20211116111343348_0.pdf - 第44页
專業的 SMT 一站式設備和工藝提供商 www.kayo-auto.co m 回流焊工藝 簡介 通過高溫焊料固化 ,從而達到 P CB 和 SM T 的表面貼裝元件連接 在一起,形成電氣 回路(印刷 有錫膏的 PCB ,在零件貼裝 完成後 ,經過加熱, 錫膏融化,冷卻後 將 P CB 和零件焊接 成一體 ,從而達到既定的 機 械性能,電氣性能) 。 上圖溫度曲線是 施加於電 路裝配上的 溫度對時間的 函數。理論 上理想的 曲線由四個部分…

專業的 SMT 一站式設備和工藝提供商
www.kayo-auto.com
獨特道設計,使冷卻速度達到焊接的冷卻風曲線的冷卻要求(一般下降 1~
3 度/秒),在機器後部有專門的廢氣排放介面。
技術參數:
運輸方式: 抽屜式
PCB 承載: 耐高溫透光託盤
有效工作臺面積:250*200mm
控制系統 中英文雙語
溫區數目: 單區多溫段控制:預熱段-加熱段-焊接段-保溫段-和冷卻段
控溫方式: 微電腦自動控溫,SSR 無觸點輸出
控溫範圍: Max300℃,耐高溫,適合高溫焊料焊接
加熱方式: 紅外線+熱風對流方式
控溫精度: ±1℃
爐膽材料: 採用 8K 鏡面不銹鋼材料
溫度下降斜率: 1~4℃/sec
冷卻風道: 獨立的排風風道,標配外置排風介面
整機規格
機體尺寸: 675*600*312mm
額定電壓: AC 單相,220V,50Hz
額定功率: 3.6kw
平均功率: 0.8kw
重量: 40kg
外部抽風口直徑: 90mm
專業的 SMT 一站式設備和工藝提供商
www.kayo-auto.com
回流焊工藝簡介
通過高溫焊料固化,從而達到 PCB 和 SMT 的表面貼裝元件連接在一起,形成電氣回路(印刷有錫膏的
PCB,在零件貼裝完成後,經過加熱,錫膏融化,冷卻後將 PCB 和零件焊接成一體,從而達到既定的機
械性能,電氣性能)。
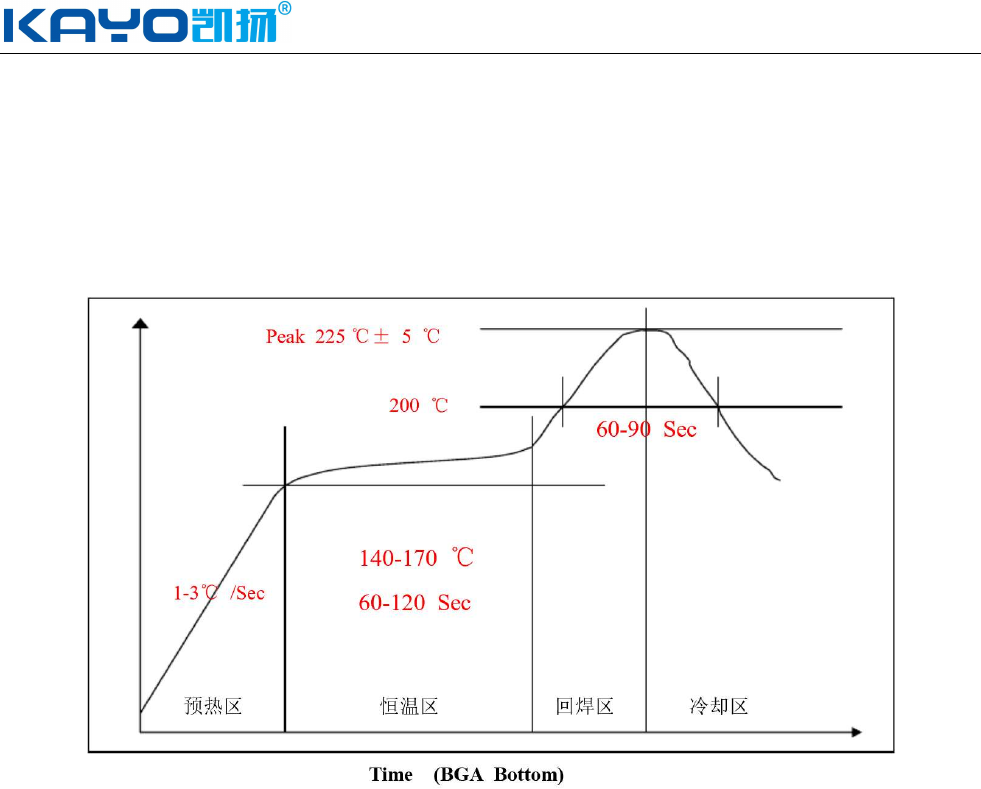
上圖溫度曲線是施加於電路裝配上的溫度對時間的函數。理論上理想的曲線由四個部分或區間組成,
前面三個區加熱、最後一個區冷卻。爐的溫區越多,越能使溫度曲線的輪廓達到更準確和接近設定。大多
