TT6094.儅僂儞僞乕棜楌巇條彂.pdf - 第30页
ヤマハ発動 機株式 会社 IM 事業部 マウンター技術 部 ソフト開発グループ MDOC-SOFT 50011 H015931 _TT6094. .doc 30 / 58 ・マシンが発生する エラー ・部品切れによ る停止 ・作業者のマシ ン停止操 作(STOPボタ ン) などです。 また、ロッ トをまたぐ稼動率 (例えば今日1 日の稼動率)など は、ロット履歴の結果 を市販の表計算 ソフトを利用し て、お客 様の定義…

ヤマハ発動機株式会社
IM 事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50011
H015931_TT6094. .doc 29 / 58
可動率は、下記の式で表される数値を計算し、表示しております。
ここで採用しております可動率は、ロット単位で計測しており段取り時間を省いた時間です。
<従来履歴での可動率>
(累計実装時間+累計マーク認識時間+累計搬送時間)
可動率(%)=-------------------------------------------x100(%)
(生産完了時刻-段取完了時刻)-累計待機時間)
<ステージ別履歴での可動率>
ステージ累計実装時間+ステージ累計マーク認識時間+ステージ累計搬送時間
各ステージ別可動率(%)=----------------------------------------------------x100(%)
{(生産完了時刻-段取完了時刻)-ステージ累計待機時間}
全ステージ累計実装時間+ステージ累計マーク認識時間+全ステージ累計搬送時間
マシン全体可動率(%)=-------------------------------------------------------x100(%)
