TT6094.儅僂儞僞乕棜楌巇條彂.pdf - 第13页
ヤマハ発動 機株式 会社 IM 事業部 マウンター技術 部 ソフト開発グループ MDOC-SOFT 50011 H015931 _TT6094. .doc 13 / 58 6.1. 各 各 各 各 グリッド グリッド グリッド グリッド 表示項 目内容 表示項 目内容 表示項 目内容 表示項 目内容 ( 変更 変更 変更 変更 : 第 第 第 第 4 版 版 版 版 ) 6.1 6.1 6.1 6.1 - - - - 1 1 1 …
ヤマハ発動機株式会社
IM 事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50011
H015931_TT6094. .doc 12 / 58
6. 生産
生産生産
生産(
((
(履歴
履歴履歴
履歴1
11
1)
))
)
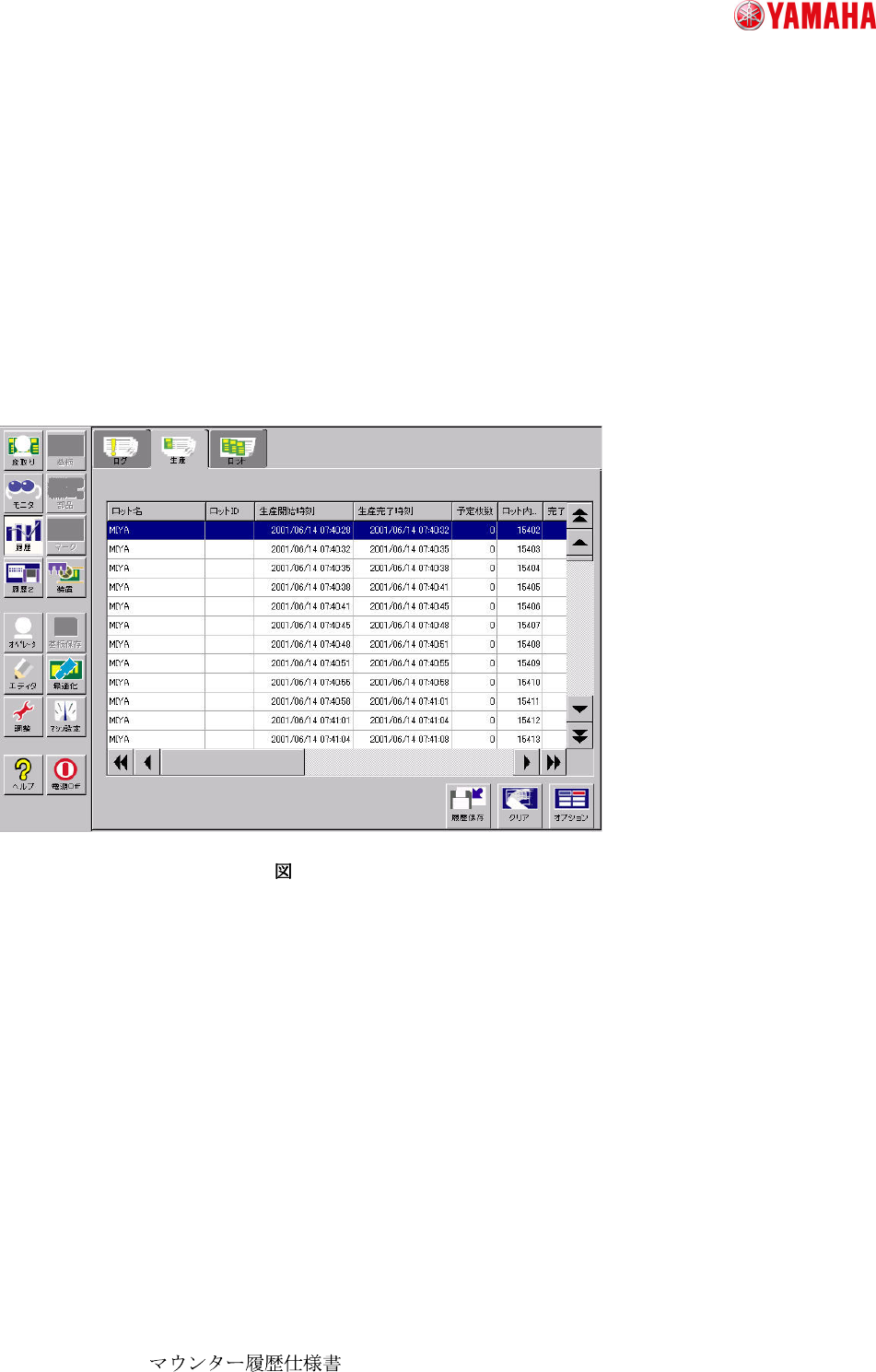
履歴1の生産タブでは、マシンで生産した1枚1枚の基板毎にその生産結果がログとして表示されて
います。マシン内のドライブには、マシン全体で1000件の過去に生産した基板の結果がログされ
ます。
ステージ別履歴対応マシンでは、各実装ステージ単位で1行のデータを出力します。
以下に、従来履歴での仕様と、ステージ別履歴での仕様を対比して説明します。
6
66
6-
--
-1
11
1
ヤマハ発動機株式会社
IM 事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50011
H015931_TT6094. .doc 13 / 58
6.1.
