GL 工作头使用说明书.pdf - 第17页
QD060-06 2. Job 的设定 GL 工作头使用说明书 9 2.1.2 Process Options 的设定 接着选择 Ma chine Configurati on 视窗下部的 [Process Opti ons] 标签。 备注 )以下画面表示 NXT 的情况。 项目名 说明 Do Apply Check 设定装置的实际涂敷检验功能为有效 / 无效。 设定为 [Y es] 后就根据 Coodinate 的 Apply Che…
2. Job 的设定 QD060-06
8 GL 工作头使用说明书
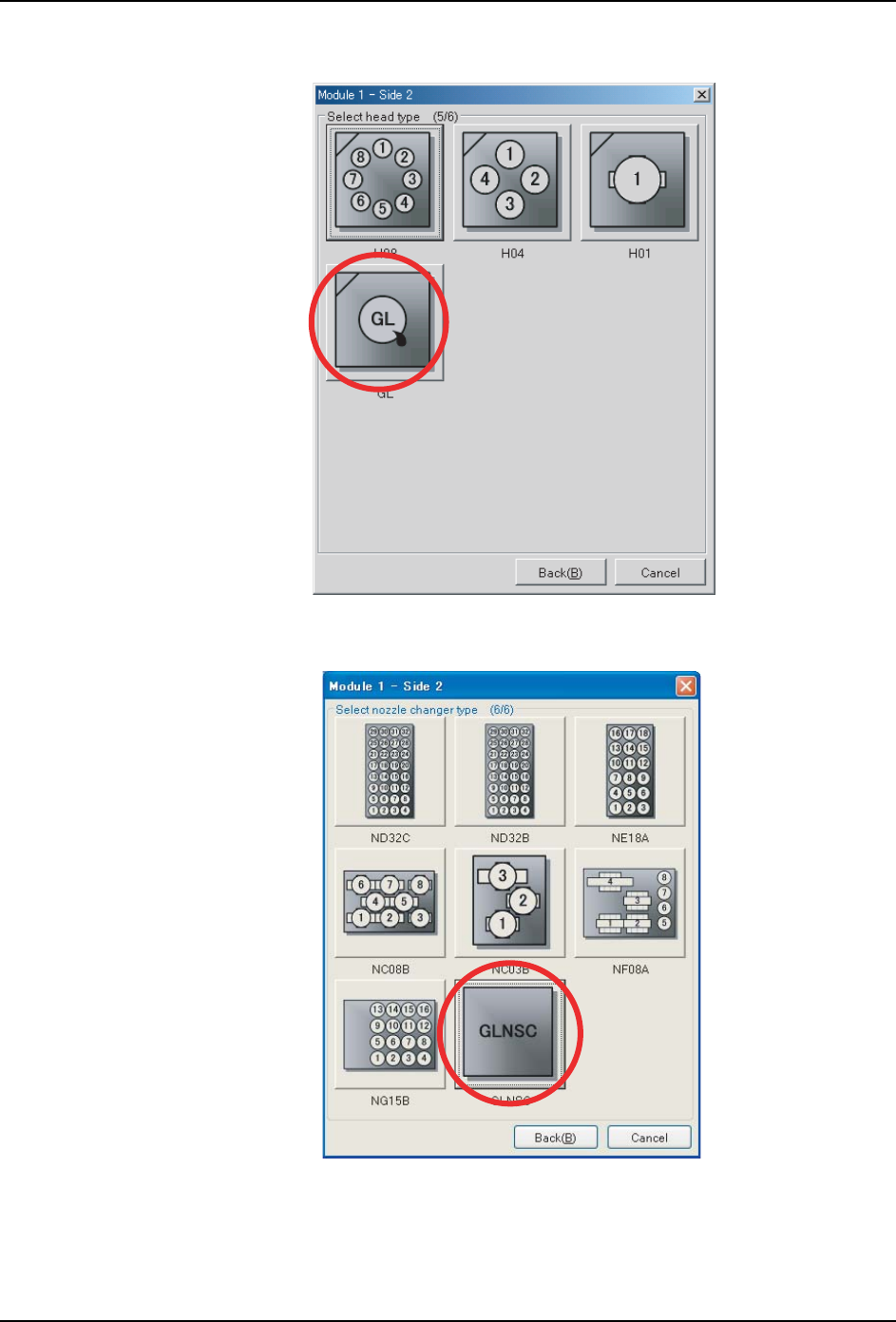
3. 单击 GL 工作头。
4. 由于使用吸嘴更换器盖罩,因此在 Nozzle Changer 中请设定成 [GLNSC]。
备注 )在 AIM,由于 GL 工作头被搭载在工作头 2 上,因此在 2-NozzleChanger 中请设定成
[GLNSC]。
