TCM-X200 (3).pdf - 第61页
1.3 1.3 1.3 1.3 1.3 线路板的送出 线路板的送出 线路板的送出 线路板的送出 线路板的送出 (1) 线路板在完成元件的贴装后,被搬运到 R2 传送带上。与此同 时,新线路板再次通过 L2 传送带被传入至 XY 工作台。 Fig.2B16 Fig.2B16 Fig.2B16 Fig.2B16 Fig.2B16 (2) 被搬运到 R2 传送带上的已贴装元件线路板,通过 R1 传送带被 送到后一工序。 Fig.2B17 Fi…
位置位置
位置位置
位置
44
44
4
到到
到到
到
6:6:
6:6:
6:
贴装角度决定贴装角度决定
贴装角度决定贴装角度决定
贴装角度决定
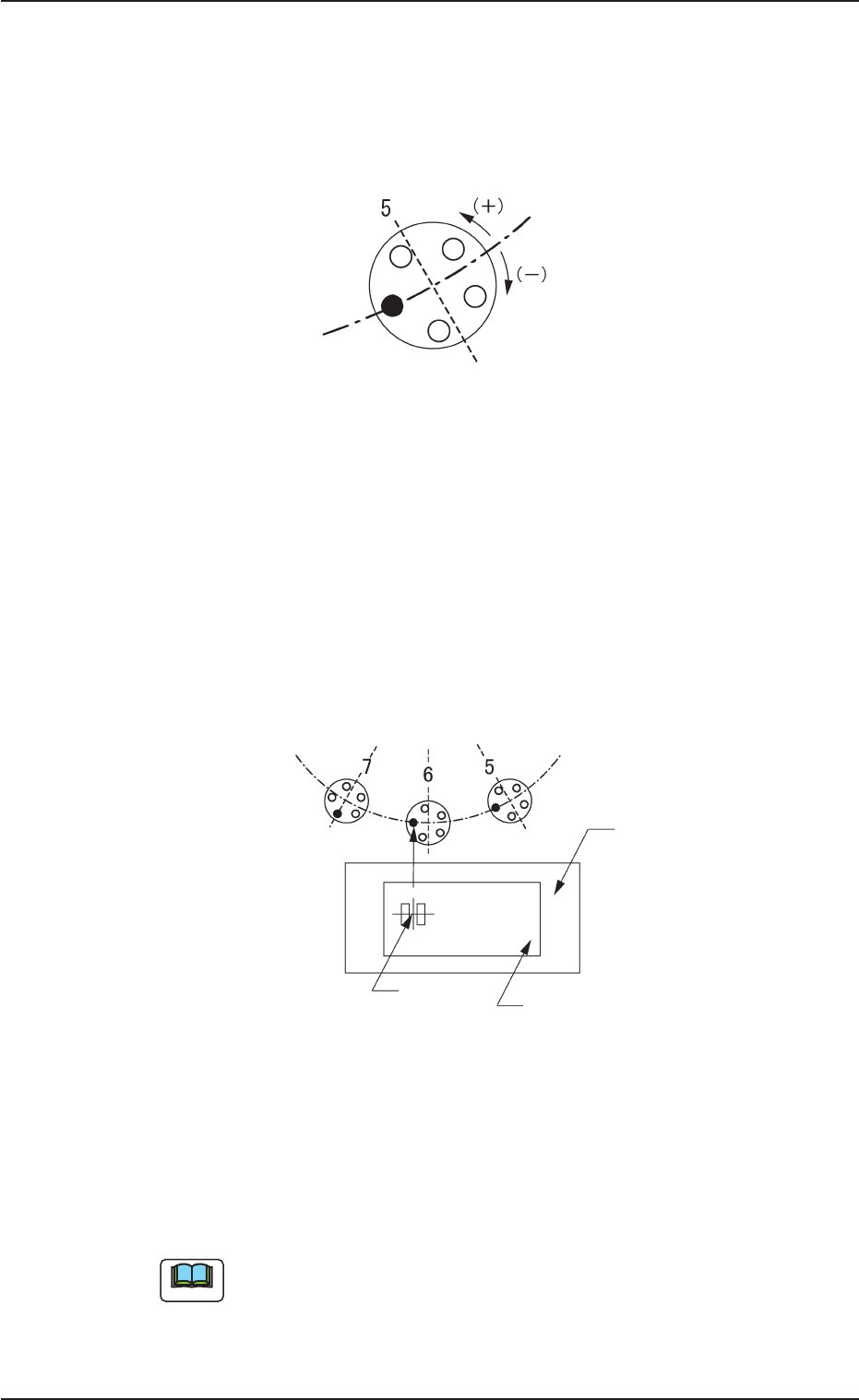
• 旋转贴装安装头,将元件设定到线路板程序中指定的贴装角
度。
此时,依据 “ 元件认识 ” 测定的角度偏离量( θ) 也进行补正。
Fig.2B14 Fig.2B14
Fig.2B14 Fig.2B14
Fig.2B14
贴装安装头旋转方向贴装安装头旋转方向
贴装安装头旋转方向贴装安装头旋转方向
贴装安装头旋转方向
1.2.4 XY1.2.4 XY
1.2.4 XY1.2.4 XY
1.2.4 XY
工作台的移动和元件的贴装工作台的移动和元件的贴装
工作台的移动和元件的贴装工作台的移动和元件的贴装
工作台的移动和元件的贴装
位置位置
