智茂分板机中文操作手冊_A1.pdf - 第54页
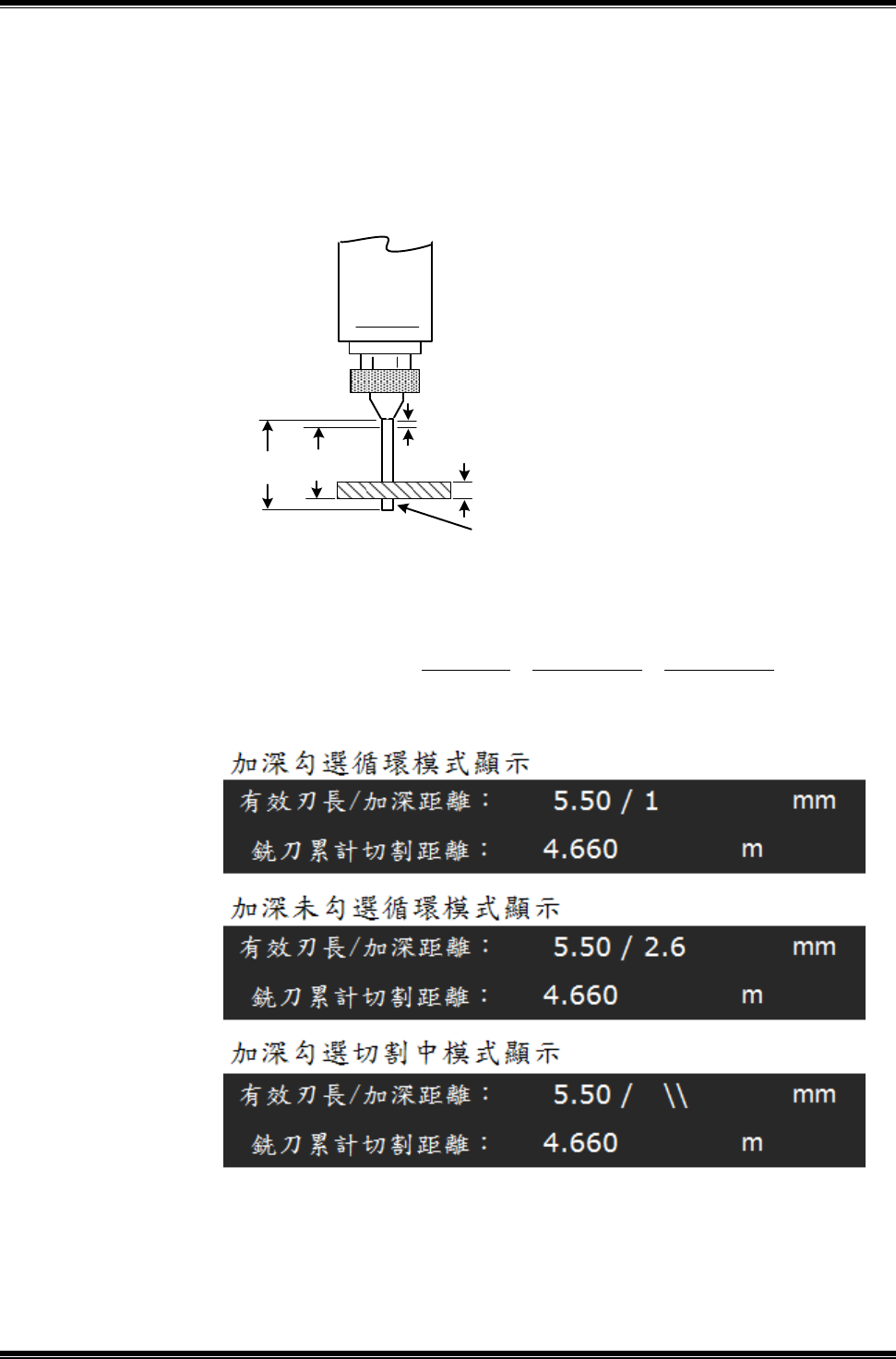
GAM320A 操作說明書 51 過行程 1mm 加深間距 1mm 過行程 1mm 加深間距 1mm 勾選循環模式 未勾選循環模式 勾選切割中模式 c. 有效刃長為總刃長 - 過行程距離 - 安全距離。 d. 勾選循環模式:每切割完成一次便加深 1mm ( 加深間距 ) ,直到運算 大於有效刃長回最初下刀點繼續做循環,直到銑刀 設定壽命切割距離到達換刀,如圖 6-6-9 e. 未勾選循環模式:已切割至銑刀設定壽命切割距離到達,做一次加 …
GAM320A 操作說明書
50
G.銑刀加深:加深次數會依設定參數自動運算刃長與加深距離,加深後
會被記憶,以便下次開機從記憶處開始工作。
a.以銑刀直徑 1.2mm 標準刃長 7mm,設定:過行程為 1mm、加深間距為
1mm,如圖 6-6-8(安全距離為內定值 0.5mm 不能修改)
