智茂分板机中文操作手冊_A1.pdf - 第77页
GAM320A 操作說明書 74 (11) 將滑鼠游標移至切割路徑欄位中,按右鍵展開切割路徑子功能表,如圖 6-8-34 。 ○ 1 注意事項: A. 切割路徑欄位為空白時,無法執行本功能。 B. 子功能表內容會隨著點選欄位的不同而變化。 ○ 2 步驟: A. 前往:滑鼠游標選擇座標點欄位上,按右鍵出現子功能表點選前往, 既移動至座標點位置上。 B. 修改: a. 先執行前往欲修改之座標點,移動確認位置後,在同一座標點上按 右鍵出現子功…
GAM320A 操作說明書
73
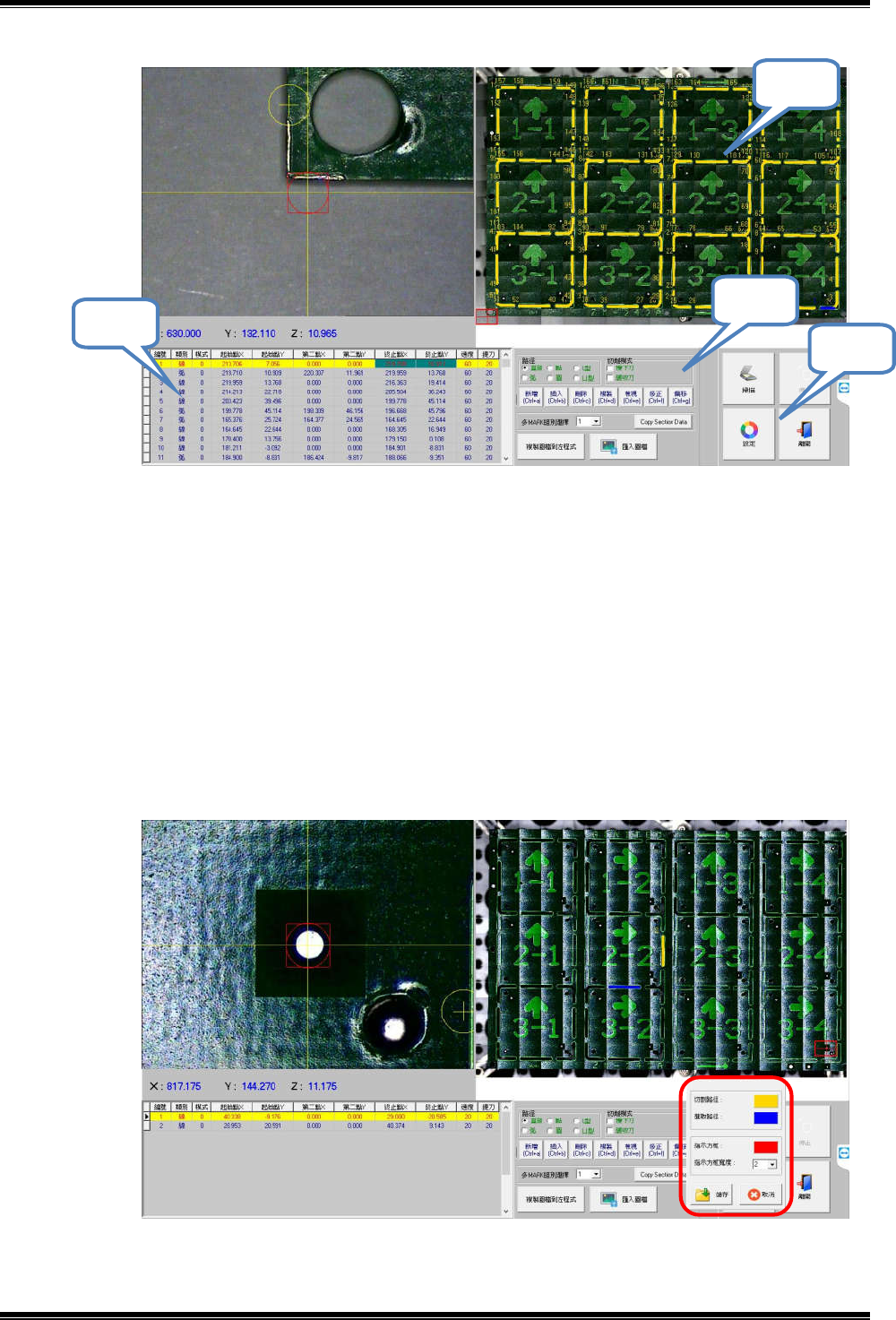
⑦掃描成功後會畫出程式的切割路徑,如圖 6-8-32。
A:單擊此區塊可將鏡頭影像移動到相對應的位置。
B:程式編輯視窗,操作方式與 6-8 相同。
