CUN7142110_YSD User's_C点胶机.pdf - 第329页
3-13 3 定 期 保 养 项 目 4 . 4 . 2 传 送 带 的 更 换 如 果 传 送 带 已 被 磨 损 , 必 须 更 换 。 下 面 , 介 绍 更 换 传 送 带 的 方 法 。 按 紧 急 停 机 按 钮 。 为 保 障 作 业 安 全 , 务 必 将 点 胶 机 置 于 紧 急 停 机 状 态 。 放 松 传 送 带 。 1 . 用 记 号 笔 在 张 紧 轮 的 位 置 作 上 记 号 。 2 . 用…
3-12
3
定
期
保
养
项
目
4.4 基板传送部的点检
4.4.1 传送带的点检与清洁
必须定期点检传送带是否已被磨损。传送带传送面被磨损可引起滑带,导致无法稳定地传送基板。因此,建议定
期对传送带的磨损状态进行检查。此外,由于传送带被磨损导致磨损粉在传送装置传感器受光面堆积,引起误检测,
磨损粉在传送带导槽内积存则可能引起传送带传送不动等故障发生。
将传送宽度调至便于操作的宽度。
1. 按 [ 传送宽度 ] 按钮,在“更改后的传送宽度”
栏里输入可伸入工具进行操作的宽度之后,按
