GL 工作头使用说明书.pdf - 第25页
QD060-06 3. 生产的准备 GL 工作头使用说明书 17 3. 生产的准备 3.1 模组功能设定 1. 启动附加软件,从机器功能设定画面上选 择模组功能设定。从项目中选择 [ 胶着剂涂敷 控制设定 ]。 2. 参考以下的表格进行各项目的设定。 有关涂敷量调整 设定项目 说明 Job 温度设 定的有效 / 无效 有效:设定为 Job 中所设 定的温度 (Tempe rature)。 无效:显示温度设定的输入栏 。能够任意输入温度进…
2. Job 的设定 QD060-06
16 GL 工作头使用说明书
MEMO:
QD060-06 3. 生产的准备
GL 工作头使用说明书 17
3. 生产的准备
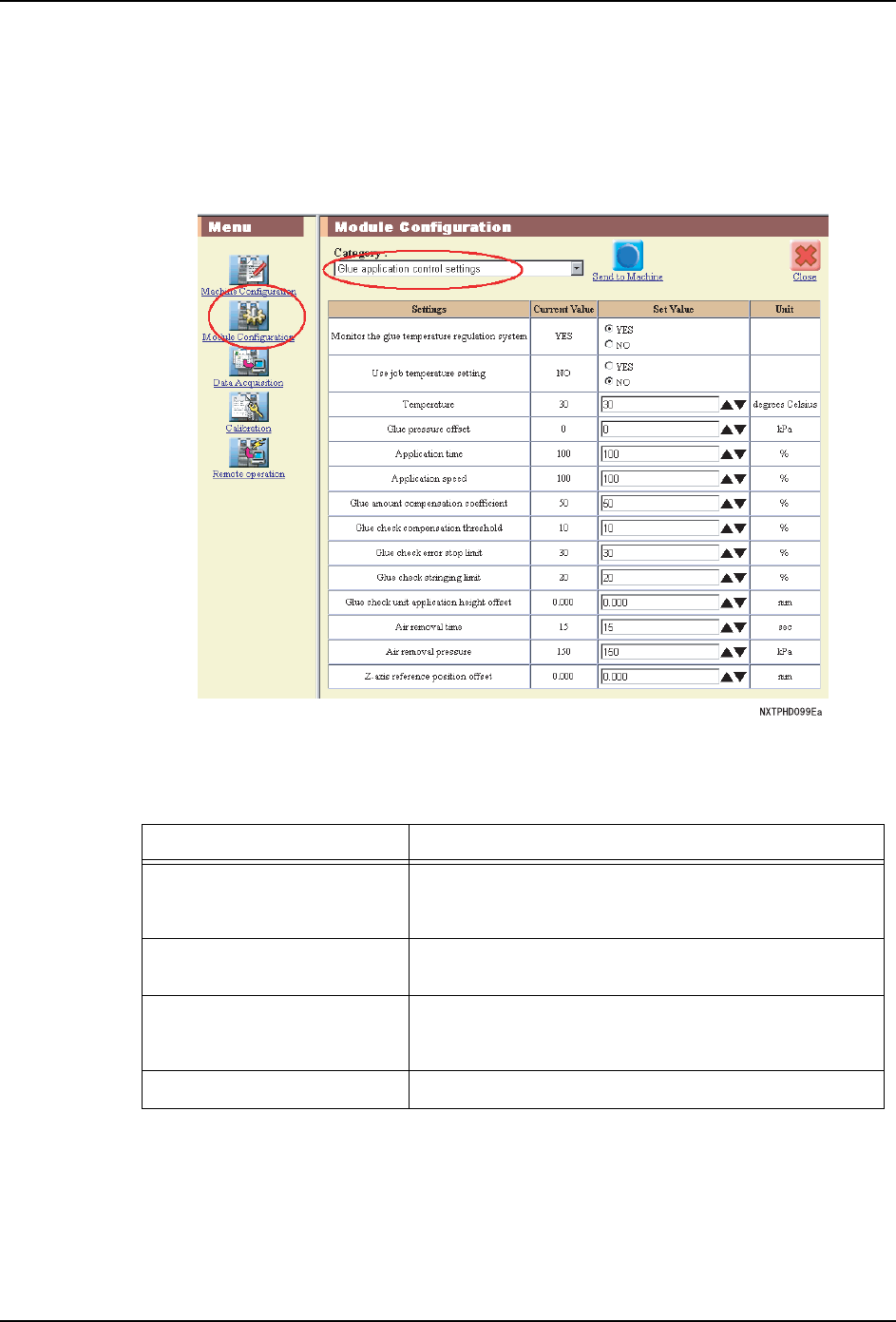
3.1 模组功能设定
1. 启动附加软件,从机器功能设定画面上选择模组功能设定。从项目中选择 [ 胶着剂涂敷
控制设定 ]。
2. 参考以下的表格进行各项目的设定。
有关涂敷量调整
设定项目 说明
Job 温度设定的有效 / 无效 有效:设定为 Job 中所设定的温度 (Temperature)。
无效:显示温度设定的输入栏。能够任意输入温度进
行设定 (设定范围:25 ~ 45 度)。
涂敷压修正 能够输入 Job 中所设定的涂敷压 (Pressure) 的修正压
力进行设定 (设定范围:-350 ~ 350 kPa)。
涂敷时间 想要增减 Job 的顺序中所指定的 Glue Time 时使用的
系数。输入值被应用到所有的顺序。(设定范围:1 ~
200%)
涂敷移动速度设定 未对应。
3. 生产的准备 QD060-06