{4(生産完了時刻-段取完了時刻)-全ステージ累計待機時間}
<各項目の説明>
累計実装時間: ヘッドが動いて実装作業(マーク認識やエラーのリトライ作業時間なども含む)
をしている時間の合計
累計搬送時間: コンベアが動いて搬送作業をしている時間の合計
→この2つを足すと、マウンターが作業している時間になります。
段取完了時刻: 基板切り替えしてから最初に運転開始された時刻
(生産基板切り替えしてから、段取り作業により停止している時間は含みません。)
生産完了時刻: 次の基板へ基板切り替えしたときの時刻
累計待機時間: 上流または下流待ちでマシンが運転中(緑ランプ)にもかかわらず、ヘッドが動い
ていない時間
→これらから上記式にて得られる時間は、マウンターが上流下流に左右せずに、動くことが出来る時
間で、分かりやすく書くと、
マウンターが作業した時間
可動率(%)=--------------------------x100(%)
マウンターが動ける時間
稼動率が悪くなる要素としては、
ヤマハ発動機株式会社
IM 事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50011
H015931_TT6094. .doc 30 / 58
・マシンが発生するエラー
・部品切れによる停止
・作業者のマシン停止操作(STOPボタン)
などです。
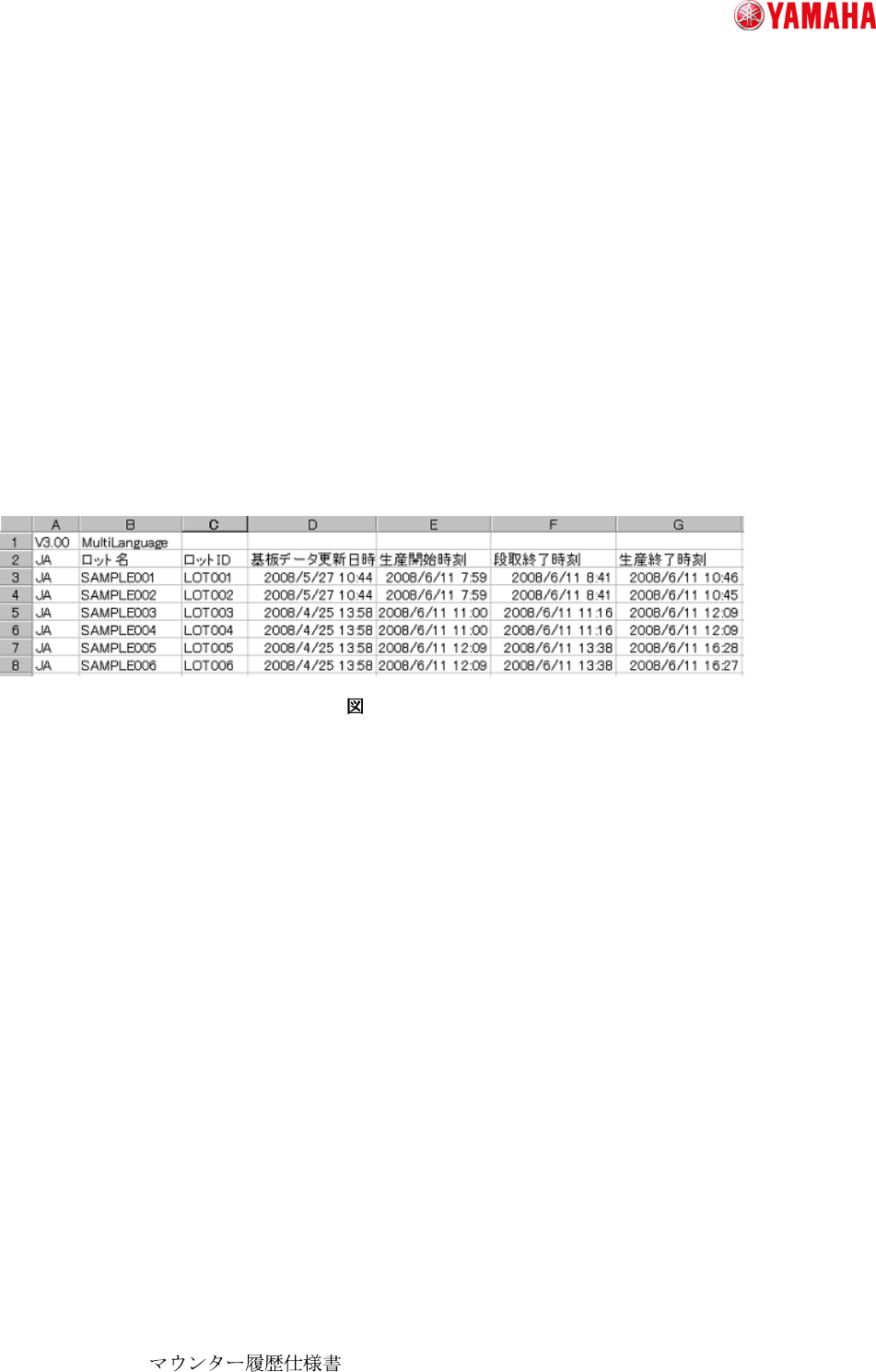
また、ロットをまたぐ稼動率(例えば今日1日の稼動率)などは、ロット履歴の結果を市販の表計算
ソフトを利用して、お客様の定義に従って集計していただく事が可能です。
7.2.
