西门子技术培训资料TX等糸例.pdf - 第170页
6 元件供应 6.7 C&P20 / CPP 和双头的吸嘴交换器 170 技术培训 SIPLACE TX系列 10/2016 6.7.1 吸嘴交换器双头 1. 标准吸嘴装载盘 2. 定位基准点 3. 吸嘴库 4. 专用吸嘴的装载盘 5. 特殊吸嘴的吸嘴库 6. 吸嘴升降球 该吸嘴交换器最多可容纳 8 个吸嘴盘。目前可选用两种不同类型的吸嘴盘: 标准吸嘴盘和容纳特殊吸嘴或夹持器的吸嘴盘。 标准吸嘴的装载盘有一个用于位置检测的定位基…
6 元件供应
6.7 C&P20 / CPP 和双头的吸嘴交换器
技术培训 SIPLACE TX系列 10/2016 169
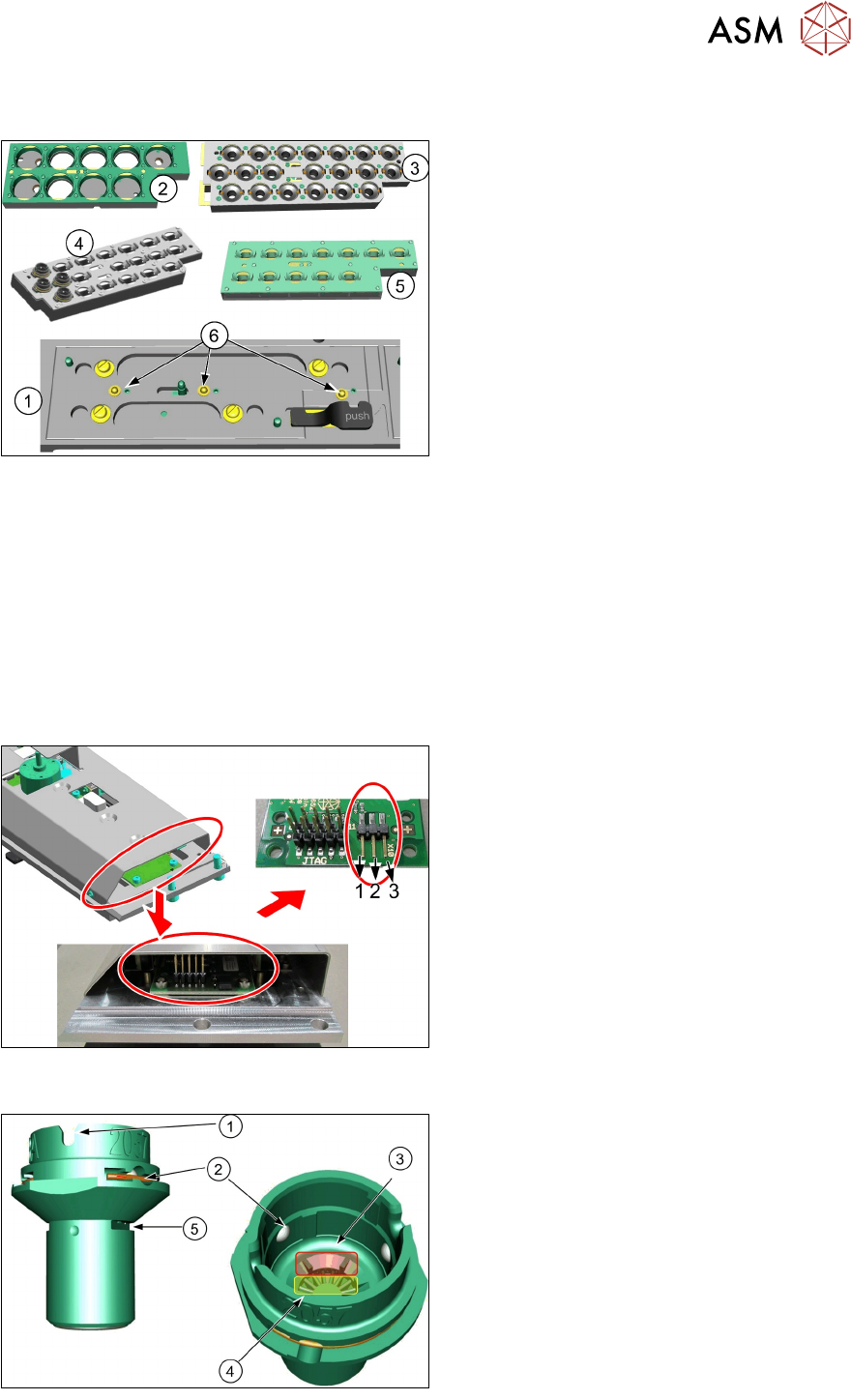
6.7 C&P20 / CPP 和双头的吸嘴交换器
1. 短吸嘴交换器托板模块
2. 料盘类型 28xx,用于CPP
3. 料盘类型 40xx,用于 C&P20 P 和 M2
4. 带 20 个吸嘴的料盘类型 20xx,用于CPP
5. 料盘类型 20xx,用于CPP
6. 吸嘴装载盘检测开关
吸嘴交换器包括四个吸嘴装载盘。吸嘴装载盘在托架模块上面。每个吸嘴装载盘通过按扣固定,可
以通过控制杆释放。
每个库可以配置不同的吸嘴类型。一个吸嘴交换器可混用所有三种料盘类型(12*20xx、20*20xx 和
9*28xx)。
贴片机软件无法检测一个吸嘴装载盘所配备的吸嘴库数量(12 个或20 个)。只能根据所测得的基准
点进行判断。
每个吸嘴装载盘由 3 个微开关扫描。对于每种料盘类型,这些开关执行不同的操作。
贴片机软件可自动检测所使用的料盘类型以及所有料盘是否均已正确插入。
●
吸嘴交换器控制板设置。
●
让吸嘴交换器兼容所有软件版本需要进行
跳线设置。
●
CPP 和 C&P20P 设置为 2-3。
吸嘴ID
1. 带吸嘴接口的吸嘴固定槽
2. 吸嘴球形锁
3. 吸嘴条形码,用于通过 PCB 相机识别吸
嘴类型
4. 吸嘴过滤网
5. 返回和抛料的吸嘴锁
6 元件供应
6.7 C&P20 / CPP 和双头的吸嘴交换器
170 技术培训 SIPLACE TX系列 10/2016
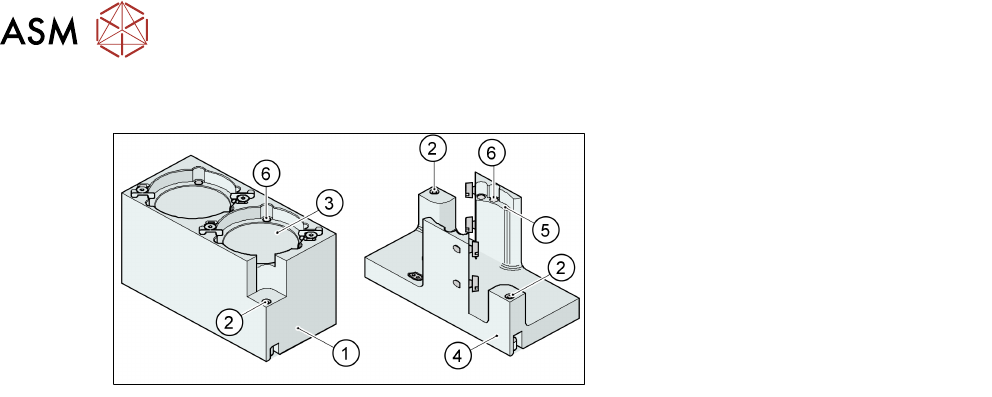
6.7.1 吸嘴交换器双头
1. 标准吸嘴装载盘
2. 定位基准点
3. 吸嘴库
4. 专用吸嘴的装载盘
5. 特殊吸嘴的吸嘴库
6. 吸嘴升降球
该吸嘴交换器最多可容纳 8 个吸嘴盘。目前可选用两种不同类型的吸嘴盘:
