CUN7142110_YSD User's_C点胶机.pdf - 第170页
3-73 3 基 板 程 序 的 创 建 9 . 下 降 端 定 时 ( 毫 秒 ) 设 置 Z 轴 从 到 达 目 标 位 置 后 到 开 始 上 升 的时 间 。 如 果 胶 液 未 被 点 在 基 板 上 或 溅 到 周 围 时 , 输 入 时 间 值 会 比 较 有 效 。 使 用 点 胶 后 胶 液 浸 润 基 板 需 要 时 间 的 胶 液 ( 如焊 锡 膏 等 ) 时 , 为 改 善 拉 丝 拖 尾 现 象 可 以…
3-72
3
基
板
程
序
的
创
建
4. 吐胶时机
设置吐胶阀吐胶的动作时机。
可设置为下列 5 种 :XY-GO、XY-POS、Z-DOWN、Z-LOW、Z-UP
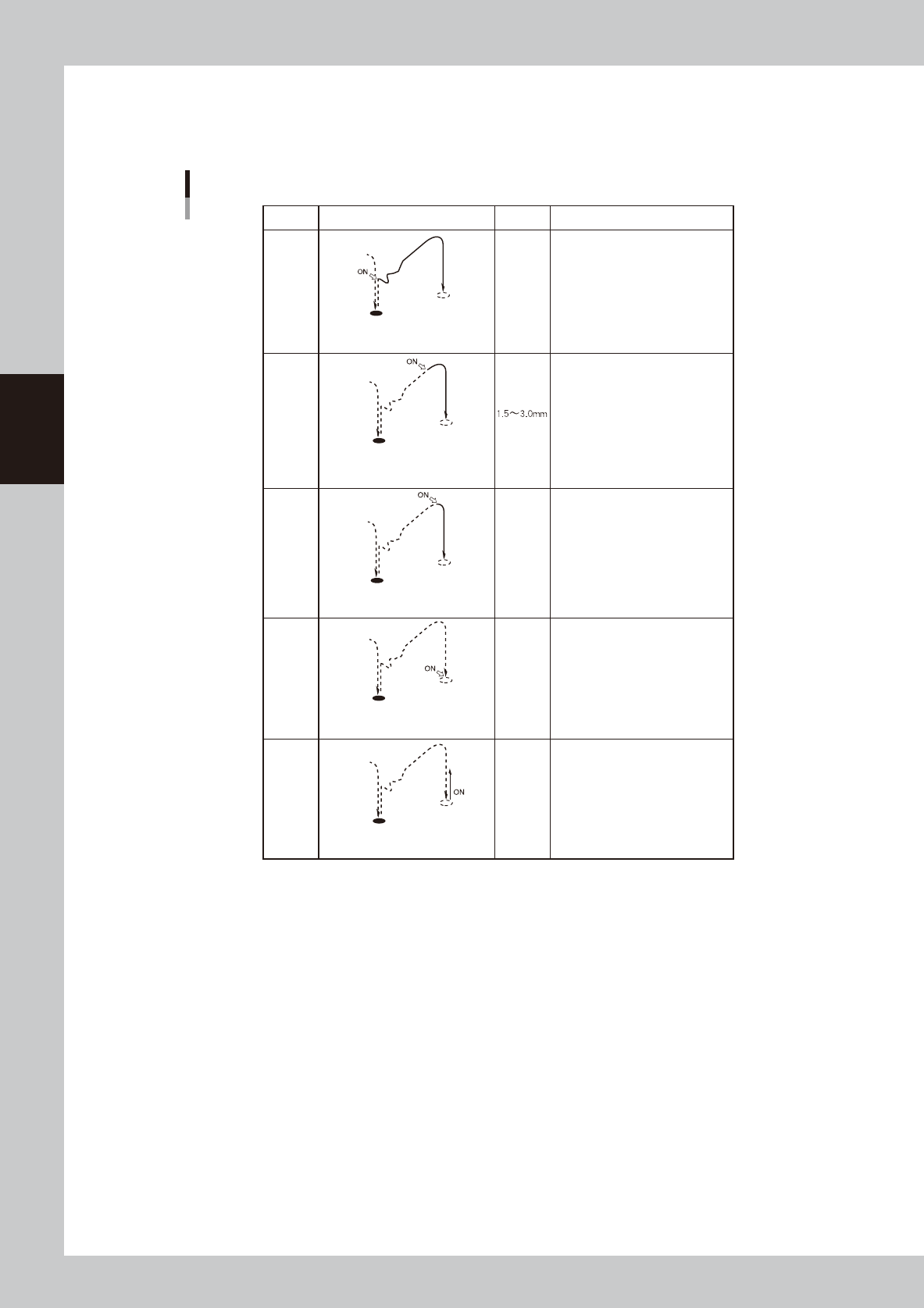
吐胶时机一览
设置 轴的动作 胶点直径 内容
XY-GO
XY-POS
Z-DOWN
Z-LOW
Z-UP
XY轴开始向点胶位置移动的同时,
吐胶阀开始吐胶。
XY轴向点胶位置移动并进入轴的
定位公差范围内后,吐胶阀开始
吐胶。
Z轴向点胶位置下降的同时,吐胶阀
开始吐胶。
Z轴到达点胶位置的同时,吐胶阀
开始吐胶。
Z轴从点胶位置开始上升的同时,
吐胶阀开始吐胶。
1.5mm以下
一般,点胶量少的双孔点胶嘴使用
该设置。
3.0mm以上
3.0mm以上
选择XY-GO时,如果出现因点胶前
点胶嘴前端的胶液晃动导致点胶位
置出现偏差时,选择该设置。
一般,单孔点胶嘴使用该设置。
选择XY-POS时,如果出现因点胶前
点胶嘴前端的胶液晃动导致点胶位
置出现偏差时,选择该设置。
同时还需设置下降端定时参数。
选择Z-DOWN时,如果出现因点胶前
点胶嘴前端的胶液晃动导致点胶位
置出现偏差时,选择该设置。
同时还需设置下降端定时参数。
与极度降低Z轴的速度同时使用,
想要得到高度较高的胶点形状时,
选择该设置。一般不使用。
-
65348-N7-00
5. 吐胶后定时 ( 毫秒 )