安全距離為 0.5mm
板厚 1.6mm
過行程 1mm
刃長
7mm
有效刃長
5.5mm
b.銑刀加深模式分為循環模式、不循環模式和切割中模式三種,如圖
6-6-9
圖 6-6-8
GAM320A 操作說明書
51
過行程 1mm
加深間距 1mm
過行程 1mm
加深間距 1mm
勾選循環模式
未勾選循環模式 勾選切割中模式
c.有效刃長為總刃長-過行程距離-安全距離。
d.勾選循環模式:每切割完成一次便加深 1mm (加深間距),直到運算
大於有效刃長回最初下刀點繼續做循環,直到銑刀
設定壽命切割距離到達換刀,如圖 6-6-9
e.未勾選循環模式:已切割至銑刀設定壽命切割距離到達,做一次加
深 2.6mm(運算在有效刃長內)加深(板厚+加深間
距) 直到運算大於有效刃長換刀,如圖 6-6-9
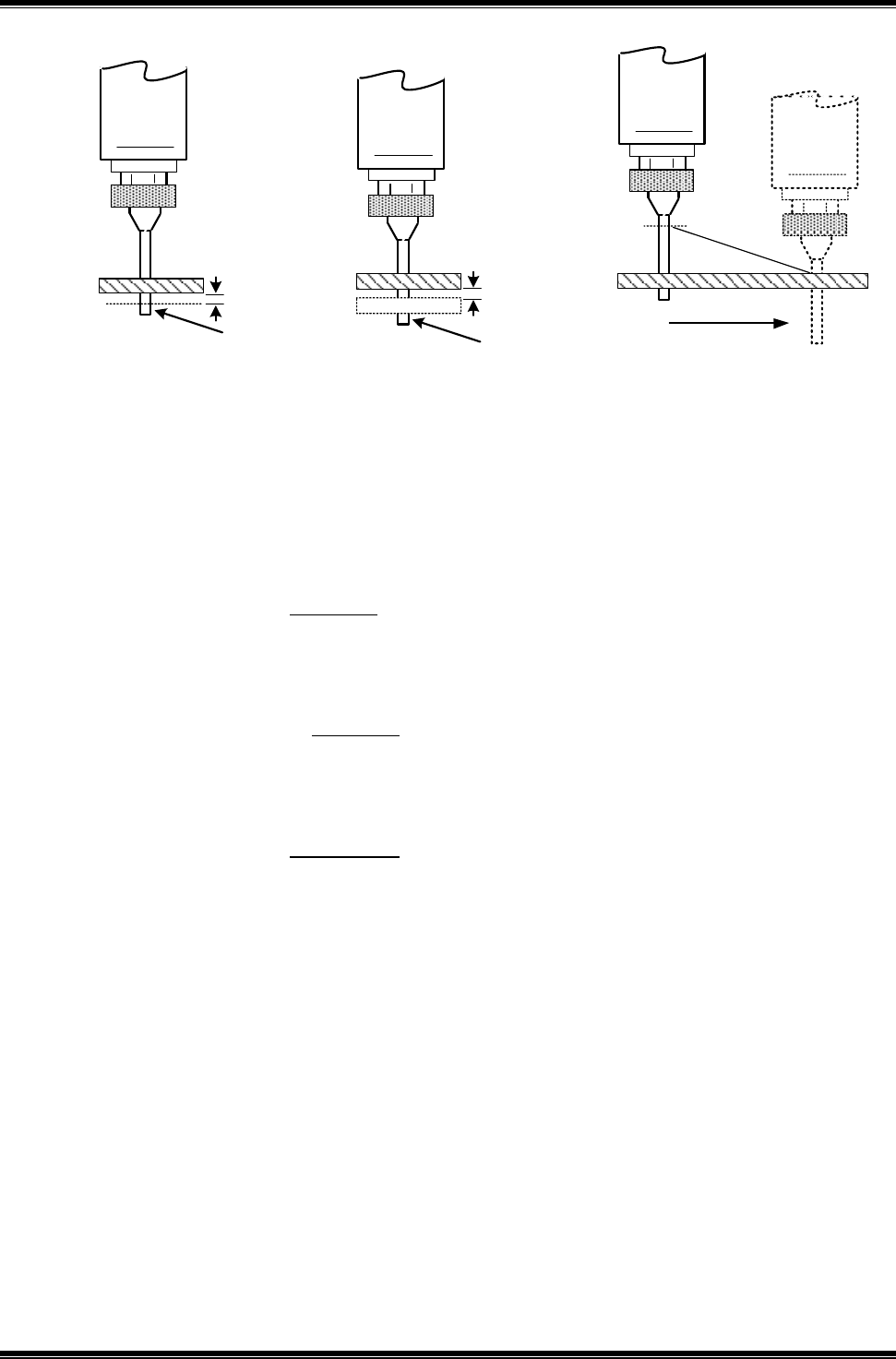
f.勾選切割中模式:動作為每筆下刀切割時銑刀 Z 軸以切割速度下切,
