TCM-X200 (3).pdf - 第326页
*4 *4 *4 *4 *4 [H [H [H [H [H 、 、 、 、 、 XY XY XY XY XY 轴移动到原点位置 轴移动到原点位置 轴移动到原点位置 轴移动到原点位置 轴移动到原点位置 ( ( ( ( ( 反转动作 反转动作 反转动作 反转动作 反转动作 )] )] )] )] )] 按钮 按钮 按钮 按钮 按钮 结束操作后,移动各轴到原点。 *5 *5 *5 *5 *5 安装标准冶具安装头 安装标准冶具安装头 安装标准冶…
4.5.34.5.3
4.5.34.5.3
4.5.3
“
XYXY
XYXY
XY
工作台原点调整工作台原点调整
工作台原点调整工作台原点调整
工作台原点调整 ”
界面界面
界面界面
界面
使用基准针冶具和标准安装头,确认 XY 工作台的原点补正值。( 只
有错位确认,不能写入 XY 工作台补正值)
(a)此调整为服务员专用。
详细内容,请咨询本公司服务部。
(b)操作具有危险,除熟练调整机械的人员外禁止使用。
•
页面显示页面显示
页面显示页面显示
页面显示
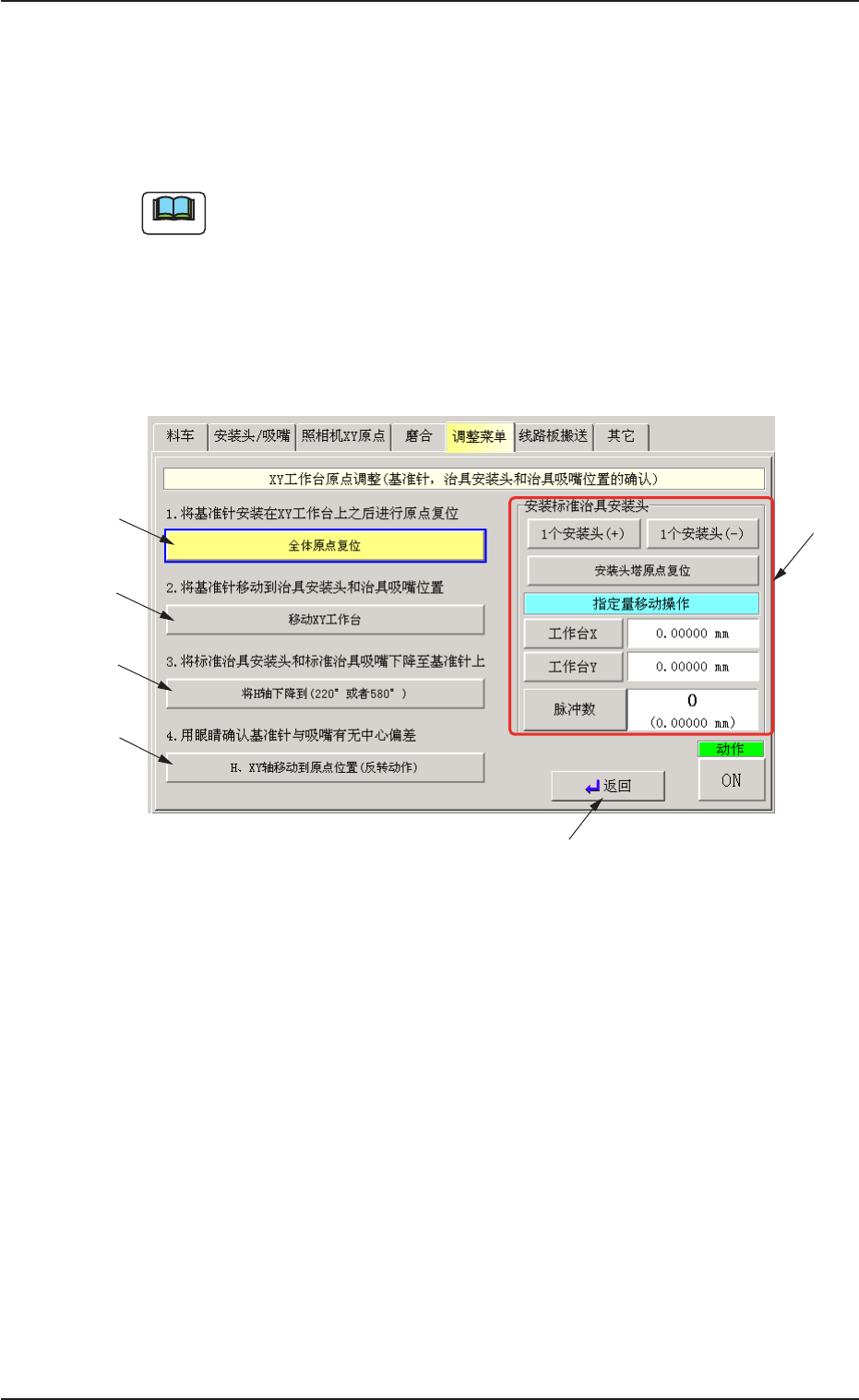
在 “ 调整菜单 ” 子菜单界面中,按[XY 工作台原点调整]Tab 时,
将显示如下选项卡。
Fig.2F69Fig.2F69
Fig.2F69Fig.2F69
Fig.2F69 “
XYXY
XYXY
XY
工作台原点调整工作台原点调整
工作台原点调整工作台原点调整
工作台原点调整 ”
选项卡选项卡
选项卡选项卡
选项卡
•
页面构成页面构成
页面构成页面构成
页面构成
* 1* 1
* 1* 1
* 1
[[
[[
[
全体原点复位全体原点复位
全体原点复位全体原点复位
全体原点复位
]]
]]
]
按钮按钮
按钮按钮
按钮
实行原点复位。
*2*2
*2*2
*2
[[
[[
[
移动移动
移动移动
移动
XYXY
XYXY
XY
工作台工作台
工作台工作台
工作台
]]
]]
]
按钮按钮
按钮按钮
按钮
将 XY 工作台移动至确认位置。
*3*3
*3*3
*3
[[
[[
[
将将
将将
将
HH
HH
H
轴下降到轴下降到
轴下降到轴下降到