各
各各
各グリッド
グリッドグリッド
グリッド表示項目内容
表示項目内容表示項目内容
表示項目内容(変更
変更変更
変更:第
第第
第 4 版
版版
版)
6.1
6.16.1
6.1-
--
-1
11
1
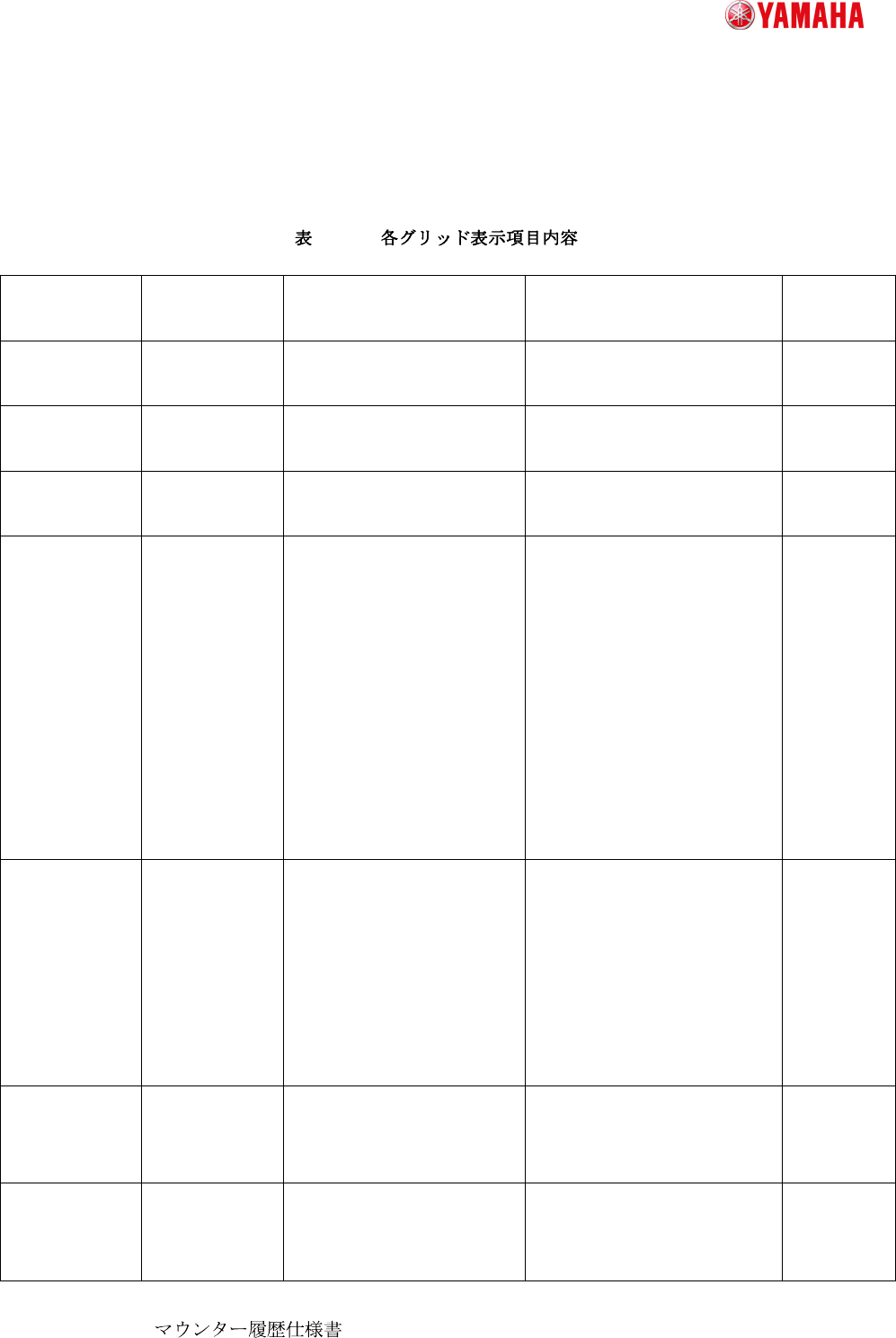
表示項目 例 従来履歴での定義
(XG/YG シリーズの履歴)
ステージ別履歴での定義
(YS シリーズ以降の履歴)
履歴 Ver.
履歴バージョ
ン番号
V3.00 履歴のバージョン番号を
表します。
←
※1
ロット名 YV100Xg_TEST
_1005
基板を生産したプログラム
名(ロット名)
←
※1
ロットID For_CUK93001 基板を生産したプログラム
のコメント(ロット ID)
←
※1
生産開始時刻 2001/06/08
11:50:04
【先頭基板】
運 転 開 始状 態に な っ た 時
刻。
【次基板以降】
前基板が最下流ステージの
出口位置に到達した時刻。
前基板が出口位置に到達す
る前に、基板の実装を開始
した場合は、その時刻を生
産開始時刻として記録。
【先頭基板】
対象実装ステージの入口位置
に実装基板を検知した時刻。
【次基板以降】
前基板が最下流ステージの出