[OK] 按钮。传送宽度变为指定的宽度。
2. 按下紧急停机按钮之后,打开安全盖。
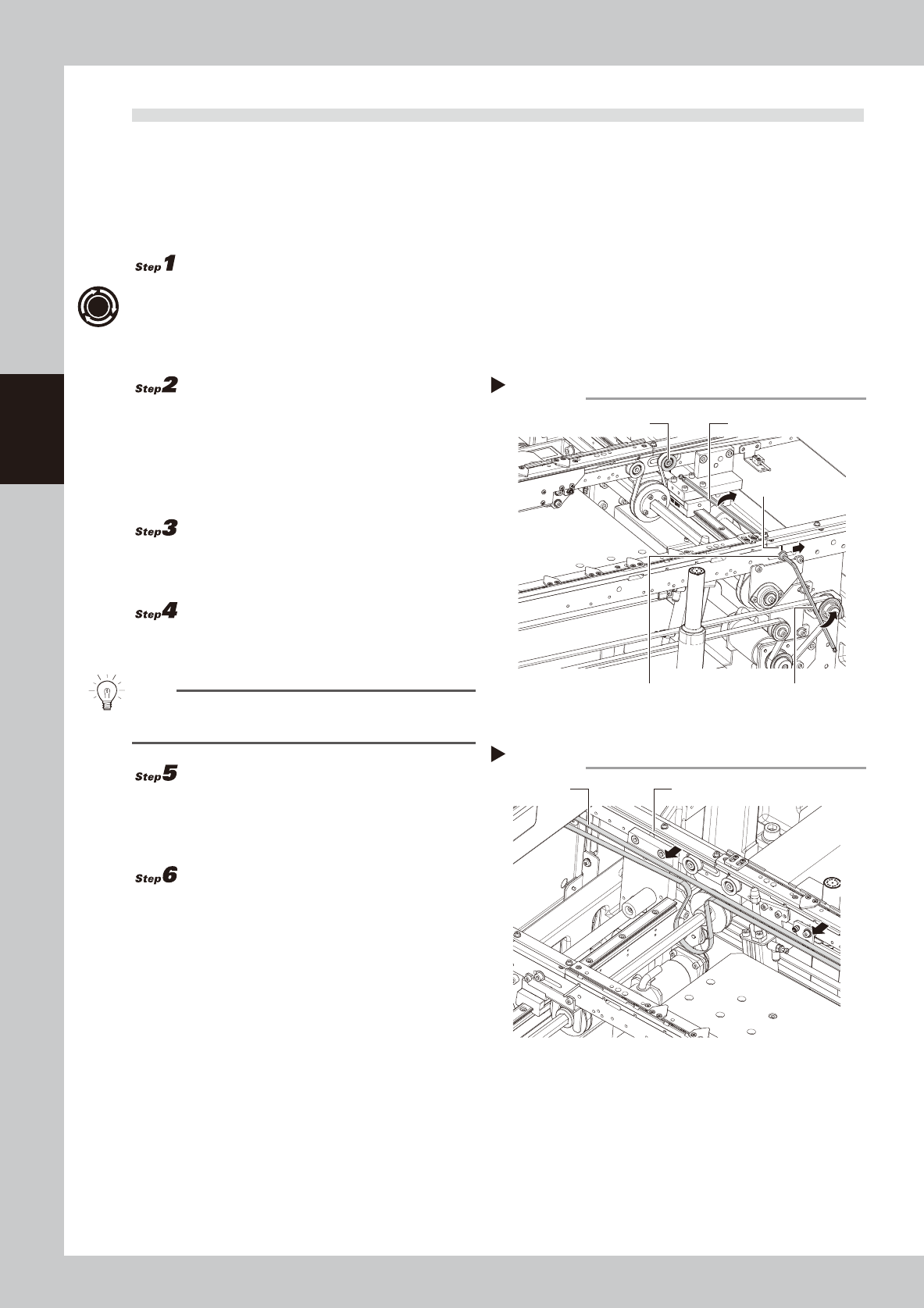
放松传送带。
1. 用记号笔在张紧轮的位置作上记号。
2. 用 4mm、5mm 的六角扳手,拧松拉紧螺栓之后,
将张紧轮移至长孔最边端 ( 松弛方向 ),放松传
送带。
55321-N7-00
取出传送带。
从张紧轮与基板导轨部的传送带凹槽取出传送带。
55322-N7-00
确认传送带传送面是否已被磨损。
确认在 Step3 中取出的传送带的传送面是否已被磨
损。
要点
如果传送面已被磨损,必须更换。请参照后项“4.4.2传送带
的更换”进行更换。
清洁基板导轨部的传送带凹槽和张紧轮、
传动轮。
用吸尘器等吸取传送带凹槽和传感器检测面的磨损
粉。清洁传送带用的张紧轮、传动轮。
将传送带装回原位。
拆卸传送带
Step 2-3
六角扳手(5mm)
记号
六角扳手(4mm)拉紧螺栓
张紧轮
检查传送带并进行清洁
Step 4-5
传送带凹槽
传送带
3-13
3
定
期
保
养
项
目