标准吸嘴盘和容纳特殊吸嘴或夹持器的吸嘴盘。
标准吸嘴的装载盘有一个用于位置检测的定位基准点,而特殊吸嘴/夹具的料仓则有两个定位基准
点。吸嘴由支架进行固定。然后,根据 D 轴的旋转方向,在返还时它们会被锁定,或者在拾取时被
释放。
标准配置:
●
3 个吸嘴盘上有两个吸嘴库。
●
1 个吸嘴盘上有一个吸嘴库。
6 元件供应
6.8 分析/常见错误列表
技术培训 SIPLACE TX系列 10/2016 171
6.8 分析/常见错误列表
代码 错误描述 可能的原因 操作
35410
35411
35412
35413
●
左侧割刀未收回
●
左侧割刀未伸出
●
右侧割刀未收回
●
右侧割刀未伸出
●
接近开关位置错误
●
接近开关存在故障
●
阀存在故障
●
压缩空气不足
●
气压缸存在故障
●
检查并调整接近开
关的位置
●
必要时,请更换开
关
●
检查阀的电源和功
能
●
检查压缩空气供给
●
更换存在故障的气
缸
34946
34874
31820
35005
●
供料器无法步进
●
供料器:料带驱动装置错误
●
元件未运输到指定位置
●
料带卡住或缠绕
●
料带驱动装置出现故
障
●
齿轮卡住
●
检查料带供料器
●
更换料带驱动装置
或供料器
●
检查齿轮并拆下组
件
35401 料带在料带槽中卡主或无法切割
●
使用了胶带材料
●
割刀刀片位置错误
●
切割机刀片磨损
●
检查料带粘性
●
测试用于切割的不
同元件料带
●
必要时,更换割刀
刀片
30551
30552
●
无法打开吸嘴交换器
●
无法关闭吸嘴交换器
●
插入的吸嘴不正确
●
吸嘴交换器中的元件
●
检查吸嘴交换器中
所插入的吸嘴或元
件是否正确
通过贴片机软件检查功能
6.9 练习:元件供应
1. 关于 TX 元件供应,下列哪项表述是正确的?
A SX4 或 XS 贴片机可以使用元件料台。
B 二级卷盘支撑装置必须进行额外改装。
C 料带废料箱是标准工业用箱。
D 料区 1 和 2 均可使用 JTF-ML。
2. 料区 1、料槽 13-1、2X8mm 供料器、倒装片均无法拾取,请列举可能的原因。
………………………………………………………………………………………………………
………………………………………………………………………………………………………
………………………………………………………………………………………………………
………………………………………………………………………………………………………