CUN7142110_YSD User's_C点胶机.pdf - 第140页
3-43 3 基 板 程 序 的 创 建 ■ 点 胶 参 数 SOP的点胶参数 ■贴片胶2点型点胶嘴 (点3次) Y方向 点胶范围 元件中心 由2点型点胶嘴 的间距决定 引脚前端位置 ■焊锡膏1点型点胶嘴 基准位置(0.00) 基准位置X ■贴片胶1点型点胶嘴 (点3次) 元件中心 Y方向 点胶范围 6 532 7 -N 7- 00 注意 · 使用焊锡膏时,必须使用焊锡膏专用的点胶嘴 ( 特别定制 …
3-42
3
基
板
程
序
的
创
建
TSOP
65325-N7-00
要点
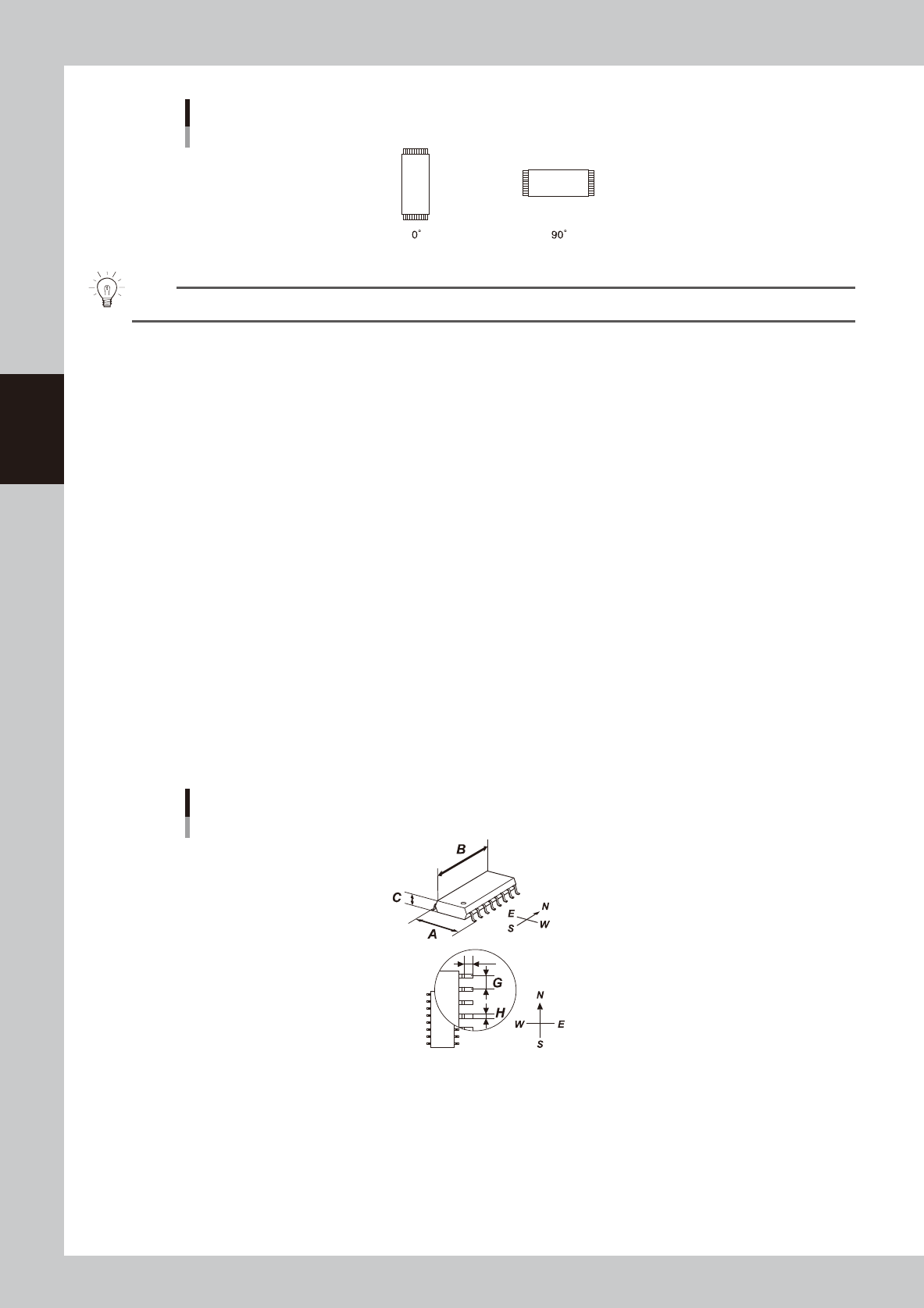
如 TSOP,短边存在引脚时,元件包装外形为竖方向长时吸附角度设置为 0,横方向长时吸附角度设置为 90。