4.4.2 传送带的更换
如果传送带已被磨损,必须更换。下面,介绍更换传送带的方法。
按紧急停机按钮。
为保障作业安全,务必将点胶机置于紧急停机状态。
放松传送带。
1. 用记号笔在张紧轮的位置作上记号。
2. 用 4mm、5mm 的六角扳手,拧松拉紧螺栓之后,
将张紧轮移至长孔最边端 ( 松弛方向 ),放松传
送带。
55321-N7-00
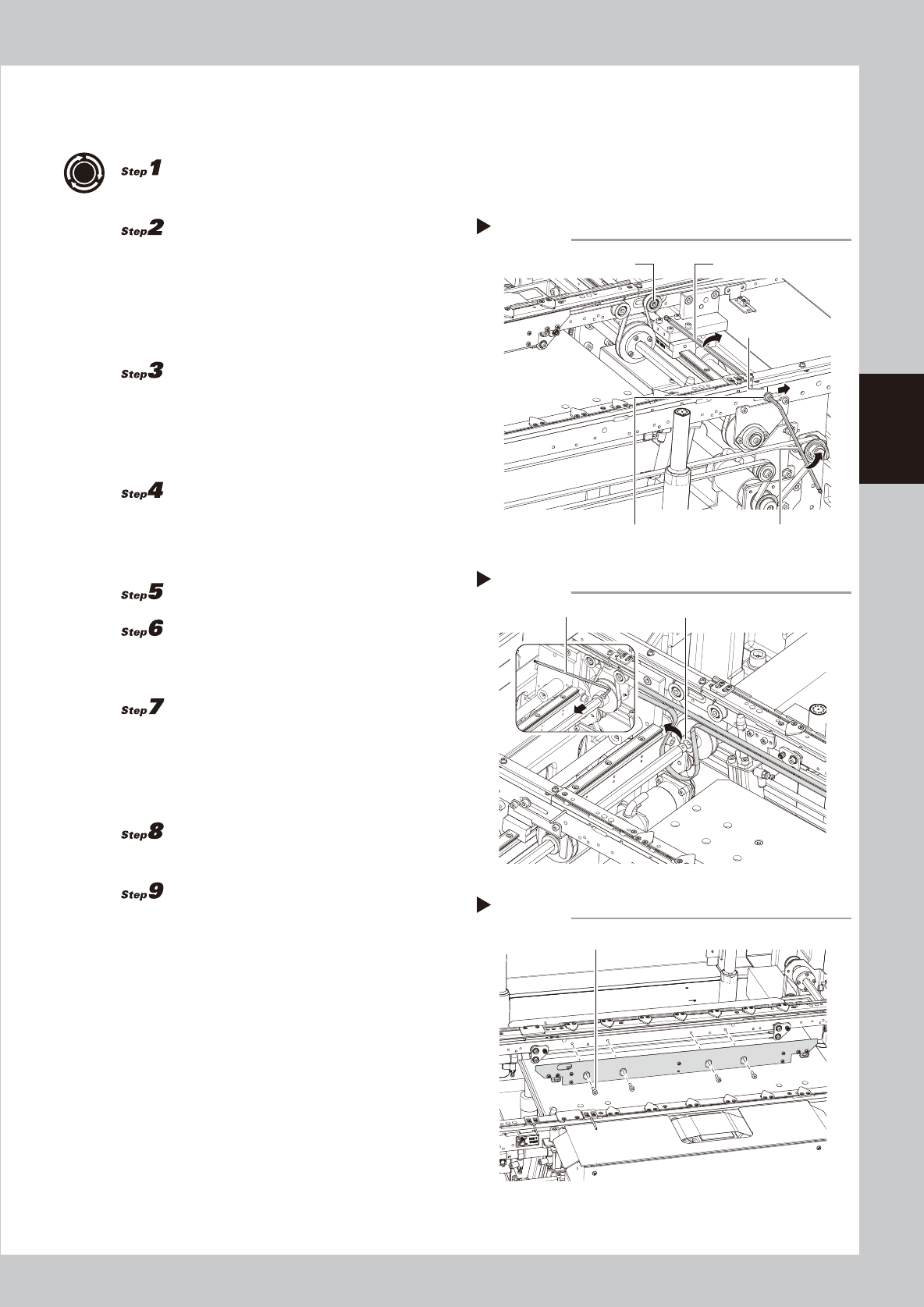
取出传送带。
用六角扳手 (3) 拆下驱动用传动轮的螺栓后,将轴
拔离传动轮。再将传送带从传动轮与轴之间的缝隙
中取出。
55323-N7-00
拆卸基板固定夹。
用六角扳手 (3) 拆下固定基板固定夹的 4 处螺栓之
后,取下基板固定夹。
55324-N7-00
从传送装置上取下传送带。
清洁传送部。
用细软刷或无尘纸清洁传送轨托架与基板导轨之间
的缝隙。
安装新的传送带。
1. 将新的传送带挂在传动轮上暂时定位。
2. 将轴连接到传动轮并安上螺栓。
3. 将张紧轮移至记号位置,边施加张力边拧紧螺
栓。
安装基板固定夹。
将基板固定夹装回原位。
