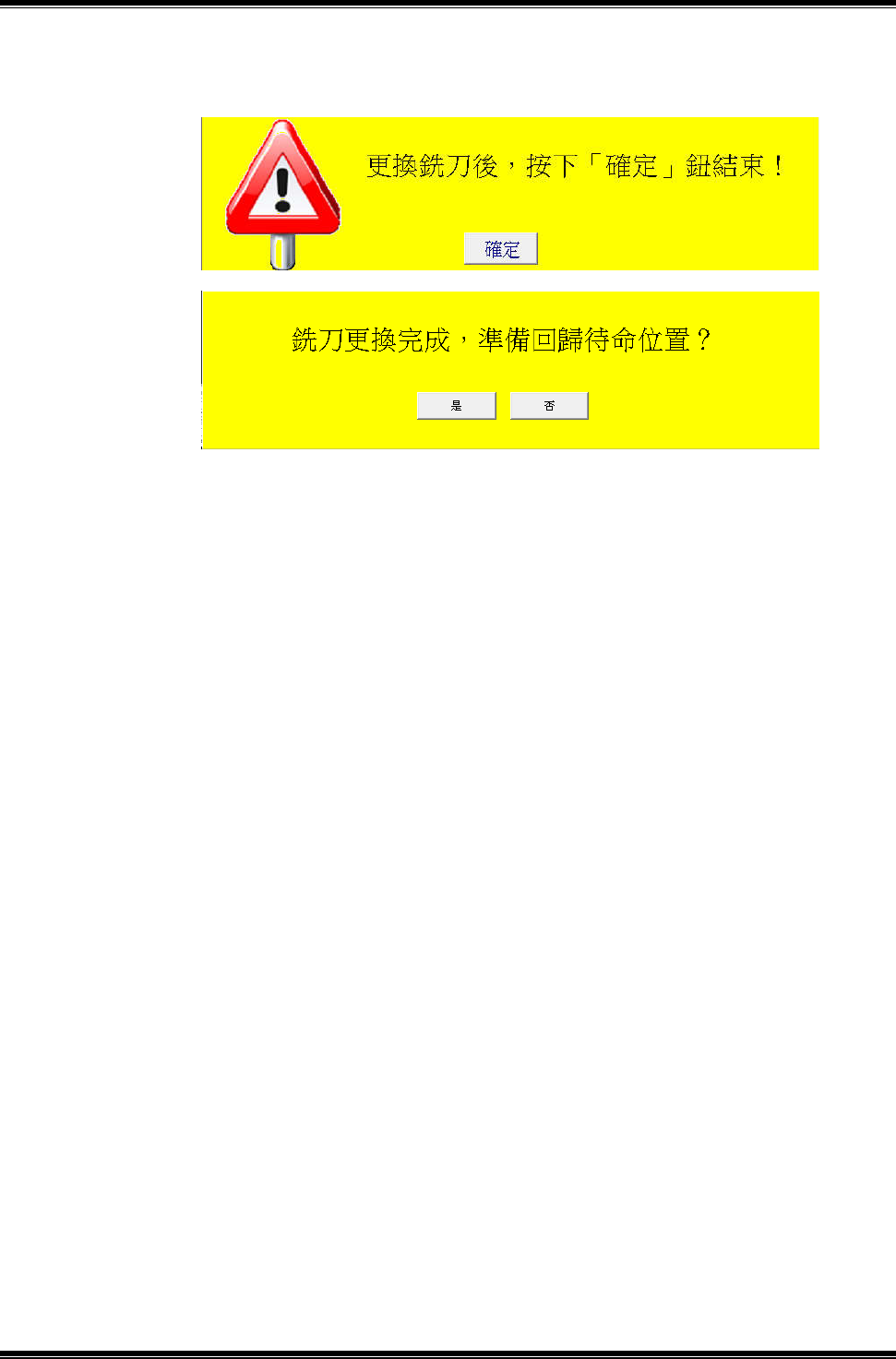
b.裝上柄徑 3.175mm 上環深度 20.5mm 新銑刀,銑刀更換完成點選確定
二次後,主軸頭將回復待命位置,如圖 6-6-5。
c.銑刀更換完成提示,點選確定,系統自動要求執行工作高度設定,
請參考作業高度功能步驟執行。
d.手動更換銑刀後請執行銑刀歸零鈕,會將銑刀累計切割距離歸零。
○
3
刀具安裝、拆卸及使用說明(圖 6-6-3、6-6-4 所示):
A. 左手使用固定扳手(a)置入主軸前端確實嵌住凹槽。
B. 右手使用筒夾扳手(d)置入筒夾螺帽(b)確實嵌住凹槽。
C.依站立位置,固定著固定扳手(a)將筒夾扳手(d)順時針施力旋轉約 1/4
圈,放鬆筒夾螺帽組(b)。
D.將舊銑刀向下取出,並裝上新銑刀(上環深度 20.5mm)。
E.依上述 C.反向動作將筒夾扳手(d)逆時針施力旋轉,筒夾螺帽組(b)緊
固扭力最大不得超過 5 N.m ,旋緊筒夾螺帽組(b)後取下筒夾扳手(d)
及固定扳手(a),完成銑刀更換。
F.轉鬆筒夾螺帽組時,應避免過度鬆脫掉落。
G.筒夾螺帽組為耗材組件,若有發生異音、異常振動、精度不良或滑刀
狀況,需確認進行更換。
H.夾螺帽組為高精密零件,需滿足 60000RPM/G2.5 以下規格的等級,更
換時請選用原廠精密組件,以確保主軸壽命。如因使用非原廠組件造
成主軸壽命降低及損壞,則原廠不提供主軸保固服務。
圖 6-6-5