TCM-X200 (3).pdf - 第146页
2.3 2.3 2.3 2.3 2.3 “ 生产信息 生产信息 生产信息 生产信息 生产信息 ” Tab Tab Tab Tab Tab 就正在进行吸取和贴装的元件,显示线路板程序的单元编号、步骤 编号、送料器编号、安装头编号、吸嘴编号、吸嘴类型等信息内容。 • 页面显示 页面显示 页面显示 页面显示 页面显示 启动装置或在 “ 自动运行 ” 子菜单界面按下 [ 生产信息 ]Tab 时,将 显示如下的选项卡。 Fig.2E4 Fig.2…

2.12.1
2.12.1
2.1
原点复位方法原点复位方法
原点复位方法原点复位方法
原点复位方法
各部的原点复位按以下的操作顺序来完成。
操作顺序操作顺序
操作顺序操作顺序
操作顺序
(1) 确认装置的状态在 “ 停止中 ” 。
(2) 确认前安全门和送料器作业区域安全门是否被关好。
(3) 按原点复位[ 所有轴] 按钮后,2 秒内再按下操作台的[ENABLE]
按钮,将显示在原点信息栏的所有单元归零。
原点复位作业中显示 “ 动作中 ” 。
2.22.2
2.22.2
2.2
线路板搬送方法线路板搬送方法
线路板搬送方法线路板搬送方法
线路板搬送方法
线路板搬送按以下的操作顺序来完成。
操作顺序操作顺序
操作顺序操作顺序
操作顺序
(1) 确认装置的状态在 “ 停止中 ” 。
(2) 打开前安全门,将线路板放至供料传送带上以下的位置后,再
关闭前安全门。
(3) 连续进行线路板搬送时,按[ 周期] 按钮。
按每一步骤进行搬送时,按[ 单步] 按钮。
0308-001 5-6
2.12.1
2.12.1
2.1
原点复位方法原点复位方法
原点复位方法原点复位方法
原点复位方法
2.32.3
2.32.3
2.3 “
生产信息生产信息
生产信息生产信息
生产信息 ”
TabTab
TabTab
Tab
就正在进行吸取和贴装的元件,显示线路板程序的单元编号、步骤
编号、送料器编号、安装头编号、吸嘴编号、吸嘴类型等信息内容。
•
页面显示页面显示
页面显示页面显示
页面显示
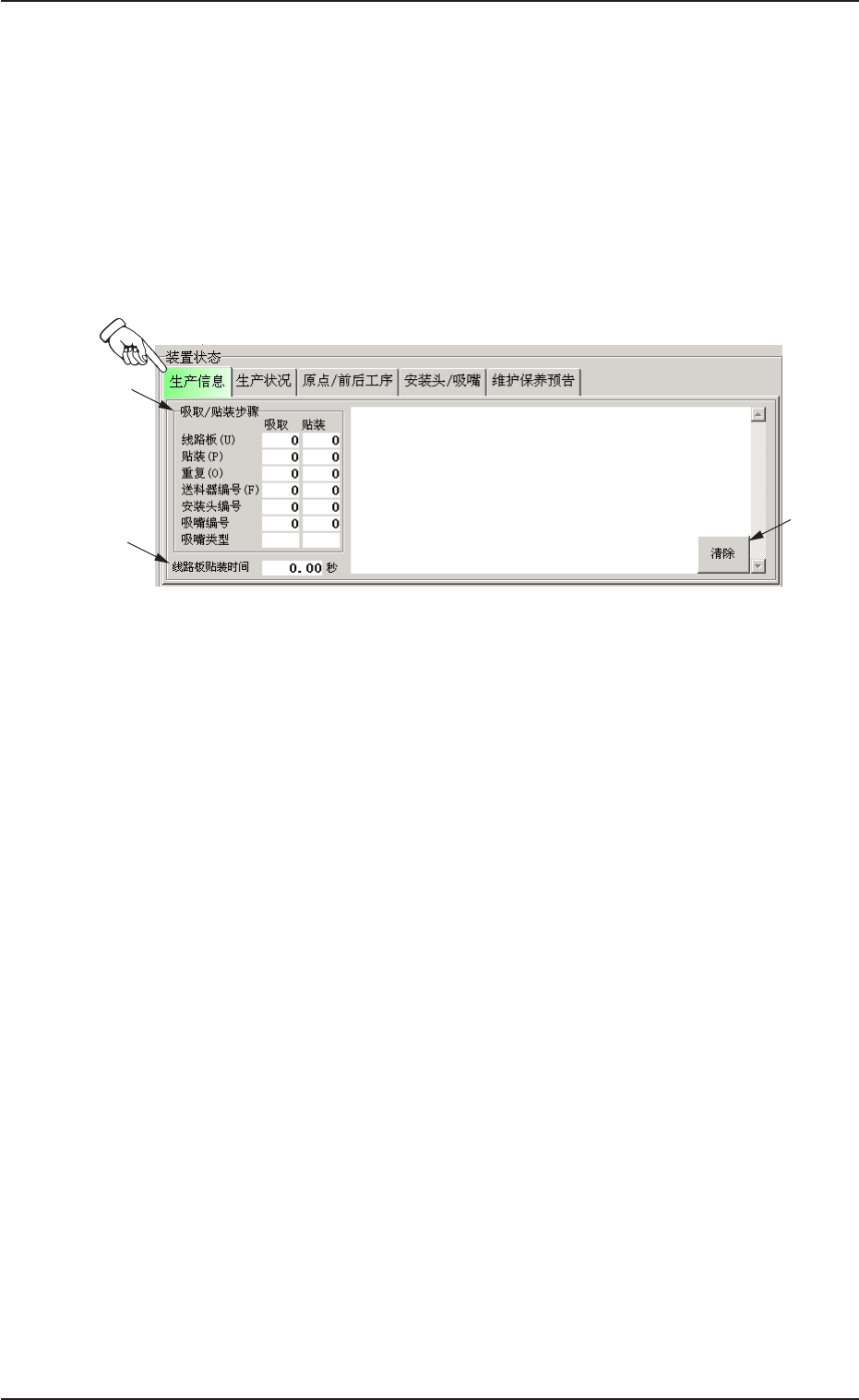
启动装置或在 “ 自动运行 ” 子菜单界面按下[ 生产信息]Tab 时,将