18 GL 工作头使用说明书
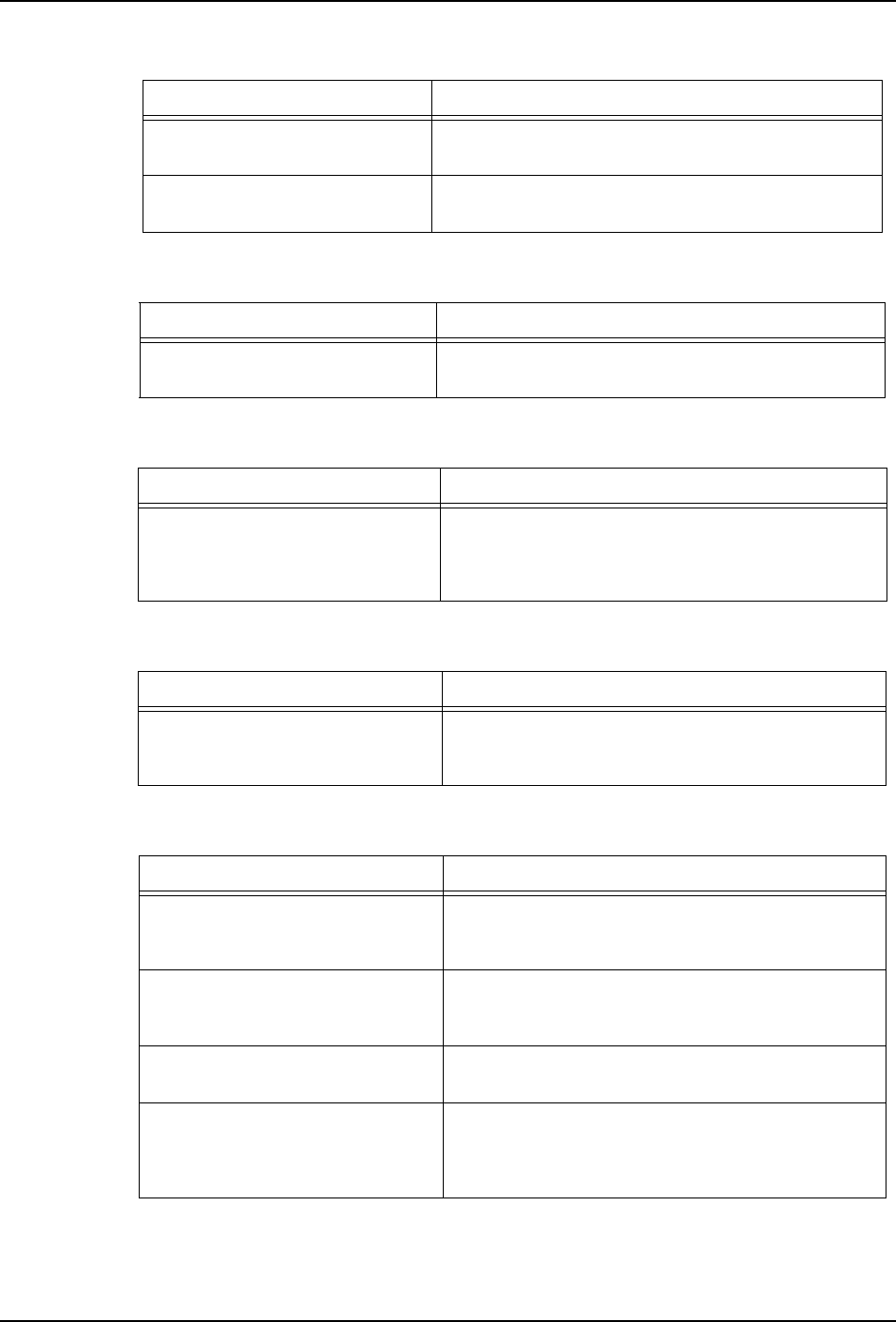
有关除气
有关温度调整功能
有关 GCU 控制
有关 Z 轴基准高度控制
有关胶着剂检查功能控制
设定项目 说明
除气时间 设定使用除气指令时涂敷阀门 ON 的时间 (设定范
围:0~60秒)
除气压力 设定使用除气指令时的涂敷压力 (设定范围:0 ~
350 kPa)。
设定项目 说明
设定对胶着剂温度调整系统异常
监视的 ON/OFF
ON:进行温度调整控制。
OFF:不进行温度调整控制。
设定项目 说明
胶着剂检查单元高度修正 设定在试涂敷板上进行涂敷时的 Z 轴下降端高度修
正。在不能很好地涂敷时能够使用。输入+的数值
时,Z 轴就会往上方向修正 (设定范围:-5 ~ 10
mm)。
设定项目 说明
Z 轴基准高度修正 在电路板上进行涂敷时的 ZO 的高度可以调整 (设
定范围:-2 ~ 2 mm)。输入+的数值时,可以往上
方向修正。
设定项目 说明
胶着剂检查补正系数 根据胶着剂检查的涂敷压补正量的反馈系数。 如
果进行 100% 的涂敷压补正会造成涂敷不稳定时,
能够控制反馈量。(设定范围:1 ~ 100%)(注 1)
胶着剂检查补正阈值 在胶着剂检查顺序中被测定的涂敷面积与基准面积
的差相对于基准面积的比例如果超出在该项目中所
设定的比例,就会进行涂敷压的补正。(注 2)
胶着剂检查错误停止限制值 设定在胶着剂检查中不进行涂敷压补正而执行错误
停止的限制值。(注 3)
胶着剂检查挂锡限制值 胶着剂检查中所测定的涂敷形状与基准涂敷形状比
较,当测定涂敷形状超出相对于基准涂敷形状的在
该项目中所设定的比例时,就执行错误停止。(注
4)