20211116111343348_0.pdf - 第45页
專業的 SMT 一站式設備和工藝提供商 www.kayo-auto.co m 的金屬氧化物。 恒溫時間約為 60-120 秒,占加熱通道 的 33-50% ,升溫速 度 0. 3-0.5 ℃ /S 回流區( REFLO W ) :也稱為峰值區或最後 升溫區 將 PC B 裝 配的溫度 從活性 溫度提高到峰值 溫度。 錫膏中的焊料使 金粉開始 融化,再次 呈流動狀態, 替代液態焊 劑潤濕焊 盤和元器件,使 焊料 進一步擴 展。此時回流焊 …
專業的 SMT 一站式設備和工藝提供商
www.kayo-auto.com
回流焊工藝簡介
通過高溫焊料固化,從而達到 PCB 和 SMT 的表面貼裝元件連接在一起,形成電氣回路(印刷有錫膏的
PCB,在零件貼裝完成後,經過加熱,錫膏融化,冷卻後將 PCB 和零件焊接成一體,從而達到既定的機
械性能,電氣性能)。
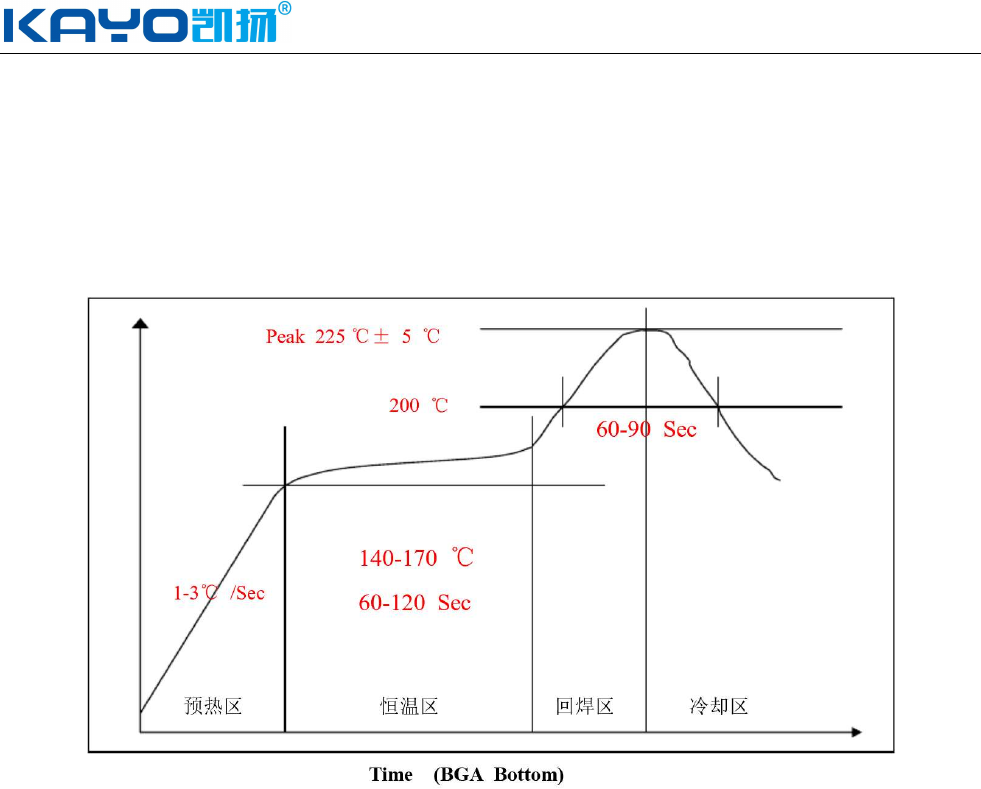
上圖溫度曲線是施加於電路裝配上的溫度對時間的函數。理論上理想的曲線由四個部分或區間組成,
前面三個區加熱、最後一個區冷卻。爐的溫區越多,越能使溫度曲線的輪廓達到更準確和接近設定。大多
數錫膏都能用上圖四個基本溫區成功回流。
預熱區(PRE-HEAT):也叫斜坡區
使 PCB 和元器件預熱,達到平衡,同時除去錫膏中的水分、溶劑,以防錫膏發生塌落和焊料飛濺。
要保證升溫比較緩慢,溶劑揮發。較溫和,對元器件的熱衝擊盡可能小,升溫過快會造成對元器件的傷
害,如會引起多層陶瓷電容器的開裂。同時還會造成焊料的飛濺,使在整個 PCB 的非焊接區域形成焊料
球以及焊料不足的焊點。升溫太慢,沒有足夠的時間使 PCB 達到活性溫度。
溫度以每秒 2-5℃速度連續上升,預熱區一般占整個加入通道長度的 25-33%,占加熱總時間的 30%
左右,最高溫度控制在 140℃以下。
恒溫區(SOAK):也稱為乾燥或浸濕區。均溫的時間、均溫的溫度
將 PCB 在行當穩定的溫度下感溫,允許不同品質的元件在溫度上同質,減少它們的相當溫差。
保證在達到再流溫度之前焊料能完全乾燥,同時起著助焊劑活化的作用,清除元器件、焊盤、焊粉中

專業的 SMT 一站式設備和工藝提供商
www.kayo-auto.com
的金屬氧化物。
恒溫時間約為 60-120 秒,占加熱通道的 33-50%,升溫速度 0.3-0.5℃/S
回流區(REFLOW):也稱為峰值區或最後升溫區
將 PCB 裝配的溫度從活性溫度提高到峰值溫度。
錫膏中的焊料使金粉開始融化,再次呈流動狀態,替代液態焊劑潤濕焊盤和元器件,使焊料進一步擴
展。此時回流焊的腔溫要超過焊料熔點溫度 20—40 度才能保證再流焊的品質。有時也將該區域分為兩個
區:熔融區和再流區。
典型的峰值溫度範圍是 205—230℃,這個區的溫度設定太高會使其溫升斜率超過 2-5℃,或達到回流
峰值溫度比推薦的高。這種情況可能引起 PCB 的過分捲曲、脫層或燒損,有可能損壞元件的完整性(零
件龜裂及二次回流等現象出現)。
冷卻區(COOLING)
焊料隨溫度的降低而凝固,使元器件與焊膏形成良好的電接觸,冷卻速度要求同預熱速度相同。降溫
速度不能太快,要控制在 4℃以下,較為理想的降溫速度為 3℃/S,過快的降溫會 PCB 形成冷變形,影響
焊點的表面品質。太慢降溫會導致 PAD 的更多分解物進入錫中,產生灰暗毛躁的焊點,甚至引起沾錫不
良和弱焊點結合力。
通常出爐 PCB 的溫度控制在 75℃以下。
專業的 SMT 一站式設備和工藝提供商
www.kayo-auto.com
SMT 生產線檢測設備
KAYO-810:線上光學檢測設備 KAYO-625:離線光學檢測設備
檢查項目
粘貼列印缺陷
不對齊,溢出,不足,貼開,染色
元件缺陷
丟失,錯位,歪斜,墓碑,看板,推翻,反向極性,錯誤,損壞
焊料缺陷 溢流、不足、焊錫和橋接
波焊試驗
不充分,溢流,橋接或短焊料,冷焊料接頭,孔隙度