C:切割路徑視窗,操作方式與 6-8_(11)說明相同。
D:進入顏色、寬度設定畫面,如圖 6-8-33。
⑧顏色設定視窗,單擊切換對應的顏色、畫線寬度,如圖 6-8-33。
A
B
C
D
圖 6-8-32
圖 6-8-33
GAM320A 操作說明書
74
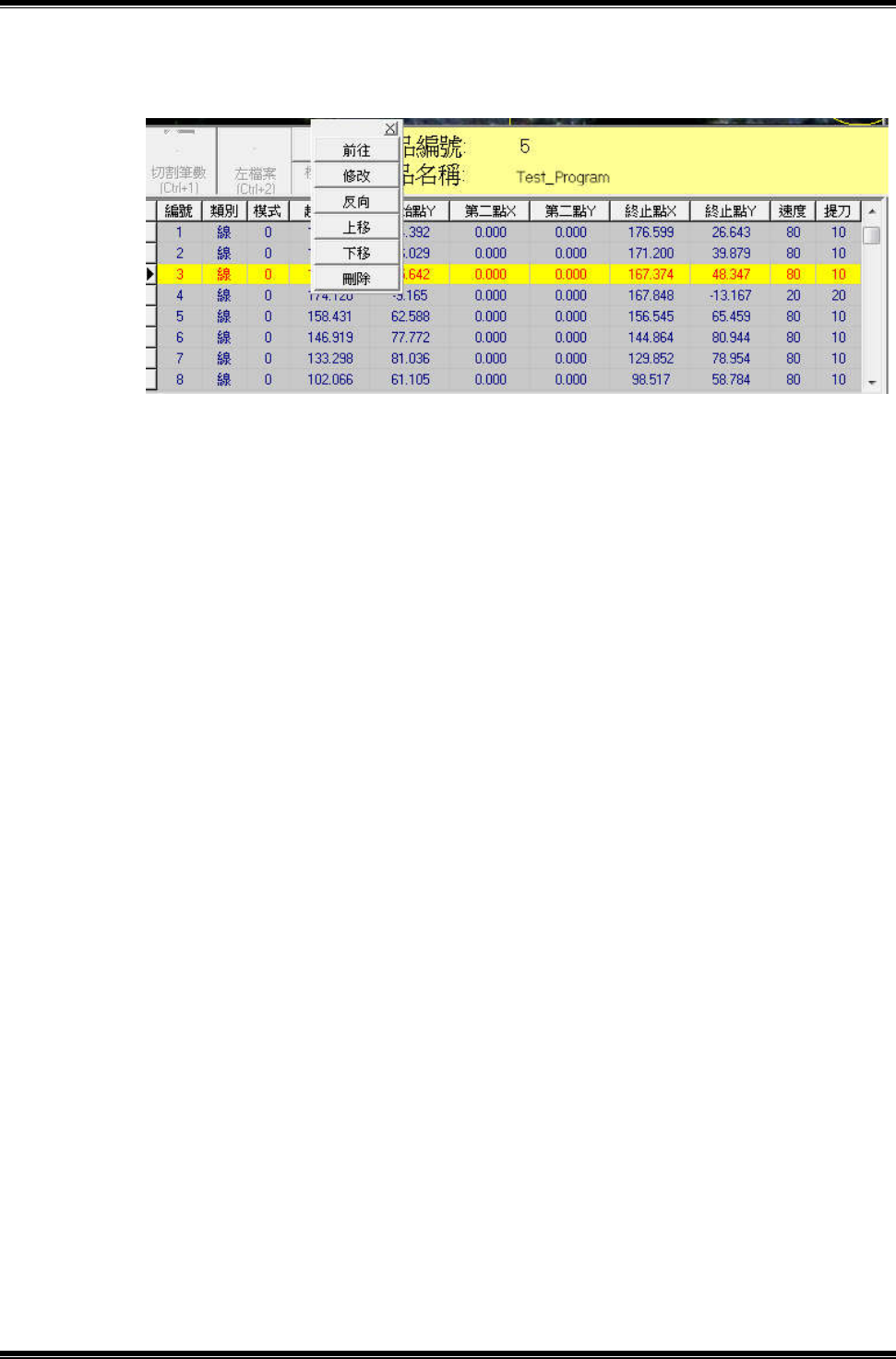
(11)將滑鼠游標移至切割路徑欄位中,按右鍵展開切割路徑子功能表,如圖
6-8-34。
○
1
注意事項:
A.切割路徑欄位為空白時,無法執行本功能。
B.子功能表內容會隨著點選欄位的不同而變化。
○
2
步驟:
A.前往:滑鼠游標選擇座標點欄位上,按右鍵出現子功能表點選前往,
既移動至座標點位置上。
B.修改:
a.先執行前往欲修改之座標點,移動確認位置後,在同一座標點上按
右鍵出現子功能表點選修改、確認。