口位置に到達した時刻。前基
板が出口位置に到達する前
に、基板の実装を開始した場
合は、その時刻を生産開始時
刻となる。
※1
生産終了時刻 2001/06/08
11:50:47
基板が最下流ステージの出
口位置に到達した時刻。
基板が出口位置に到達する
前に、次基板の実装を開始
した場合、その時刻を生産
終了時刻として記録。また
は、リセットした時刻。
各実装ステージ出口位置への
基板到達時刻。出口位置へ基
板到達前に、次の基板の生産
が開始された場合はその時刻
を生産終了時刻として記録。
またはリセットした時刻。
※1
予定枚数 10 この基板を生産した時に
指定されていた生産予定枚
数。
←
※1
ロット内連番 7 この基板がロット内の何番
目に生産されたかという番
号。
←
(ロット内連番のカウントは実
装ステージごと。)
※1
ヤマハ発動機株式会社
IM 事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50011
H015931_TT6094. .doc 14 / 58
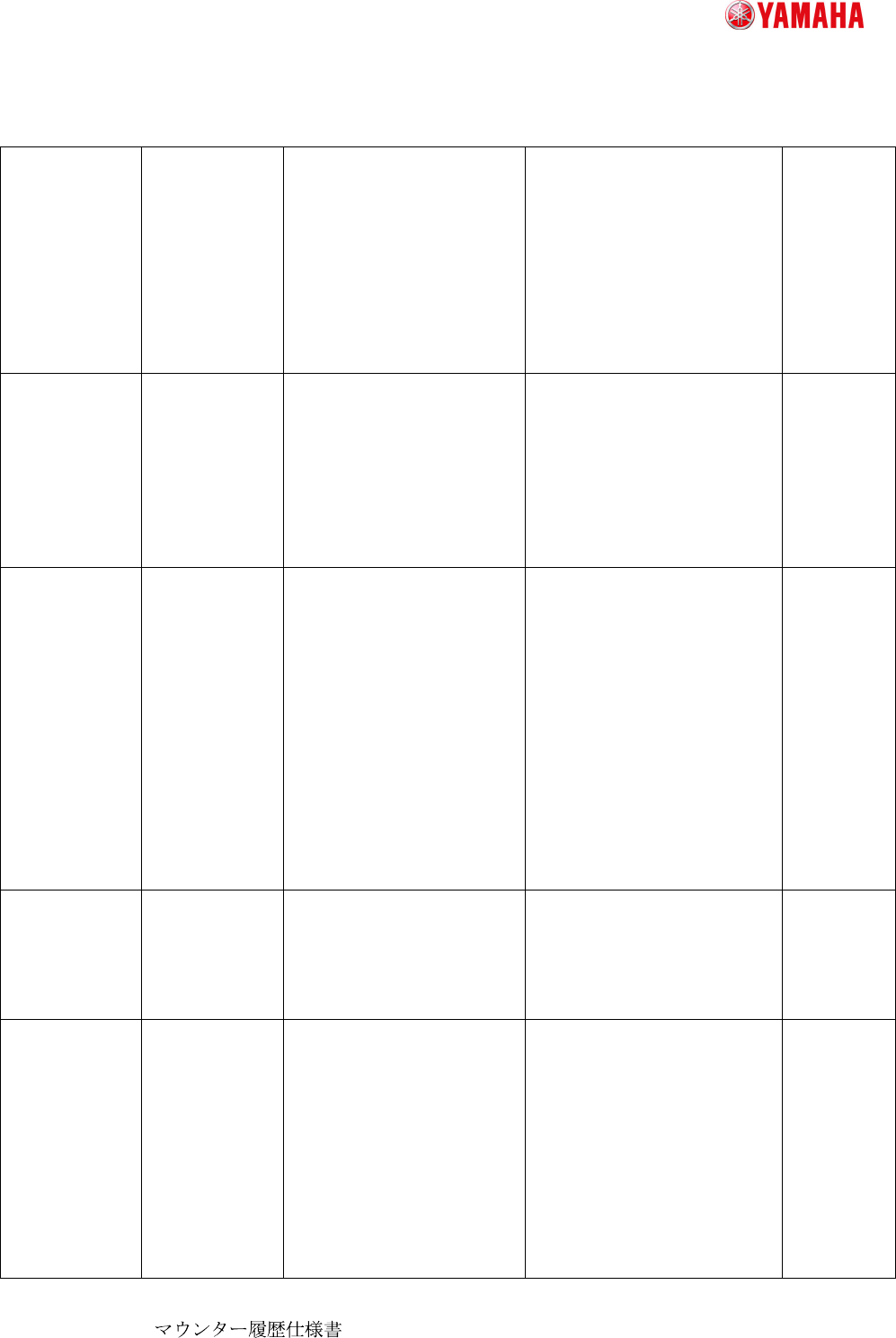
完了フラグ 0 値の意味は下記の通り。
0: 生産を完了した。
1: 途中でリセットなどを行っ