设置吐胶阀吐胶之后的时间。因 XY 轴的移动距离导致胶点直径出现偏差时,输入该参数比较有效。
如果使用的贴片胶,因吐胶时间短而导致用同一胶量点的胶点的直径出现偏差时,输入 20 〜 50 毫秒的数值。
6. 确认到位后,点胶头下降
XY 轴移动到位之后,Z 轴开始下降。
7. 下降目标位置 (mm)
设置相对基板面的点胶高度。以基板面为基准,向上为正,向下为负。
输入的基板表面高度值即使非常准确,但因受基板向上或向下翘曲等因素的影响,导致点胶嘴的挡柱与基板的接触发生
不良时,请进行如下设置。
· 如果点胶嘴的挡柱与基板未接触,输入负值。
· 如果点胶嘴的挡柱与基板接触,输入正值。
8. 下降速度 (%)
设置点胶时 Z 轴的下降速度。一般,设置为 100%。如果胶液未被点在基板上而是粘附在点胶嘴周围时,可以放慢下降速度。
3-73
3
基
板
程
序
的
创
建
9. 下降端定时 ( 毫秒 )
设置 Z 轴从到达目标位置后到开始上升的时间。如果胶液未被点在基板上或溅到周围时,输入时间值会比较有效。
使用点胶后胶液浸润基板需要时间的胶液 ( 如焊锡膏等 ) 时,为改善拉丝拖尾现象可以设定为 50 〜 200 毫秒。
10.下降低速侧距离 (mm)
设置 Z 轴下降时在距离基板面多少 mm 的位置将速度降为低速。
11.下降低速侧速度 (%)
设置 Z 轴下降过程中降为低速时的速度。如果胶液未被点在基板上而是粘附在点胶嘴周围时,可以放慢速度。
12.上升目标位置 (mm)
设置点胶后 Z 轴上升时的目标位置。该目标位置是以基板面为基准的高度。输入与下次作业容许高度相同或高于下次作业容
许高度的数值。胶点顶部被点胶头拉向移动方向时,需将目标位置设置得较高。如果高度可以降低,为缩短生产节拍可设置
得较低。
13.上升速度 (%)
设置点胶后 Z 轴的上升速度。该速度是相对于 Z 轴电机最高转速的百分比。如果出现因拉丝拖尾引起的滴胶、飞溅现象时,
可以放慢速度。如果点胶嘴完全与基板接触仍出现拉丝拖尾现象时,可以边降速边试,每次降 10% 左右。
14.上升端定时 ( 毫秒 )
设置 Z 轴点完胶后至上升端 XY 轴开始移动的时间。