轴下降到
(220(220
(220(220
(220°
或者或者
或者或者
或者
580580
580580
580°
)])]
)])]
)]
按钮按钮
按钮按钮
按钮
将吸嘴下降至确认位置。
0308-001 6-82
4.54.5
4.54.5
4.5 “
调整菜单调整菜单
调整菜单调整菜单
调整菜单 ”
TabTab
TabTab
Tab
*6*6
*6*6
*6
*4*4
*4*4
*4
* 1* 1
* 1* 1
* 1
*2*2
*2*2
*2
*3*3
*3*3
*3
*5*5
*5*5
*5
Note

*4*4
*4*4
*4
[H[H
[H[H
[H
、、
、、
、
XYXY
XYXY
XY
轴移动到原点位置轴移动到原点位置
轴移动到原点位置轴移动到原点位置
轴移动到原点位置
((
((
(
反转动作反转动作
反转动作反转动作
反转动作
)])]
)])]
)]
按钮按钮
按钮按钮
按钮
结束操作后,移动各轴到原点。
*5*5
*5*5
*5
安装标准冶具安装头安装标准冶具安装头
安装标准冶具安装头安装标准冶具安装头
安装标准冶具安装头
[ 1[ 1
[ 1[ 1
[ 1
个安装头个安装头
个安装头个安装头
个安装头
(+)](+)]
(+)](+)]
(+)]
、、
、、
、
[ 1[ 1
[ 1[ 1
[ 1
个安装头个安装头
个安装头个安装头
个安装头
(-)](-)]
(-)](-)]
(-)]
按钮按钮
按钮按钮
按钮
与指定量移动操作 1 个安装头一样利用于标准安装头的安装。
[[
[[
[
安装头原点复位安装头原点复位
安装头原点复位安装头原点复位
安装头原点复位
]]
]]
]
按钮按钮
按钮按钮
按钮
[[
[[
[
工作台工作台
工作台工作台
工作台
X]X]
X]X]
X]
、、
、、
、
[[
[[
[
工作台工作台
工作台工作台
工作台
Y]Y]
Y]Y]
Y]
、、
、、
、
[[
[[
[
脉冲数脉冲数
脉冲数脉冲数
脉冲数
]]
]]
]
按钮按钮
按钮按钮
按钮
XY 工作台的指定量移动机能。根据情况使用。
*6*6
*6*6
*6
[[
[[
[
返回返回
返回返回
返回
]]
]]
]
按钮按钮
按钮按钮
按钮
返回到前一个界面。
