智茂分板机中文操作手冊_A1.pdf - 第26页
GAM320A 操作說明書 23 E. 壽命:銑刀鈍化前之切削距離值。 F. 提刀:預設切割路徑變換時,銑刀尖與電路板面之距離。 G. 速度:預設切割行進之速度。 H. 銑刀不加深:勾選不加深時,不做加深動作;不勾選不加深時,會做 加深動作,如圖 6-6-8 。 I. 銑刀歸零:歸零已經切割距離之值。
GAM320A 操作說明書
22
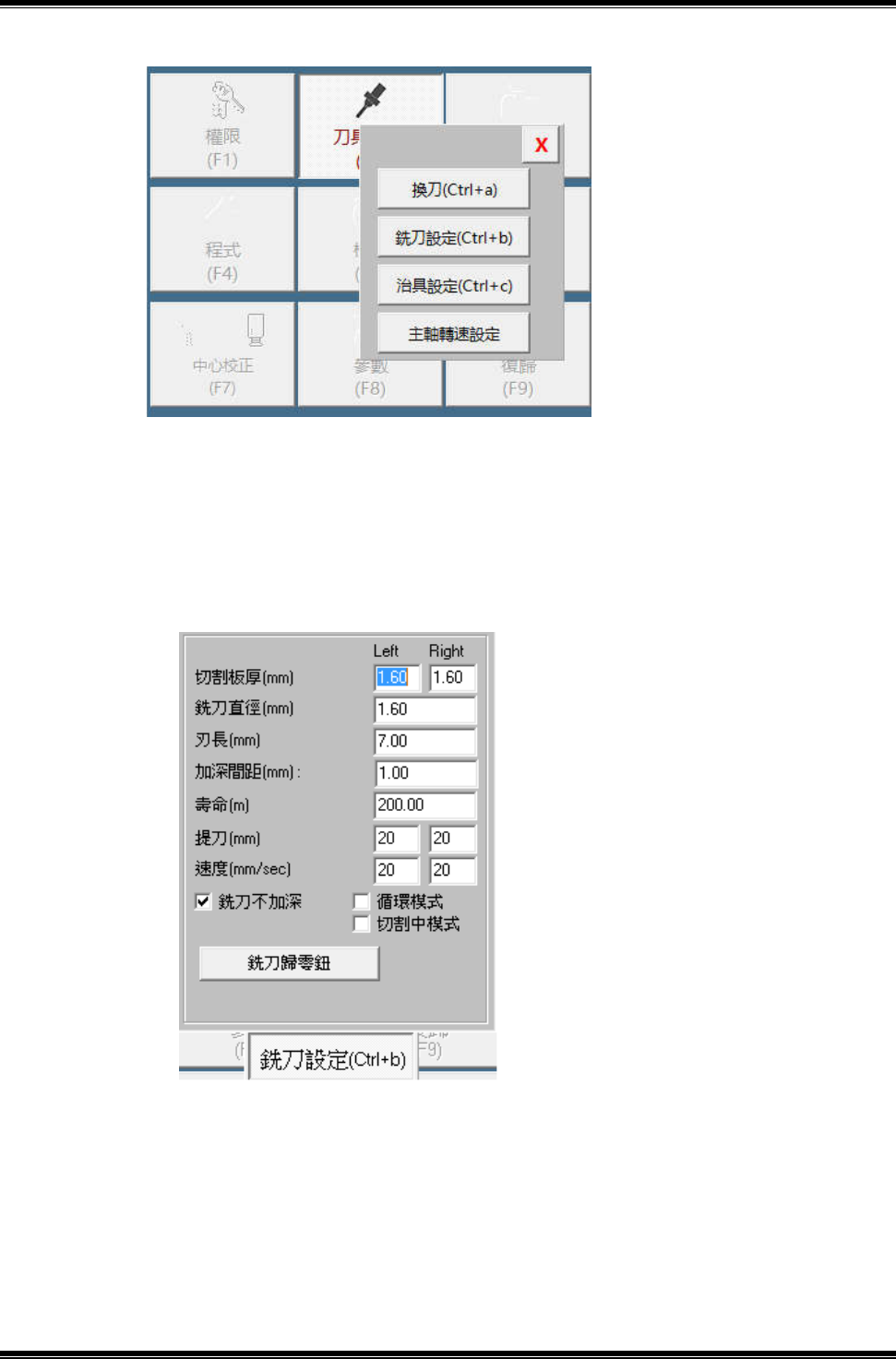
(2)刀具/治具(F2):主軸筒夾、換刀及銑刀設定,如圖 6-2-7。
○
1
主軸筒夾:夾/放銑刀。
○
2
換刀:提供更換銑刀功能。
○
3
銑刀設定:設定銑刀之基本資料,如圖 6-2-8。
A.切割板厚:基板厚度值。
B.銑刀直徑:銑刀之直徑值。
C.刃長:銑刀之切削刃面長度規格。
