GL 工作头使用说明书.pdf - 第26页
3. 生产的准备 QD060-06 18 GL 工作头使用说明书 有关除气 有关温度调整功能 有关 GCU 控制 有关 Z 轴基准高度控制 有关胶着剂检查功能控制 设定项目 说明 除气时间 设定使用除气指令时涂敷阀门 ON 的时间 (设定范 围 : 0~6 0秒 ) 除气压力 设定使用除气指令时的涂 敷压力 (设定范围:0 ~ 350 kPa) 。 设定项目 说明 设定对胶着剂温度调整系统异常 监视的 ON/OFF ON:进行温度调整控…
QD060-06 3. 生产的准备
GL 工作头使用说明书 17
3. 生产的准备
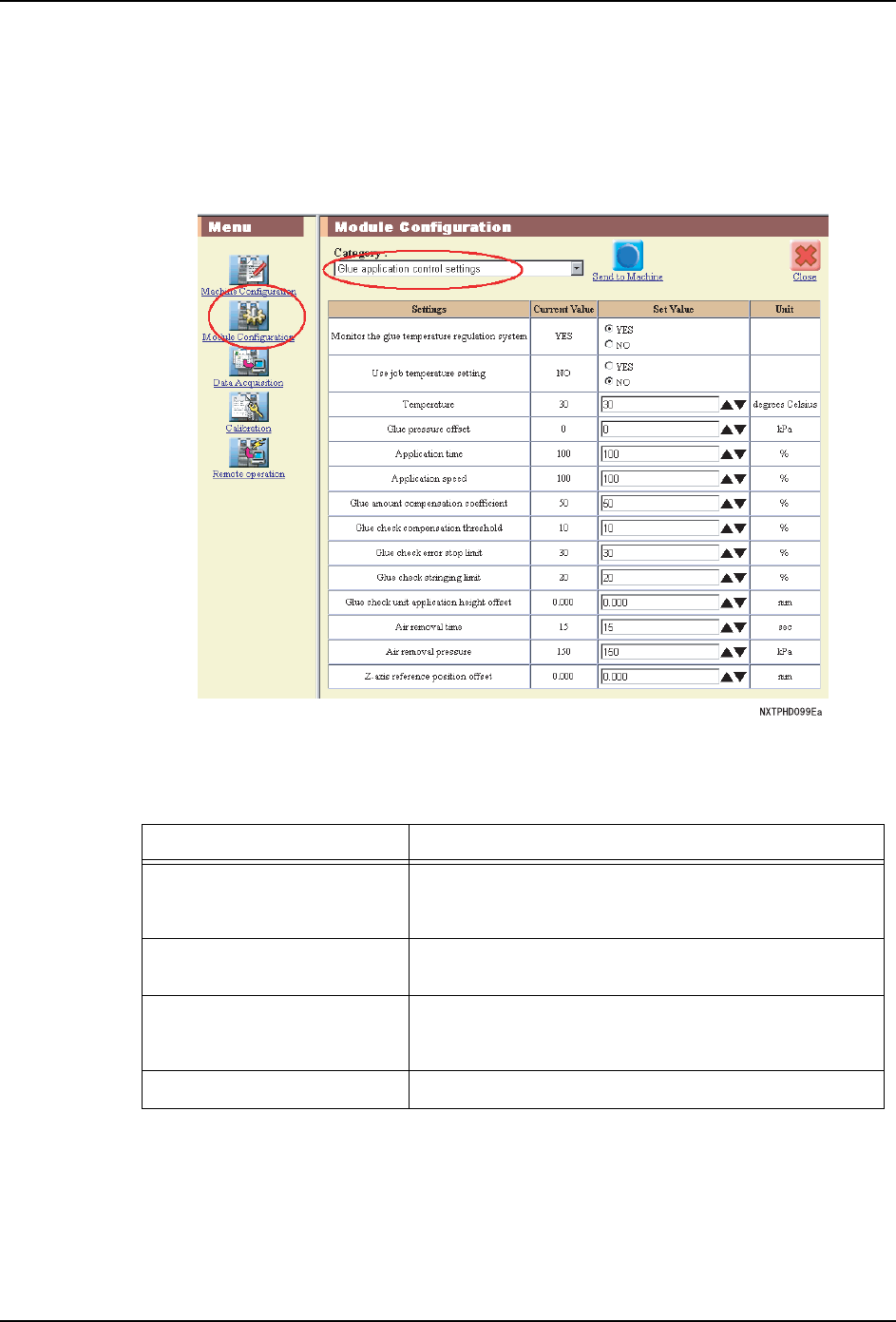
3.1 模组功能设定
1. 启动附加软件,从机器功能设定画面上选择模组功能设定。从项目中选择 [ 胶着剂涂敷
控制设定 ]。
2. 参考以下的表格进行各项目的设定。
有关涂敷量调整
设定项目 说明
Job 温度设定的有效 / 无效 有效:设定为 Job 中所设定的温度 (Temperature)。
无效:显示温度设定的输入栏。能够任意输入温度进
行设定 (设定范围:25 ~ 45 度)。
涂敷压修正 能够输入 Job 中所设定的涂敷压 (Pressure) 的修正压
力进行设定 (设定范围:-350 ~ 350 kPa)。
涂敷时间 想要增减 Job 的顺序中所指定的 Glue Time 时使用的
系数。输入值被应用到所有的顺序。(设定范围:1 ~
200%)
涂敷移动速度设定 未对应。
3. 生产的准备 QD060-06
18 GL 工作头使用说明书
有关除气
有关温度调整功能
有关 GCU 控制
有关 Z 轴基准高度控制
有关胶着剂检查功能控制
设定项目 说明