ファイルフォーマット
ファイルフォーマットファイルフォーマット
ファイルフォーマット
1 レコード目にファイルフォーマットバージョン、2 レコードに「各グリッド表示項目内容」が順番に並び、3 レコ
ード目以降に発生イベント情報が古い順に記録されます。
7.2
7.27.2
7.2-
--
-1
11
1
ヤマハ発動機株式会社
IM 事業部 マウンター技術部
ソフト開発グループ
MDOC-SOFT50011
H015931_TT6094. .doc 31 / 58
8. ヘッド
ヘッドヘッド
ヘッド(
((
(履歴
履歴履歴
履歴2
22
2)
))
)
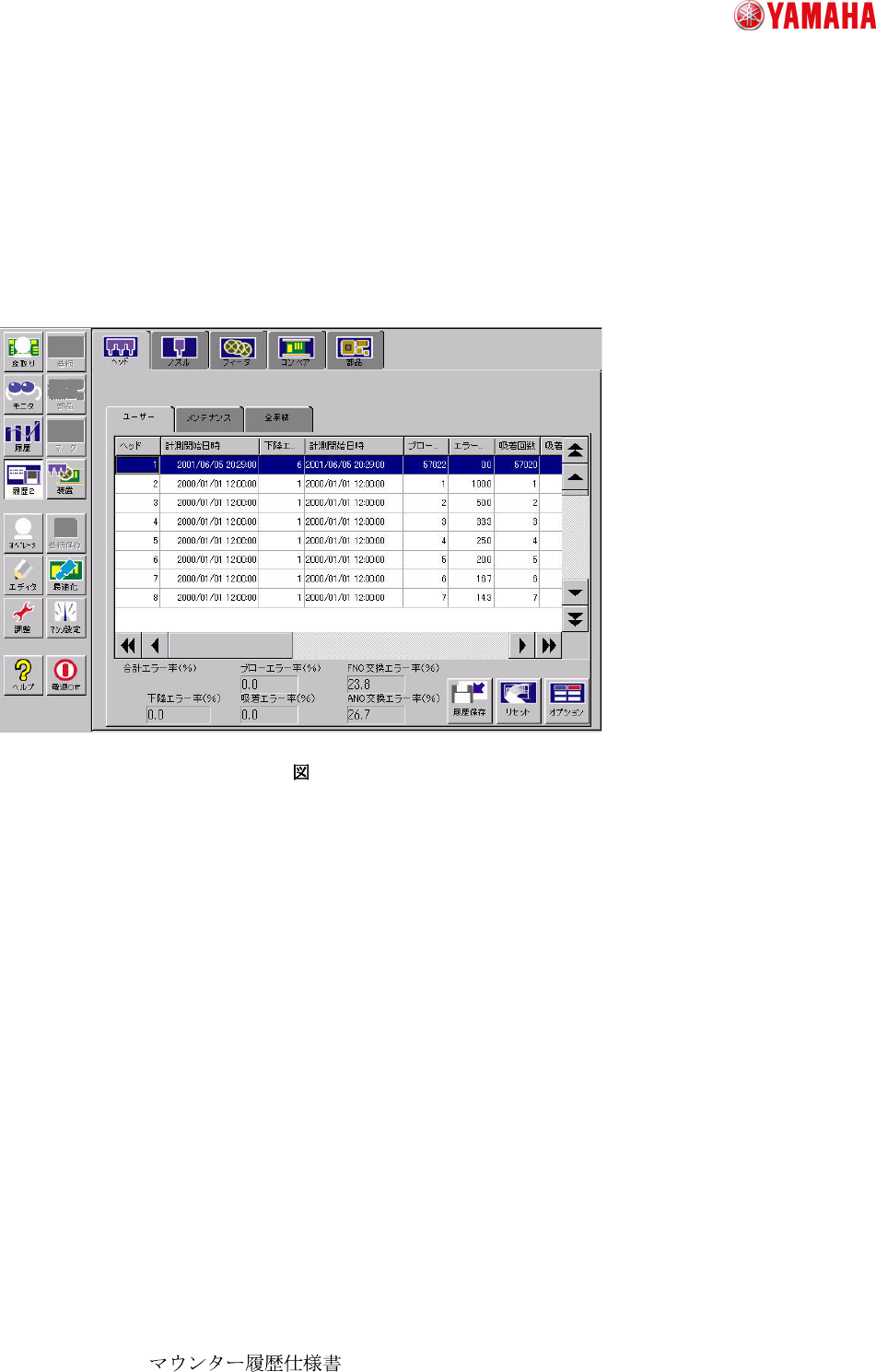
履歴2のヘッドタブでは、マシンのヘッドに関する集計情報が表示されます。
各ヘッドの利用状況、エラーの発生状況などが確認できます。
8
88
8-
--
-1
11
1