■形状参数
“校正类型”未设置时,不显示下列参数。
A、B: 外形尺寸 XY
输入用游标卡尺、千分尺测得的包括引脚在内的外形尺寸的准确数值 (mm)。
D: 检测线位置
设置从引脚的前端到内侧位置的哪个位置为检测引脚的检测线。一般使用默认值。
E: 检测线宽度
指定检测引脚的检测线的宽度。引脚的长度为 0.0 〜 0.3mm 的元件设置为 1 〜 2,0.3 以上的元件设置为 2 〜 3。
一般使用默认值。
F: 引脚根数
输入 EW 方向中任一方向存在的引脚数量。
G: 引脚间距
准确输入引脚间的距离。
H: 引脚宽度
准确输入引脚的宽度
I: 反射引脚长
输入识别时发亮部分的引脚的长度。
SOP的形状参数
A:外形尺寸X
B:外形尺寸Y
C:元件厚度
G:引脚间距
H:引脚宽度
I:反射引脚长
仰视图
I
65326-N7-00
3-43
3
基
板
程
序
的
创
建
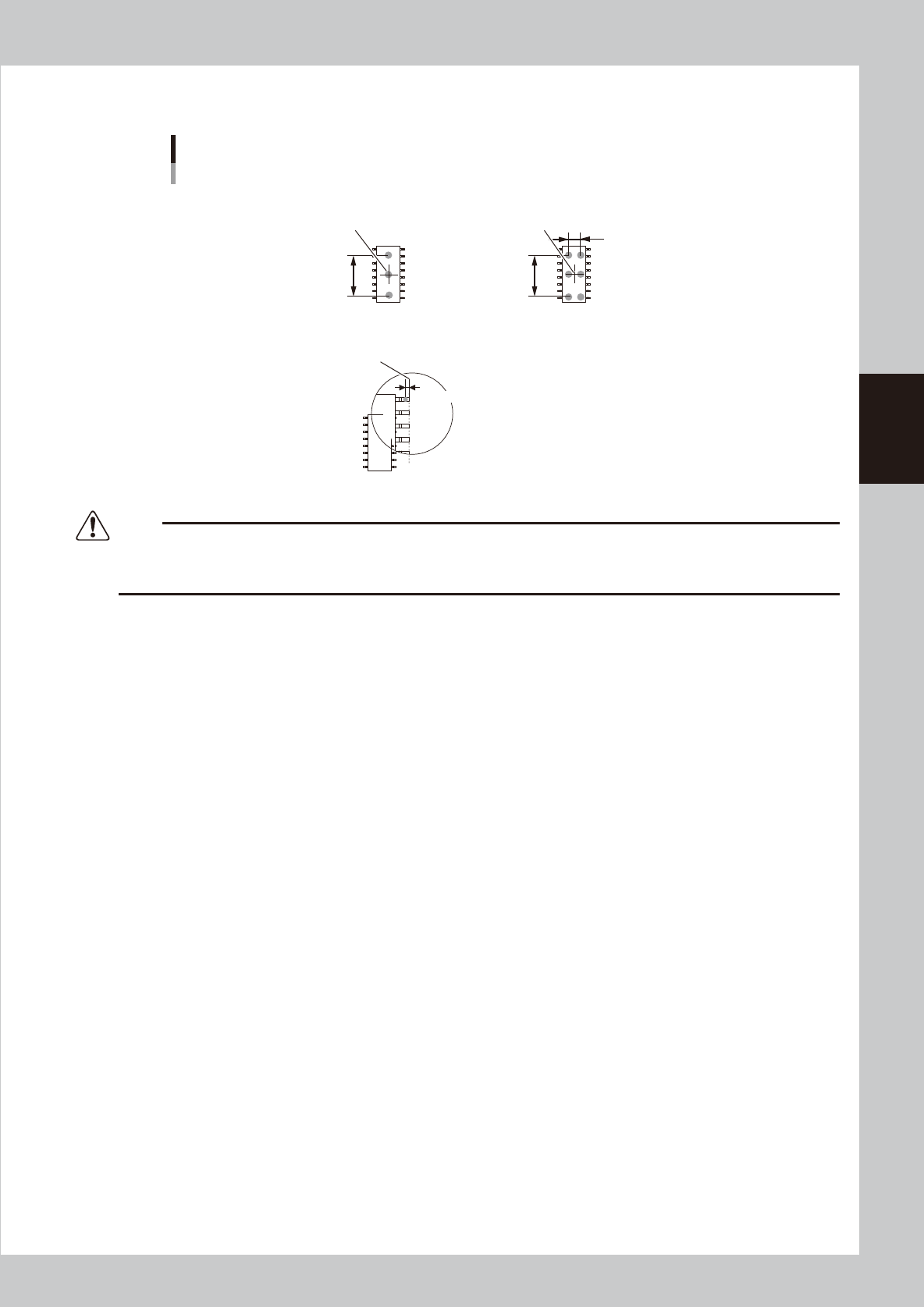
■点胶参数
SOP的点胶参数
■贴片胶2点型点胶嘴
(点3次)
Y方向
点胶范围
元件中心
由2点型点胶嘴
的间距决定
引脚前端位置
■焊锡膏1点型点胶嘴
基准位置(0.00)
基准位置X
■贴片胶1点型点胶嘴
(点3次)
元件中心
Y方向
点胶范围
65327-N7-00
注意
· 使用焊锡膏时,必须使用焊锡膏专用的点胶嘴 ( 特别定制 )。
· 使用焊锡膏在 SOP 的位置上点胶时,如果只在各引脚处点 1 次可能会出现胶量不足的现象。
· 使用焊锡膏在 SOP 的位置上点胶时,如果引脚间距不满 0.8mm,可能会出现无法点胶的现象。
3-44
3
基
板
程
序
的
创
建
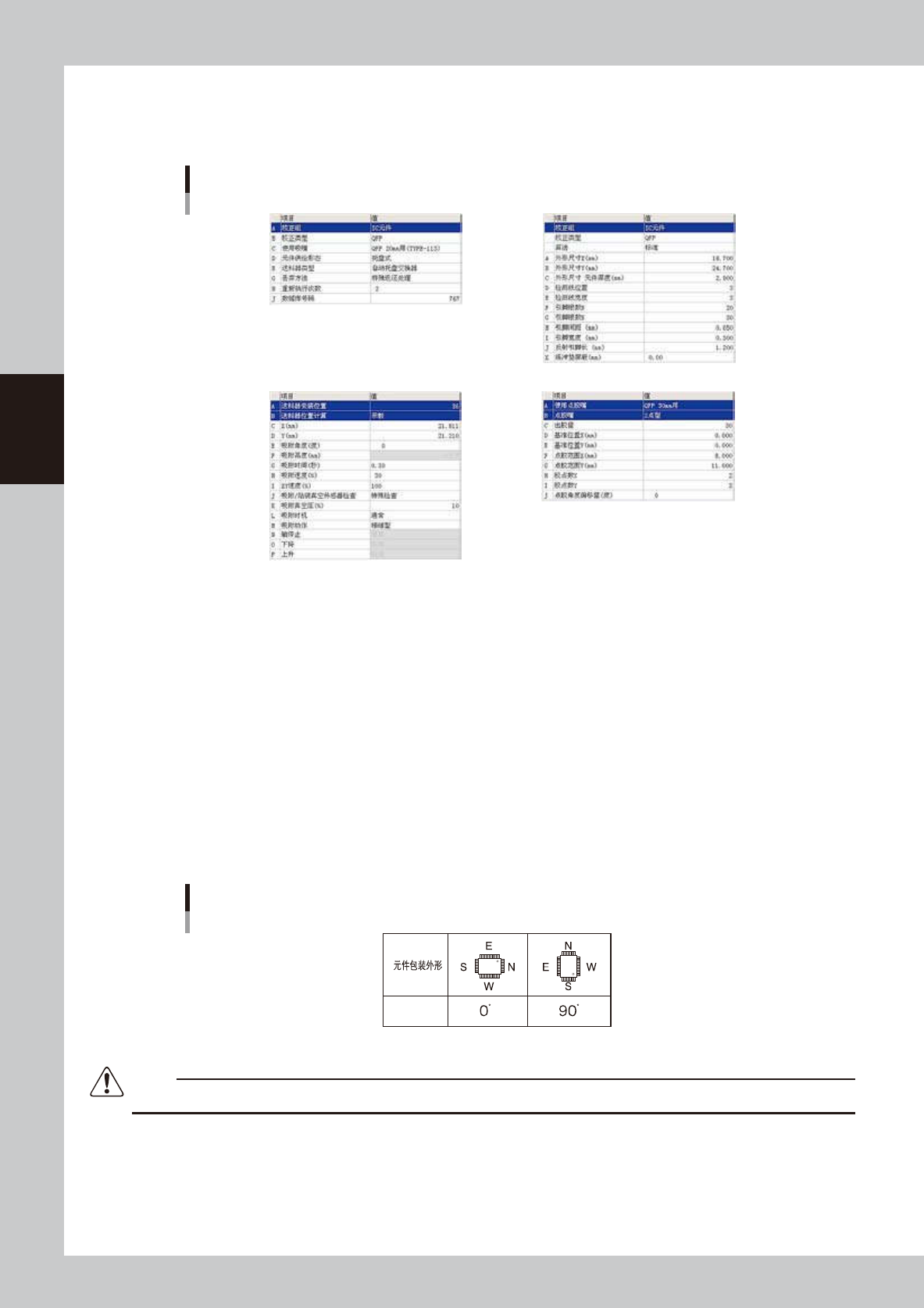
4.3.3 QFP
下面,以下图为例介绍 QFP 的参数。此处未介绍的参数,请参阅本章“4.2芯片元件”的说明。
QFP元件的参数例
基本
吸料
形状
点胶
66327-F7-00
■基本参数
A: 校正组
设置为“IC 元件”。
B: 校正类型
设置为“QFP”。
■吸料参数
E: 吸附角度
输入贴装头在送料器上方吸附元件时的旋转角度。此设置决定识别元件时的元件方向 ( 识别基准 )。
一般,元件包装外形的横方向长 ( 封装部的横方向 ) 时设置为 0 度 ;竖方向长时设置为 90 度。
参照下表输入正确的吸附角度。
QFP的吸附角度
吸附角度
65328-N7-00
注意
吸附角度参数会影响识别基准与贴装角度。必须注意元件包装外形横方向长时的 0 度与 180 度,竖方向长时的 90 度与 -90 度的区别。