除气时间 设定使用除气指令时涂敷阀门 ON 的时间 (设定范
围:0~60秒)
除气压力 设定使用除气指令时的涂敷压力 (设定范围:0 ~
350 kPa)。
设定项目 说明
设定对胶着剂温度调整系统异常
监视的 ON/OFF
ON:进行温度调整控制。
OFF:不进行温度调整控制。
设定项目 说明
胶着剂检查单元高度修正 设定在试涂敷板上进行涂敷时的 Z 轴下降端高度修
正。在不能很好地涂敷时能够使用。输入+的数值
时,Z 轴就会往上方向修正 (设定范围:-5 ~ 10
mm)。
设定项目 说明
Z 轴基准高度修正 在电路板上进行涂敷时的 ZO 的高度可以调整 (设
定范围:-2 ~ 2 mm)。输入+的数值时,可以往上
方向修正。
设定项目 说明
胶着剂检查补正系数 根据胶着剂检查的涂敷压补正量的反馈系数。 如
果进行 100% 的涂敷压补正会造成涂敷不稳定时,
能够控制反馈量。(设定范围:1 ~ 100%)(注 1)
胶着剂检查补正阈值 在胶着剂检查顺序中被测定的涂敷面积与基准面积
的差相对于基准面积的比例如果超出在该项目中所
设定的比例,就会进行涂敷压的补正。(注 2)
胶着剂检查错误停止限制值 设定在胶着剂检查中不进行涂敷压补正而执行错误
停止的限制值。(注 3)
胶着剂检查挂锡限制值 胶着剂检查中所测定的涂敷形状与基准涂敷形状比
较,当测定涂敷形状超出相对于基准涂敷形状的在
该项目中所设定的比例时,就执行错误停止。(注
4)
QD060-06 3. 生产的准备
GL 工作头使用说明书 19
附注:
1. 涂敷压的变化与实际的涂敷量的变化未必是 1:1 的比例。进行 100% 的涂敷压的补正,
就有可能补正过度。因此即使一时进入了合适的压力范围,如果接着进行微小的补正,
反而会引起超出补正范围的现象。涂敷量补正系数正是用于控制该现象的。通常输入