位置位置
位置
6:6:
6:6:
6:
XYXY
XYXY
XY
工作台的移动和元件的贴装工作台的移动和元件的贴装
工作台的移动和元件的贴装工作台的移动和元件的贴装
工作台的移动和元件的贴装
•
XYXY
XYXY
XY
工作台的移动工作台的移动
工作台的移动工作台的移动
工作台的移动
(1)X Y 工作台移动至位置 6 的贴装位置,以便元件被安装到线路
板程序中指定的线路板贴装坐标上。
此时,依据 “ 元件认识 ” 测定的选取位置偏离量(X,Y),也进
行补正。
Fig.2B15 XYFig.2B15 XY
Fig.2B15 XYFig.2B15 XY
Fig.2B15 XY
工作台的移动工作台的移动
工作台的移动工作台的移动
工作台的移动
•
元件的贴装元件的贴装
元件的贴装元件的贴装
元件的贴装
(1)贴装元件时,依据元件库数据,将所使用的吸嘴控制到最下
限。这个叫做吸取 Z 补正。
(2)真空阀门关闭,气枪挂到吸嘴,元件被贴装到线路板上。
贴装元件时,贴装凸轮控制气缸 / 贴装凸轮补正气缸具有
避免与已贴装元件冲突的机能。
0308-001 2-9
1.2 1.2
1.2 1.2
1.2
从元件吸取的准备到元件贴装从元件吸取的准备到元件贴装
从元件吸取的准备到元件贴装从元件吸取的准备到元件贴装
从元件吸取的准备到元件贴装
线路板线路板
线路板线路板
线路板
贴装位置贴装位置
贴装位置贴装位置
贴装位置
XYXY
XYXY
XY