对容易出现拉丝拖尾现象,且没有必要放慢上升速度的胶液,输入 30 〜 100 的数值,可以避免发生拉丝拖尾现象。
15.上升低速侧距离 (mm)
点胶后,Z 轴上升,在到达目标位置之前,将速度降为低速。此参数就是设置降为低速时的高度。该高度是以基板面为基准
的高度。
16.上升低速侧速度 (%)
点胶后,Z 轴上升,在到达目标位置之前,将速度降为低速。此参数就是设置降为低速时的速度。该速度是相对于 Z 轴电机
最高转速的百分比。如果出现因拉丝拖尾引起的滴胶、飞溅现象时,可以放慢速度。
17.下次作业容许高度 (mm)
设置点胶后 Z 轴上升时,XY 轴可以移动的高度。该高度是以基板面为基准的高度。如果基板上有高出基板面的元件等障碍
物时,输入高出该障碍物 1mm 以上的数值。如果出现因拉丝拖尾引起的滴胶、飞溅现象时,可以与上升速度参数同时使用,
将此处的高度设置得较高。此处的设置如果不适当,点胶嘴可能会与基板上的障碍物发生碰撞。
胶点顶部被点胶头拉向移动方向时,需将目标位置设置得较高。如果高度可以降低,为缩短生产节拍可设置得较低。
18.备注
输入与点胶动作流程相关的记录。
19.吐胶脉冲宽度 ( 毫秒 )
一般设置为 0。
20.吐胶脉冲间隔 ( 毫秒 )
一般设置为 0。
3-74
3
基
板
程
序
的
创
建
7.创建正式点胶信息
在点胶信息中设置点胶位置坐标、胶量等与点胶相关的信息。
7.1 点胶扩展
利用元件的贴装信息与元件信息的点胶参数,进行点胶扩展,可以自动生成正式点胶数据。
下面,介绍点胶扩展的方法。
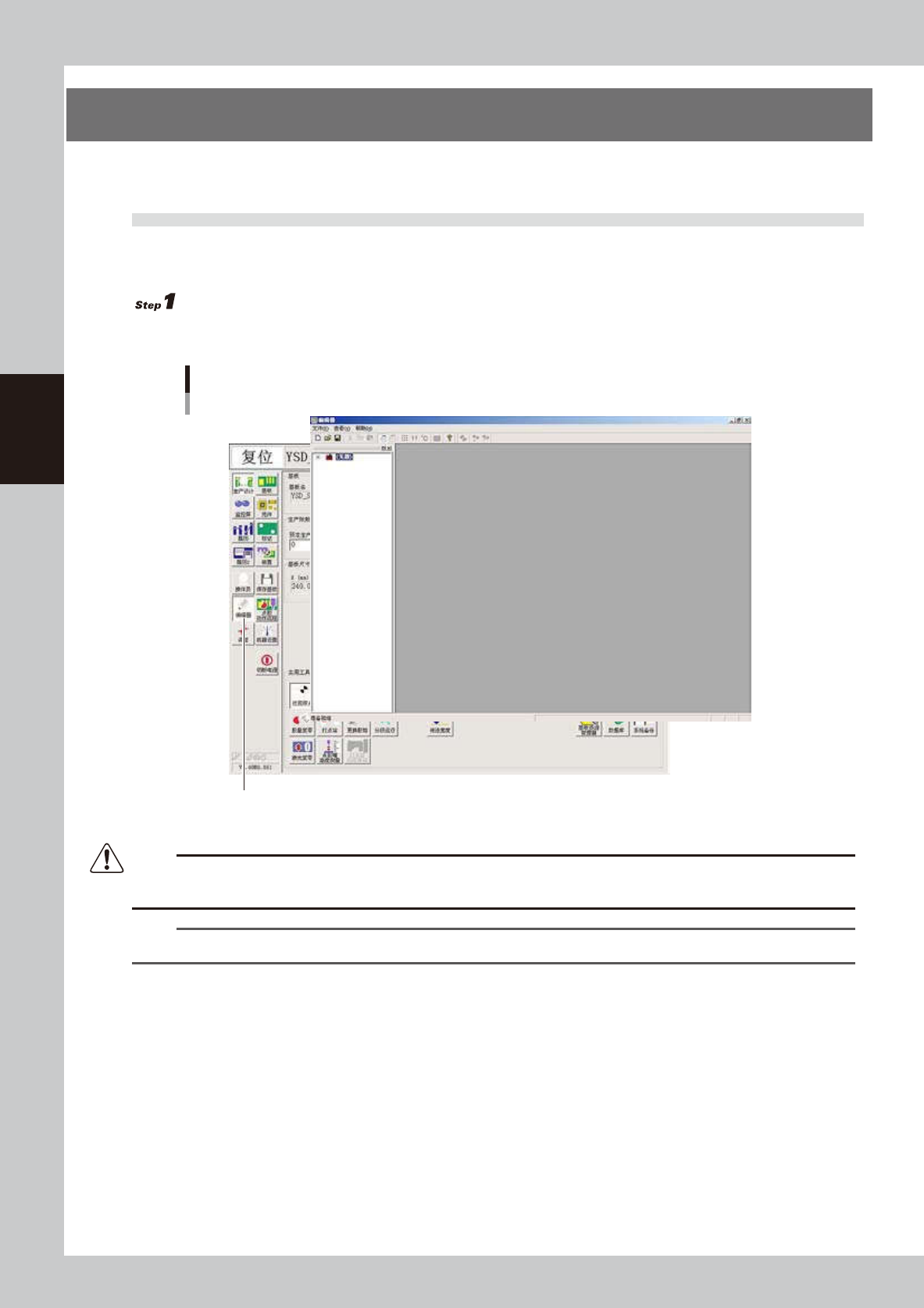
启动编辑器。
按生产设计画面的 [ 编辑器 ] 按钮,打开编辑器画面。
启动编辑器
按[编辑器]按钮
66346-N7-00
注意
正在编辑的文件无发进行点胶扩展。
想要进行点胶扩展的基板程序如果正在编辑,必须先保存基板程序,再进行点胶扩展。扩展完后,再重新打开基板程序进行编辑。
参考
关于编辑器画面的构成,请参阅后述第 5 章“1.2编辑画面的构成”。