b.滑鼠游標位於切削模式欄位,按右鍵出現子功能表點選修改,出現
切削模式框,重新勾選切削模式後按確定。如此一來既可變更上下
刀切削形態。
c.滑鼠游標選擇速度欄位,按右鍵出現子功能表點選修改,出現指定
速度框,輸入欲修改速度之切割路徑編號,或勾選全選,輸入指定
速度值,或勾選預設後按確定。如此可對特定切割路徑指定切割速
度做改變。
d.滑鼠游標選擇提刀欄位,按右鍵出現子功能表點選修改,出現指定
提刀框,輸入欲修改提刀之切割路徑編號,或勾選全選,輸入指定
提刀高度值,或勾選預設後按確定。如此可對特定切割路徑指定提
刀高度做改變。
圖 6-8-34
GAM320A 操作說明書
75
C.反向:滑鼠游標位於座標點欄位,按右鍵出現子功能表,點選反向,
將起始點與終止點欄位互換;如此一來可以改變切割方向性。
D.上移 下移:滑鼠游標位於切割路徑資料任何欄位,按右鍵出現子功能
表,選擇上移或下移,切割路徑將往上或往下移動,如此
可更改切割順序。
○
3
說明:
A.本功能屬程式狀態下子功能,非程式狀態下無法使用。
B.切削模式框顯示目前切削模式設定值,每一切削模式均有其代號,若
複選時,累加其代號顯示於切割模式欄位中。
C.切割路徑資料之變更,包括:新增、插入、刪除、複製、檢視、修正
及本編輯功能等,結束功能時將出現存檔提示訊息,若按「是」則將
所有變更回存覆蓋檔案;若按「否」則不存檔。
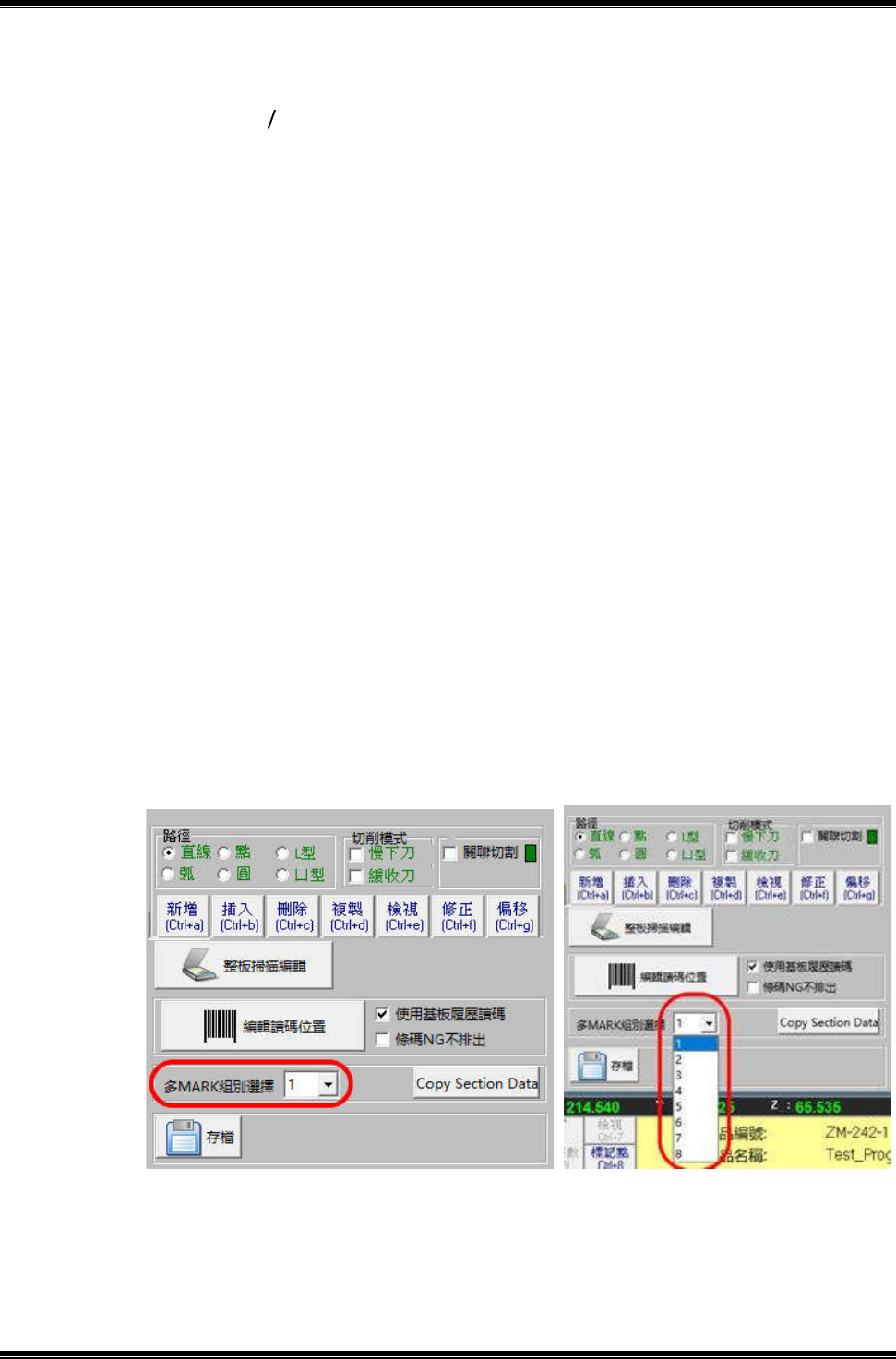
(12)多 Mark 編程補充說明:
○
1
多 MARK 組別選擇(F4 程式):
當分板程式設定為多組 MARK 點時,點選下拉式選單,可以改變顯示或編
輯不同組別的分板路徑,如圖 6-8-35、6-8-36。
圖 6-8-35 圖 6-8-36