工作台工作台
工作台工作台
工作台
移动移动
移动移动
移动
Note
1.31.3
1.31.3
1.3
线路板的送出线路板的送出
线路板的送出线路板的送出
线路板的送出
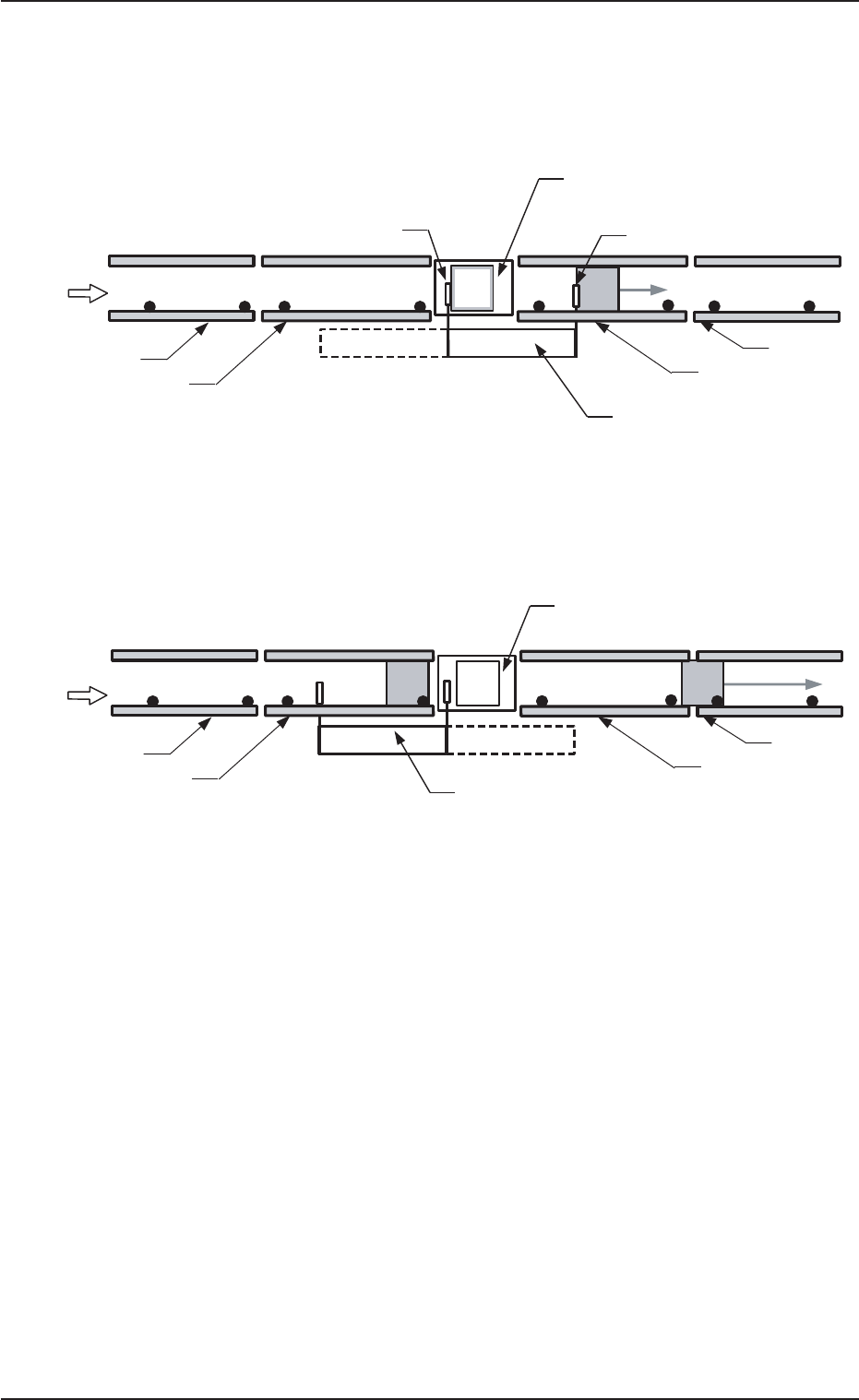
(1)线路板在完成元件的贴装后,被搬运到 R2 传送带上。与此同
时,新线路板再次通过 L2 传送带被传入至 XY 工作台。
Fig.2B16Fig.2B16
Fig.2B16Fig.2B16
Fig.2B16
(2) 被搬运到 R2 传送带上的已贴装元件线路板,通过 R1 传送带被
送到后一工序。
Fig.2B17Fig.2B17
Fig.2B17Fig.2B17
Fig.2B17
1.3 1.3
1.3 1.3
1.3
线路板的送出线路板的送出
线路板的送出线路板的送出
线路板的送出
0308-001 2-10
线路板流动方向线路板流动方向
线路板流动方向线路板流动方向
线路板流动方向
(L(L
(L(L
(L
→→
→→
→
R)R)
R)R)
R)
线路板流动方向线路板流动方向
线路板流动方向线路板流动方向
线路板流动方向
(L (L
(L (L
(L
→→
→→
→
R)R)
R)R)
R)
送料棘爪送料棘爪
送料棘爪送料棘爪
送料棘爪
11
11
1
XYXY
XYXY
XY
工作台工作台
工作台工作台
工作台
XYXY
XYXY
XY
工作台工作台
工作台工作台
工作台