數錫膏都能用上圖四個基本溫區成功回流。
預熱區(PRE-HEAT):也叫斜坡區
使 PCB 和元器件預熱,達到平衡,同時除去錫膏中的水分、溶劑,以防錫膏發生塌落和焊料飛濺。
要保證升溫比較緩慢,溶劑揮發。較溫和,對元器件的熱衝擊盡可能小,升溫過快會造成對元器件的傷
害,如會引起多層陶瓷電容器的開裂。同時還會造成焊料的飛濺,使在整個 PCB 的非焊接區域形成焊料
球以及焊料不足的焊點。升溫太慢,沒有足夠的時間使 PCB 達到活性溫度。
溫度以每秒 2-5℃速度連續上升,預熱區一般占整個加入通道長度的 25-33%,占加熱總時間的 30%
左右,最高溫度控制在 140℃以下。
恒溫區(SOAK):也稱為乾燥或浸濕區。均溫的時間、均溫的溫度
將 PCB 在行當穩定的溫度下感溫,允許不同品質的元件在溫度上同質,減少它們的相當溫差。
保證在達到再流溫度之前焊料能完全乾燥,同時起著助焊劑活化的作用,清除元器件、焊盤、焊粉中

專業的 SMT 一站式設備和工藝提供商
www.kayo-auto.com
的金屬氧化物。
恒溫時間約為 60-120 秒,占加熱通道的 33-50%,升溫速度 0.3-0.5℃/S
回流區(REFLOW):也稱為峰值區或最後升溫區
將 PCB 裝配的溫度從活性溫度提高到峰值溫度。
錫膏中的焊料使金粉開始融化,再次呈流動狀態,替代液態焊劑潤濕焊盤和元器件,使焊料進一步擴
展。此時回流焊的腔溫要超過焊料熔點溫度 20—40 度才能保證再流焊的品質。有時也將該區域分為兩個
區:熔融區和再流區。
典型的峰值溫度範圍是 205—230℃,這個區的溫度設定太高會使其溫升斜率超過 2-5℃,或達到回流
峰值溫度比推薦的高。這種情況可能引起 PCB 的過分捲曲、脫層或燒損,有可能損壞元件的完整性(零
件龜裂及二次回流等現象出現)。
冷卻區(COOLING)
焊料隨溫度的降低而凝固,使元器件與焊膏形成良好的電接觸,冷卻速度要求同預熱速度相同。降溫
速度不能太快,要控制在 4℃以下,較為理想的降溫速度為 3℃/S,過快的降溫會 PCB 形成冷變形,影響
焊點的表面品質。太慢降溫會導致 PAD 的更多分解物進入錫中,產生灰暗毛躁的焊點,甚至引起沾錫不
良和弱焊點結合力。
通常出爐 PCB 的溫度控制在 75℃以下。