确认传送带的安装状态。
按 [ 装置 ]-“传送装置”选项卡画面的传送带驱动
按钮 ([ 左 ]、[ 右 ] 按钮 ),使传送带转动,确认传
送带的转动状态。
如果传送带的转动不顺畅或过于挠曲时,必须调节
拉紧螺栓的位置,并再次使传送带转动确认状态。
拆卸传送带
Step 2-3
六角扳手(5mm)
记号
六角扳手(4mm)拉紧螺栓
张紧轮
取出传送带
Step 3
六角扳手(3mm) 轴与传动轮之间空出的缝隙
拆卸基板固定夹
Step 4
固定基板固定夹的螺栓
3-14
3
定
期
保
养
项
目
4.5 6 角花键轴的清洁与加油
将传送宽度调至最大。
按生产设计画面的 [ 传送宽度 ] 按钮,选择最大宽
度后,按 [OK] 按钮。
按紧急停机按钮。
为保障作业安全,务必将点胶机置于紧急停机状态。
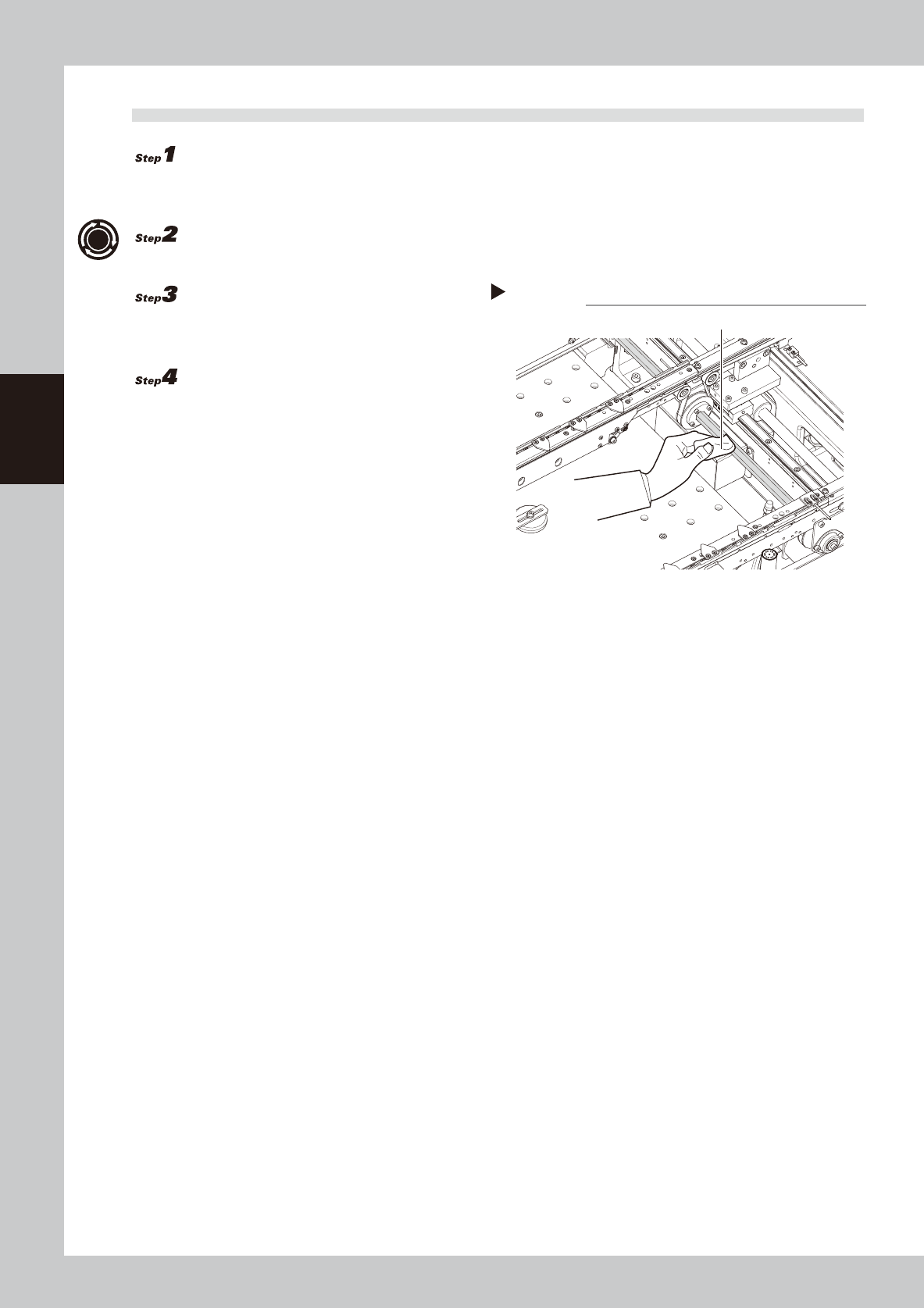
擦拭 6 角花键轴。
用无尘纸擦去 6 角花键轴上的脏污润滑油与尘屑。
553525-N7-00
涂抹润滑油。
用手指在 6 角花键轴表面均匀地涂抹薄薄的一层润
滑油。
清洁6角花键轴
Step 3
无尘纸