50% 左右的值。该值越接近 100%,涂敷量越不稳定。越接近 1% 涂敷越稳定但是所要时
间越长。
2. 实施涂敷量补正的条件:
{(涂敷面积 - 基准面积)/ 基准面积 ×100}> 胶着剂检查补正阈值
例 1)基准面积:10,000μm2,涂敷面积:10,100μm2,胶着剂检查补正阈值:5 时
(10,100-10,000)/10,000×100 = +1 →因为在胶着剂检查补正阈值的范围内所以不进行
涂敷量补正 (与基准面积相等不需要补正)。
例 2)基准面积:10,000μm2,涂敷面积:9,000μm2, 胶着剂检查补正阈值:5 时
(9,000-10,000)/10,000×100 = -10 →因为在胶着剂检查补正阈值的范围外所以进行涂
敷量补正。
3. 当涂敷面积在基准面积 × (1± 胶着剂检查错误停止限制值 /100)2 的范围以外时,不
实施涂敷压补正。
例如)基准面积:10,000μm2,胶着剂检查错误停止限制值:30 时
上限值:10,000 ×(1 + 30/100)2 = 16,900 (μm2)
下限值:10,000 ×(1 - 30/100)2 = 4,900 (μm2)
胶着剂检查的涂敷面积只有在 4,900 ~ 16,900 范围内,才实施涂敷压补正,在范围以
外时则错误停止。
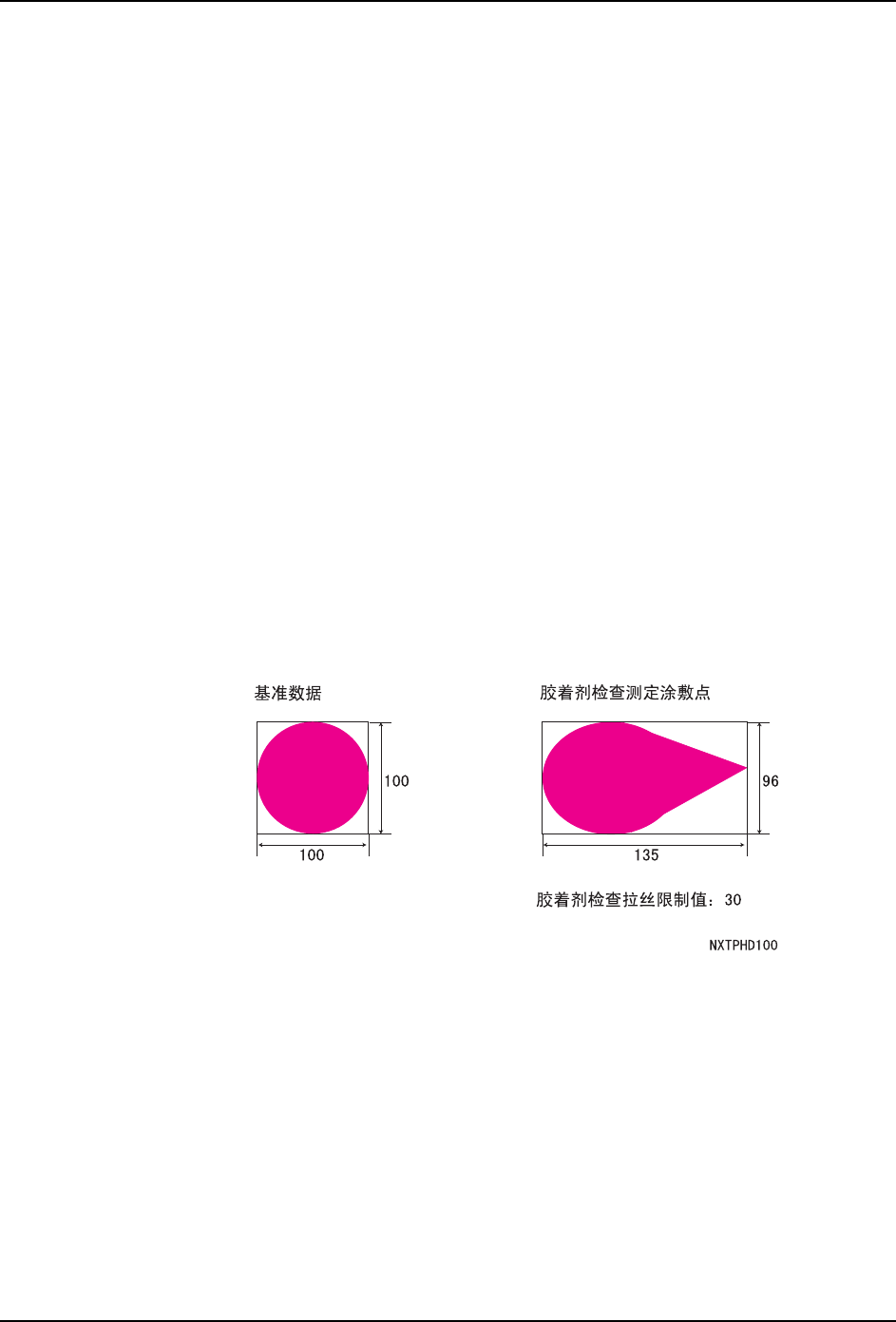
4. 将胶着剂检查中被测定涂敷点的外接矩形的各个纵横长度与基准数据进行比较。如果任
意一边的长度超出胶着剂检查的拉丝限制值时,则判断为发生拉丝而错误停止。
上图中,测定涂敷点的 Y 方向的长度为 96/100=0.96,虽然在限制值的 30% 以内,但是 X 方
向的长度为 135/100=1.35,超出限制值的 30%,因此为错误。