0308-001 6-83
4.54.5
4.54.5
4.5 “
调整菜单调整菜单
调整菜单调整菜单
调整菜单 ”
TabTab
TabTab
Tab
0308-001 6-84
4.64.6
4.64.6
4.6 “
线路板搬送线路板搬送
线路板搬送线路板搬送
线路板搬送 ”
TabTab
TabTab
Tab
4.64.6
4.64.6
4.6 “
线路板搬送线路板搬送
线路板搬送线路板搬送
线路板搬送 ”
TabTab
TabTab
Tab
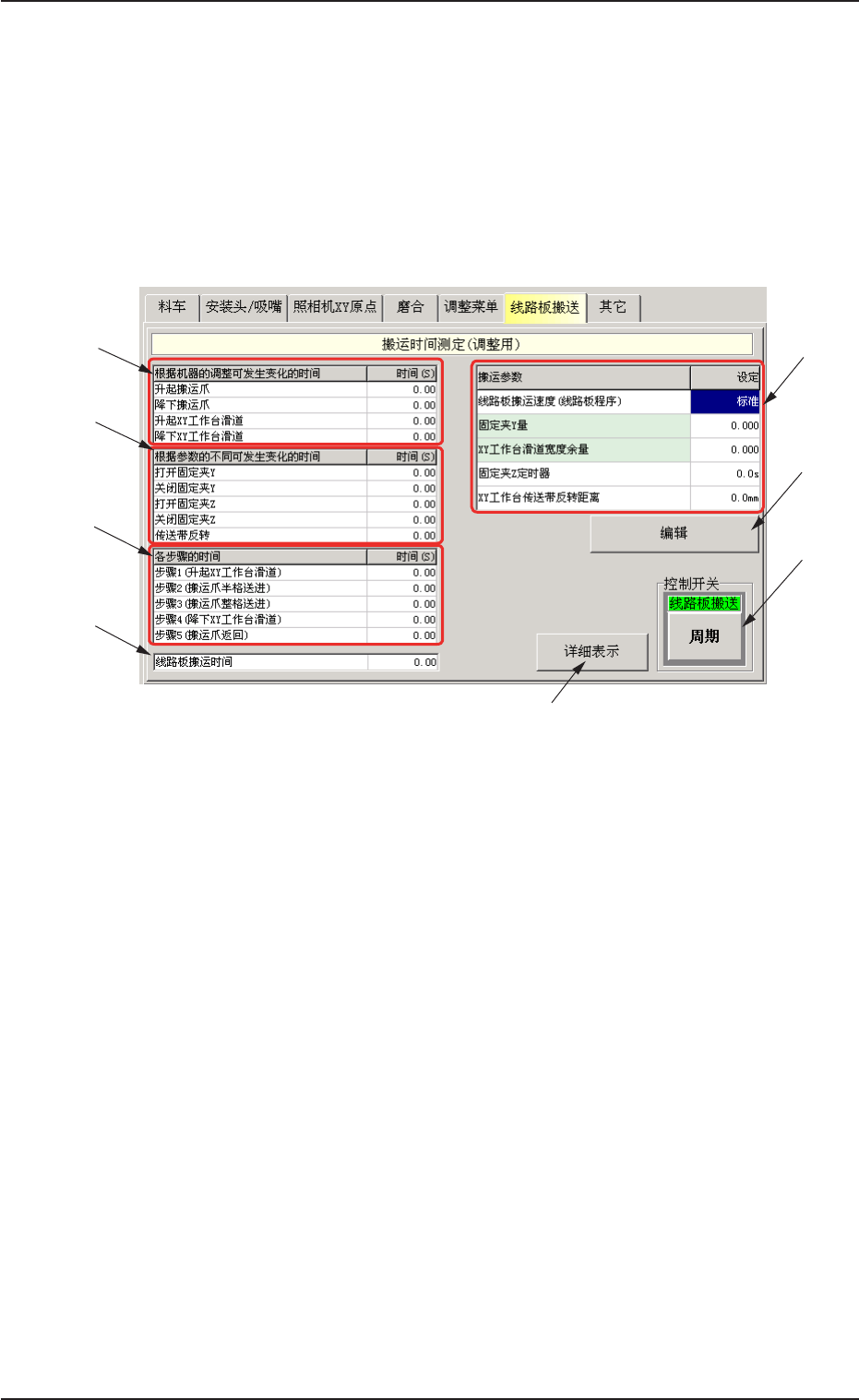
进行线路板搬送的机具调整的界面。
实际进行搬送动作,测定各动作的实时间。
•
页面显示页面显示
页面显示页面显示
页面显示
在 “ 单元调整 ” 子菜单界面中,按[ 线路板搬送]Tab 时,将显示如
下选项卡。
Fig.2F70Fig.2F70
Fig.2F70Fig.2F70
Fig.2F70 “
线路板搬送线路板搬送
线路板搬送线路板搬送
线路板搬送 ”
选项卡选项卡
选项卡选项卡
选项卡
•
页面构成页面构成
页面构成页面构成
页面构成
* 1* 1
* 1* 1
* 1
根据机器的调整可发生变化的时间根据机器的调整可发生变化的时间
根据机器的调整可发生变化的时间根据机器的调整可发生变化的时间
根据机器的调整可发生变化的时间
各气缸的调整决定的部分计测时间。
*2*2
*2*2
*2
根据参数的不同可发生变化的时间根据参数的不同可发生变化的时间
根据参数的不同可发生变化的时间根据参数的不同可发生变化的时间
根据参数的不同可发生变化的时间
数据设定决定的要素的计测时间。
*3*3
*3*3
*3
各步骤的时间各步骤的时间
各步骤的时间各步骤的时间
各步骤的时间
对应搬送步骤的计测时间。
*4*4
*4*4
*4
线路板搬运时间线路板搬运时间
线路板搬运时间线路板搬运时间
线路板搬运时间
从 XY 工作台滑道上升开始到下降结束的计测时间。
* 1* 1
* 1* 1
* 1
*2*2
*2*2
*2
*3*3
*3*3
*3
*4*4
*4*4
*4
*5*5
*5*5
*5
*6*6
*6*6
*6
*8*8
*8*8
*8
*7*7
*7*7
*7