て完了しなかった。
2: 直前でリセットした基板を
途中から搭載を実行して生
産完了した。
←
(各実装ステージ単位での完
了フラグです。ステージ内の実
装を完了した場合に完了フラ
グが立ちます。)
※1
実装 CT
A~D(秒)
35.59 実装時間は基板固定完了
~基板実装終了までの、マ
ーク認識時間を除いた時間
を測定します。
←
(YG300 の場合は、U 軸の実
装位置の引き込み完了時点
から計測を開始します。
実装ステージ内の実装テーブ
ルについて記録します。)
※1
搬送 CT(秒) 4.76 基板搬入~基板固定までの
時間+基板固定解除~基
板搬出位 置到達 までの時
間。
ただしマシンが下記の状態
の時は搬送時間をカウントし
ない。
・実装状態
・フィデューシャル認識中
・バッドマーク認識中
←
※1
待機 CT(秒) 1.24 運転中で実装も搬送も行っ
ていない時間の合計。
RUN 直後から計測を開始す
る。
←
※1
マーク認識 CT
A~D(秒)
2.41 バッドマーク認識時間+フィ
デューシャル認識時間の合
計。
※マーク認識時間は下記と
おり。
マーク認識のためのヘッド
起動~最後マーク認識後消
灯まで。
←
(実装ステージ内の実装テー
ブルについて記録します。)
※1