01NST-0134E
01NST-0140Ea
QD060-06 2. Job 的设定
GL 工作头使用说明书 9
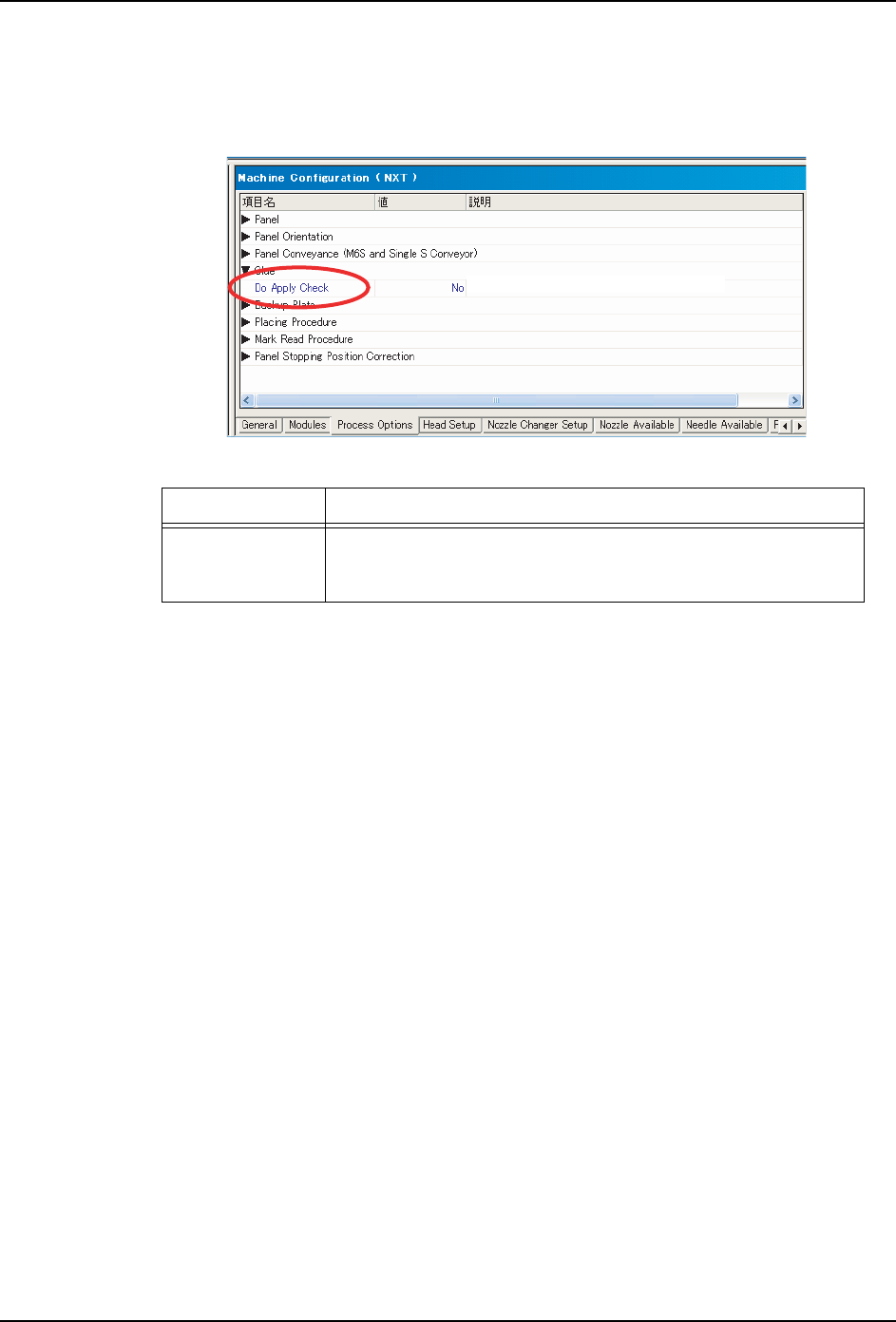
2.1.2 Process Options 的设定
接着选择 Machine Configuration 视窗下部的 [Process Options] 标签。
备注 )以下画面表示 NXT 的情况。
项目名 说明
Do Apply Check 设定装置的实际涂敷检验功能为有效 / 无效。
设定为 [Yes] 后就根据 Coodinate 的 Apply Check 的设定进行
实际涂敷检验。设定为 [NO] 时不进行实际涂敷检验。
01NST-0291J
䆒ᅮᰃ৺䖯㸠㛊ⴔࠖⱘᅲ䰙⍖ᭋẔ偠DŽ
1676
2. Job 的设定 QD060-06
10 GL 工作头使用说明书
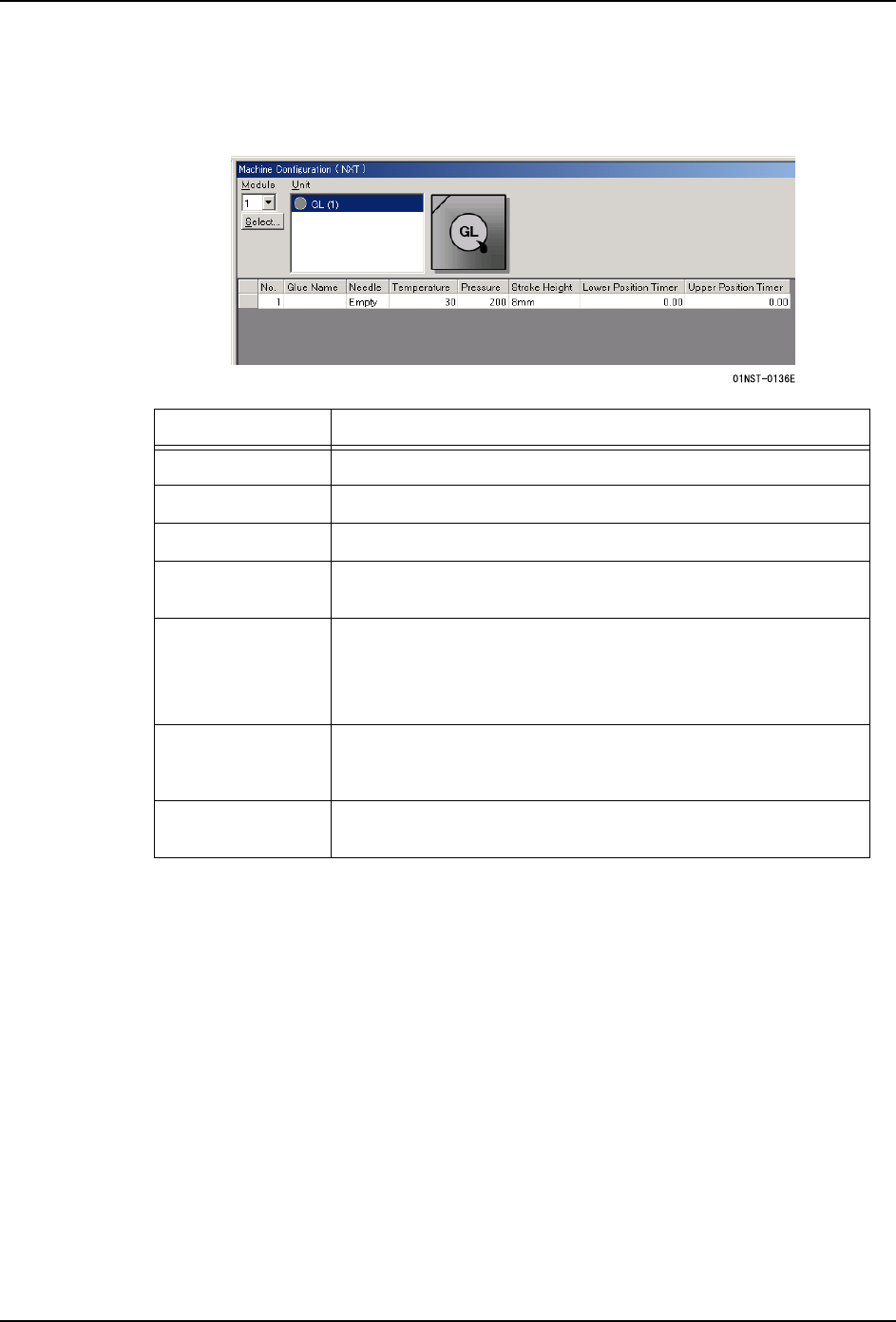
2.1.3 Head Setup 的设定
接着选择 Machine Configuration 视窗画面下侧的 [Head Setup] 标签页。
备注 )以下画面表示 NXT 的情况。
项目名 说明
Glue Name 请输入胶着剂名。
Needle 请从下拉菜单中选择点胶针名
Temperature 请输入进行胶着剂涂敷时的最合适温度。
Pressure 请设定进行胶着剂涂敷的压力。请输入在胶着剂检查时,作为
基准的能够进行胶着剂涂敷的最合适值。
Stroke Height 从下拉菜单中选择生产中的 Z 轴的行程。通过减小行程能够缩
短周期时间。
注意 )过小设定行程后,根据胶着剂的粘性、点胶针种类等
有可能引起胶着剂的挂锡。
lower Position
Timer
如果引起胶着剂的挂锡时,通过设定点胶针在下降端的停止时
间,使胶着剂充分与电路板溶合在一起能够防止挂锡现象。通
常设定为 “0”。
Upper Position
Timer
如果引起胶着剂的挂锡时,通过设定点胶针在上升端的停止时
间能够防止挂锡现象。通常设定为 “0”。