智茂分板机中文操作手冊_A1.pdf - 第84页
GAM320A 操作說明書 81 (5) 使用影像區右鍵功能微調板盤功能 , 將影像區銑刀圓移至鑽孔處 , 使二者 完全重疊,如圖 6-11-3 。 (6) 點按校正鈕,系統將自動取得銑刀與攝影機中心偏移值。 3. 說明: (1) 本機出廠前,已完成中心校正設定;但可能因搬運或其它因素造成誤差, 故應於切割作業前再次執行本功能。 (2) 若主軸或攝影機有任何移動, 例如因:清潔 、維修、換裝等, 均應重新執 行本功能,以確保切割精度。 …
GAM320A 操作說明書
80
1.注意事項:
(1)執行本功能將對電路板進行鑽孔,若程序步驟或作業高度設定錯誤,將造
成機件損壞及銑刀斷裂,因謹慎為之。
(2)本功能為取得銑刀及影像中心偏移距離值,其精確度將嚴重影響切割精度
品質。
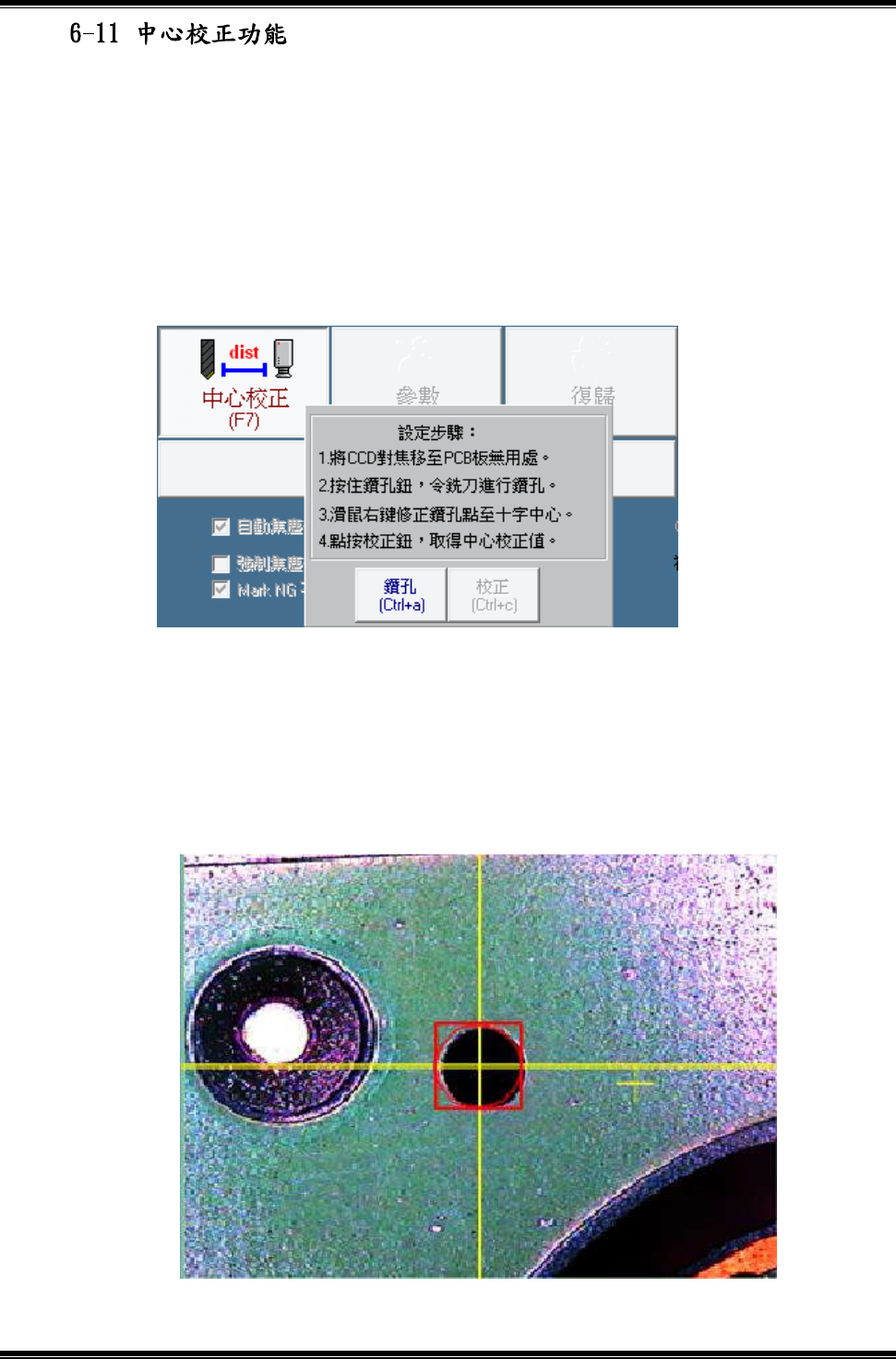
2.步驟:
(1)點選中心校正鈕,展開中心校正控制框,再點選中心校正鈕一次,關閉中