送料棘爪送料棘爪
送料棘爪送料棘爪
送料棘爪
22
22
2
R1R1
R1R1
R1
传送带传送带
传送带传送带
传送带
R1R1
R1R1
R1
传送带传送带
传送带传送带
传送带
R2R2
R2R2
R2
传送带传送带
传送带传送带
传送带
R2R2
R2R2
R2
传送带传送带
传送带传送带
传送带
L2L2
L2L2
L2
传送带传送带
传送带传送带
传送带
L2L2
L2L2
L2
传送带传送带
传送带传送带
传送带
L1L1
L1L1
L1
传送带传送带
传送带传送带
传送带
L1L1
L1L1
L1
传送带传送带
传送带传送带
传送带
线路线路
线路线路
线路
板板
板板
板
线路线路
线路线路
线路
板板
板板
板
线路板搬运部线路板搬运部
线路板搬运部线路板搬运部
线路板搬运部
线路板搬运部线路板搬运部
线路板搬运部线路板搬运部
线路板搬运部
线路线路
线路线路
线路
板板
板板
板
线路线路
线路线路
线路
板板
板板
板
线路线路
线路线路
线路
板板
板板
板
0308-001 2-11
2.2.
2.2.
2.
各种机能各种机能
各种机能各种机能
各种机能
2.12.1
2.12.1
2.1
重复线路板对应机能重复线路板对应机能
重复线路板对应机能重复线路板对应机能
重复线路板对应机能
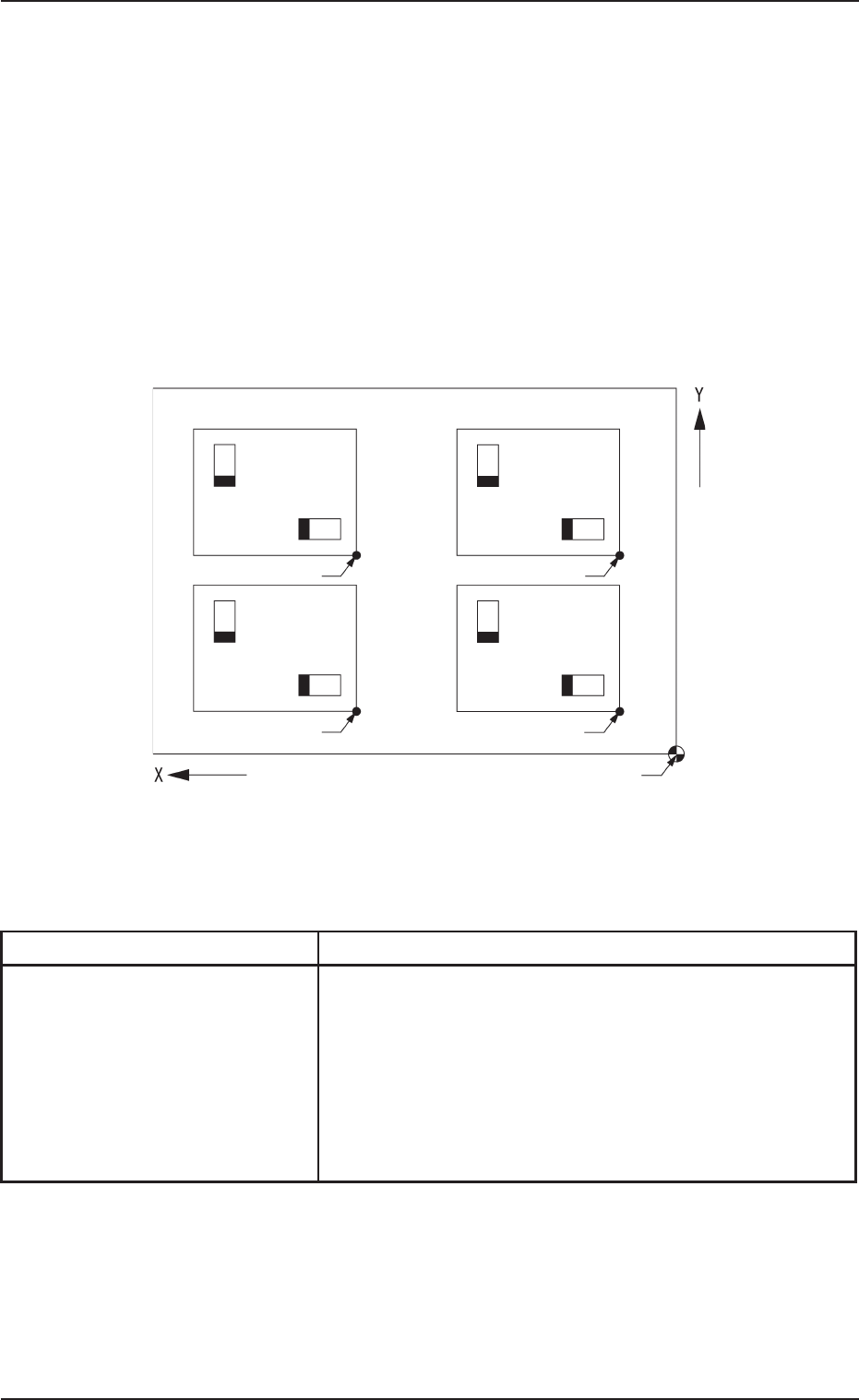
对相同的线路板进行重复生产的线路板程序数据,可以通过搭配重