显示如下的选项卡。
Fig.2E4Fig.2E4
Fig.2E4Fig.2E4
Fig.2E4 “
生产信息生产信息
生产信息生产信息
生产信息 ”
选项卡选项卡
选项卡选项卡
选项卡
•
页面构成页面构成
页面构成页面构成
页面构成
*1*1
*1*1
*1
吸取吸取
吸取吸取
吸取
//
//
/
贴装步骤贴装步骤
贴装步骤贴装步骤
贴装步骤
就正在进行吸取和贴装的元件,显示以下多种信息内容。
线路板线路板
线路板线路板
线路板
(U)(U)
(U)(U)
(U) :线路板程序的装置编号
贴装贴装
贴装贴装
贴装
(P)(P)
(P)(P)
(P) :贴装数据(P)的步骤编号
重复重复
重复重复
重复
(O)(O)
(O)(O)
(O) :贴装数据(O)的步骤编号
送料器编号送料器编号
送料器编号送料器编号
送料器编号
(F)(F)
(F)(F)
(F):所用送料器编号
安装头编号安装头编号
安装头编号安装头编号
安装头编号 : 所用安装头编号
吸嘴编号吸嘴编号
吸嘴编号吸嘴编号
吸嘴编号 : 所用吸嘴编号
吸嘴类型吸嘴类型
吸嘴类型吸嘴类型
吸嘴类型 : 所用吸嘴的吸嘴类型
0308-001 5-7
2.32.3
2.32.3
2.3“
生产信息生产信息
生产信息生产信息
生产信息 ”
TabTab
TabTab
Tab
*1*1
*1*1
*1
*2*2
*2*2
*2
*3*3
*3*3
*3

*2*2
*2*2
*2
线路板贴装时间线路板贴装时间
线路板贴装时间线路板贴装时间
线路板贴装时间
显示生产机种的线路板贴装时间。
显示当前在装线路板的前一块已完成线路板的完成时间( 秒) 。
从开始搬送线路板到最终贴装,XY 工作台返回原点为止的时间
总计值。
以下情况,线路板贴装时间增加。
• 根据元件认识异常等的恢复动作
• 安装头步骤、吸嘴步骤
*3*3
*3*3
*3
[[
[[
[
清除清除
清除清除
清除
]]
]]
]
按钮按钮
按钮按钮
按钮
显示是否清除信息的确认对话框。
单击[OK]按钮,信息被清除。
0308-001 5-8
2.32.3
2.32.3
2.3“
生产信息生产信息
生产信息生产信息
生产信息 ”
TabTab
TabTab
Tab
Note