心校正控制框,如圖 6-11-1。
(2)置入基板於治具上,按料盤按鈕使工作台進入切割區。
(3)使用滑鼠左鍵拖曳或點擊移動,將銑刀移至基板無用之處。
(4)點按鑽孔鈕不放,使銑刀下降進行鑽孔,鑽孔後銑刀將自動上升,放開滑
鼠按鍵完成工作,影像自動移至鑽孔處,如圖 6-11-2。
(當銑刀下降未貫穿基板時放開滑鼠按鍵,既中止鑽孔工作)
圖 6-11-1
圖 6-11-2
GAM320A 操作說明書
81
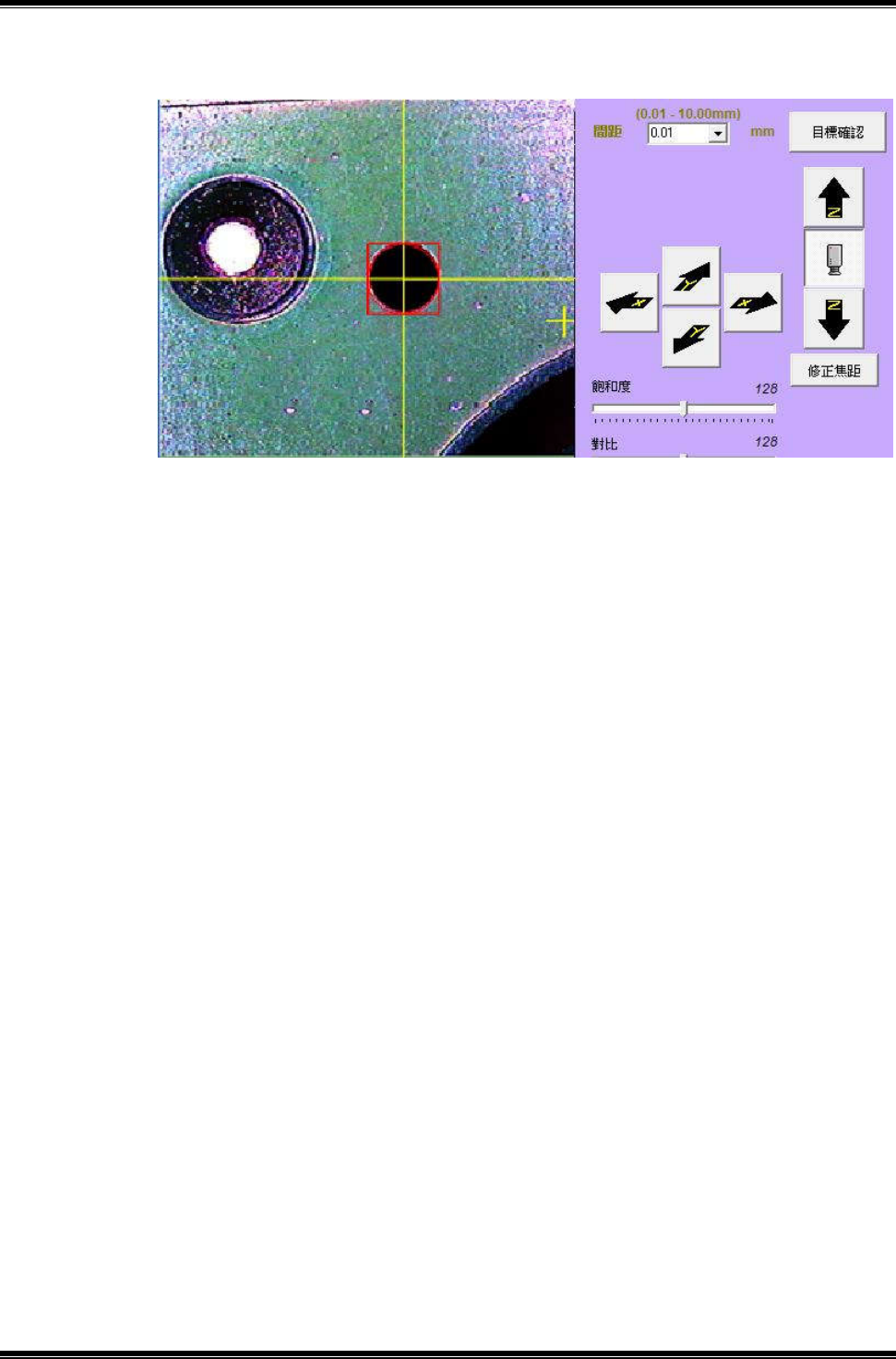
(5)使用影像區右鍵功能微調板盤功能,將影像區銑刀圓移至鑽孔處,使二者
完全重疊,如圖 6-11-3。
(6)點按校正鈕,系統將自動取得銑刀與攝影機中心偏移值。
3.說明:
(1)本機出廠前,已完成中心校正設定;但可能因搬運或其它因素造成誤差,
故應於切割作業前再次執行本功能。
(2)若主軸或攝影機有任何移動,例如因:清潔、維修、換裝等,均應重新執