依切割長度銑刀 Z 軸最大下降到銑刀刃長安全高
度,如圖 6-6-9
圖 6-6-9
GAM320A 操作說明書
52
1.注意事項:
(1)基板上需求為二點靶標記號點,標記點必須是可辨識使用之特徵圖案。
2.步驟:
(1)點選對位鈕,展開對位功能選單,再點選對位鈕一次,關閉對位功能選單,
如圖 6-7-1。
(2)置入基板於治具上,按料盤按鈕令工作台進入切割區。
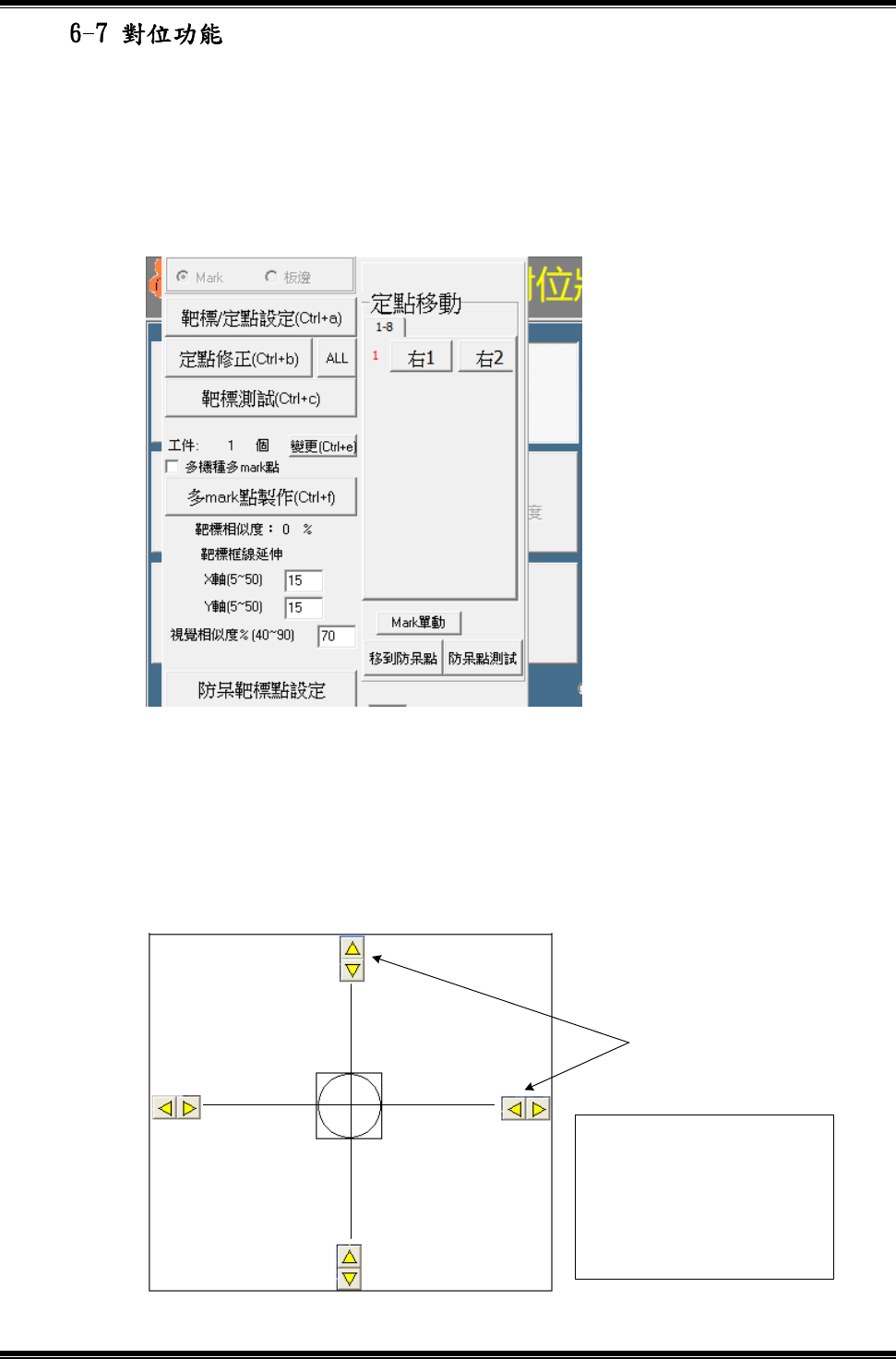
(3)點選定點設定鈕後,使用滑鼠右鍵(對焦鈕)功能進行對焦。
(4)使用滑鼠左鍵拖曳或點擊移動,移動攝影機至標記點附近,使影像區十字
中心線落在標記點範圍內移動框線將標點框起,如圖 6-7-2。
圖 6-7-1
靶標點設定
1. 請將靶標點移至約十字中心
2.調整靶標框線(滑鼠告靠近框
線、對角或邊線`遺以左鍵拖曳)
3.按空白長鍵完成靶標點設定
框線微調鍵
圖 6-7-2