D.加深間距:銑刀加深時與新段間的距離,如圖 6-6-8。
圖 6-2-7
圖 6-2-8

GAM320A 操作說明書
23
E.壽命:銑刀鈍化前之切削距離值。
F.提刀:預設切割路徑變換時,銑刀尖與電路板面之距離。
G.速度:預設切割行進之速度。
H.銑刀不加深:勾選不加深時,不做加深動作;不勾選不加深時,會做
加深動作,如圖 6-6-8。
I.銑刀歸零:歸零已經切割距離之值。
GAM320A 操作說明書
24
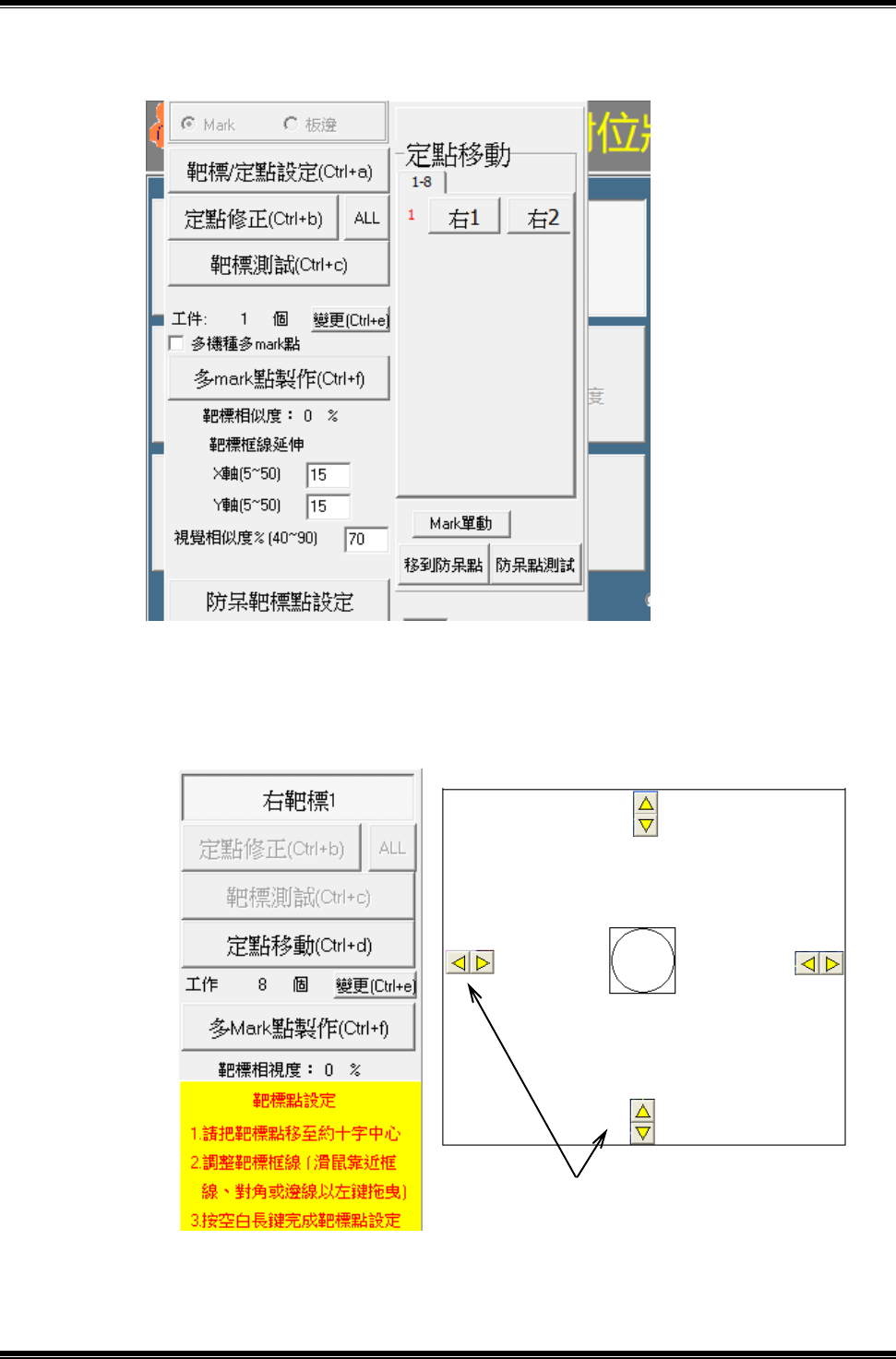
(3)對位(F3):靶標/定點設定、定點修正、靶標測試、定點移動、多 mark 製
作,如圖 6-2-9。
○
1
靶標/定點設定:設定光學靶標點與位置,依提示視窗步驟完成 MARK 1 與
MARK 2 設定,需確實用框線將靶標點框住,如圖 6-2-10。
圖 6-2-9
框線微調鍵
圖 6-2-10