行本功能,以確保切割精度。
(3)選擇鑽孔位置應盡量靠近基板邊緣,或使用廢基板做作業鑽孔,避免造成
損害良好基板。
(4)鑽孔下刀速度應為使用慢速作業控制。
(5)以目視調整銑刀圓與鑽孔圓相切,全憑個人視覺;若執行本功能後,切割
精度未達標準需求,應再次重新執行本功能。
(6)點按鑽孔鈕時,銑刀將自動下降進行鑽孔,若發現鑽孔位置不佳,可立即
放開滑鼠按鍵,銑刀將立即上升。
(7)銑刀鑽孔貫穿基板後將自動上升,影像自動移動鑽孔處。
圖 6-11-3
GAM320A 操作說明書
82
1.注意事項:
(1)本功能設定將立即影響機台運作、性能表現,稍有不慎將造成機件損壞。
(2)未經訓練合格或非專屬技術人員,嚴禁更改任何參數設定。
(3)軟體安裝完成後,應立即執行本功能確定後,再執行復歸功能。
2.功能:
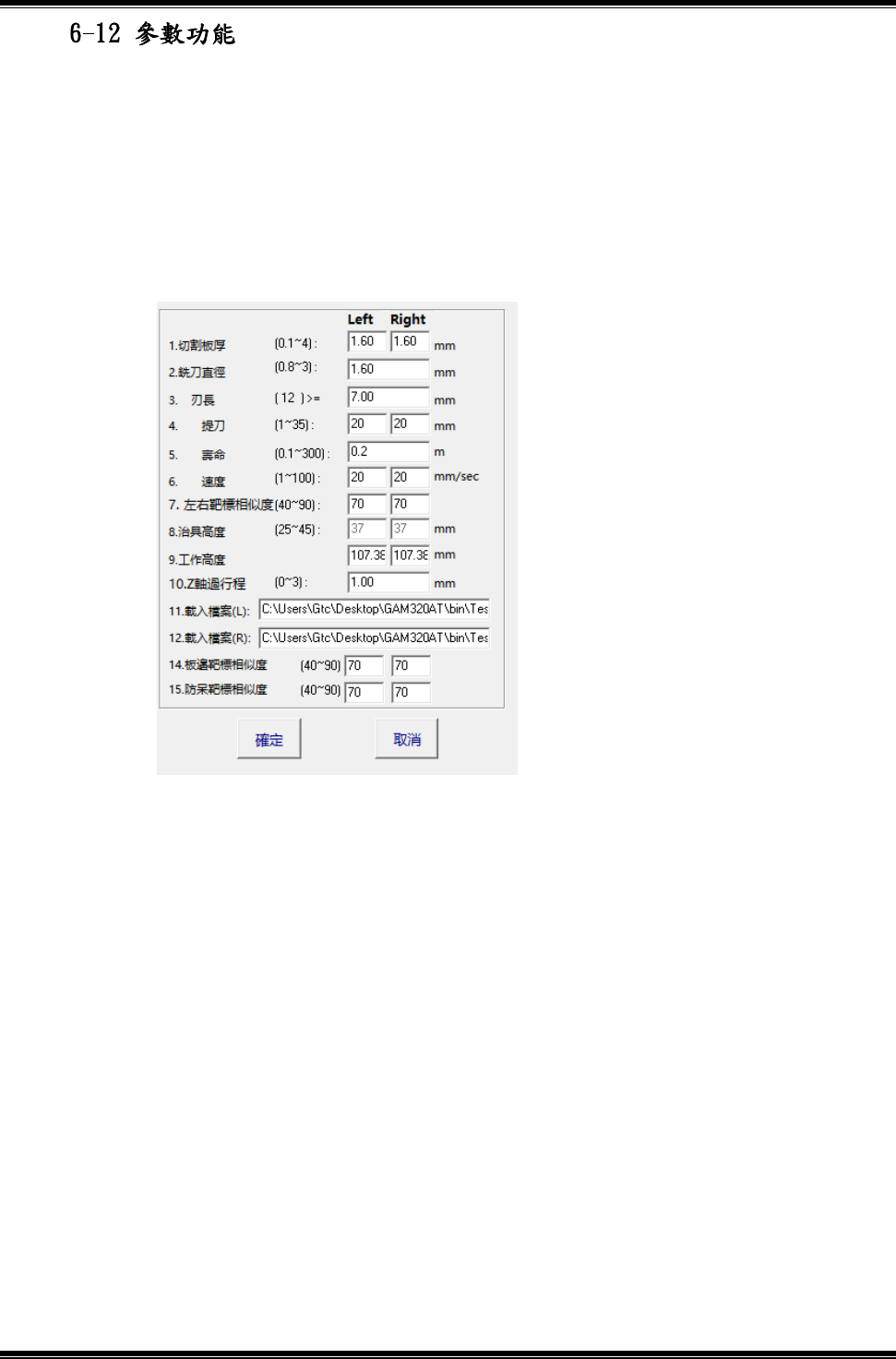
(1)點選環境設定頁面,設定工作環境參數值,如圖 6-12-1。
○
1
切割板厚:基板厚度值(範圍 0.1~4mm)。
○
2
銑刀直徑:銑刀之直徑值(範圍 0.8~3mm)。
○
3
刃長:銑刀之切削刃面有效長度值(小於 12mm)。
○
4
提刀:切割路徑變換時,銑刀與基板之距離 (範圍 0.8~3mm)。
○
5
壽命:銑刀切割有效距離值(範圍 80~300m)。
○
6
速度:切割行進之速度(範圍 1~100mm/sec)。
○
7
左右靶標相似度:光學自動比對門檻值(範圍 40~90%)。
○
8
治具高度:放置基板治具之高度(範圍 30~40mm)。
○
9
工作高度:Z 軸原點至銑刀接觸基板之距離。
○
10
Z 軸過行程:銑刀下降過基板之厚度距離(範圍 0~3mm)。
○
11
載入檔案(L):目前作業之左檔案路徑與名稱。
○
12
載入檔案(R):目前作業之右檔案路徑與名稱。
○
14
板邊靶標相似度: 光學自動比對門檻值(範圍 40~90%)。
○
15
防呆靶標相似度: 防呆點光學自動比對門檻值(範圍 40~90%)。
圖 6-12-1