复贴装线路板的坐标数据和各贴装线路板原点的坐标数据来简单编
写。
• 如下图例,要求 4 张分割线路板是同样的线路板,4 张都贴装相
同元件的时候,可以使用重复线路板对应机能。
Fig.2B1 8Fig.2B1 8
Fig.2B1 8Fig.2B1 8
Fig.2B1 8
•
重复线路板对应机能的使用方法重复线路板对应机能的使用方法
重复线路板对应机能的使用方法重复线路板对应机能的使用方法
重复线路板对应机能的使用方法
Table 2B1Table 2B1
Table 2B1Table 2B1
Table 2B1
步骤步骤
步骤步骤
步骤
可参照部分可参照部分
可参照部分可参照部分
可参照部分
( 1 ) 第三篇: 数据 第二节 2.1 线路板种类和必要数据
(2)第三篇: 数据 第二节 2.5 贴装数据
• C01 贴装数据 Un
1.线路板程序的编写 • C02 贴装数据(P)
• C03 贴装数据(O)
(3)第三篇: 数据 第二节 3.线路板程序编写例
• 3.3 重复线路板
2.2.
2.2.
2.
各种机能各种机能
各种机能各种机能
各种机能
线路板原点线路板原点
线路板原点线路板原点
线路板原点
线路板原点线路板原点
线路板原点线路板原点
线路板原点
线路板原点线路板原点
线路板原点线路板原点
线路板原点
线路板原点线路板原点
线路板原点线路板原点
线路板原点
贴装坐标基准贴装坐标基准
贴装坐标基准贴装坐标基准
贴装坐标基准