HM520_Administrator∏s_Guide(Chi_Ver1.1).pdf - 第543页
13-35 系统设置 < 回归时间 > 编辑框 汽缸不动作时检测切刀的传感器 称为 Release Pos ition Sensor 。 要求切刀回归原来位置的命令 [Releas Comma nd] 被传输到料带切刀后汽 缸回到原来位置时, Release Positioon Sensor 检测到切刀 时所需要的时间 称为 Release Time 。 如果 Release Position Sensor 没有在此处设…
13-34
Cutting-edge Modular Mounter HM520 Administrator's Guide
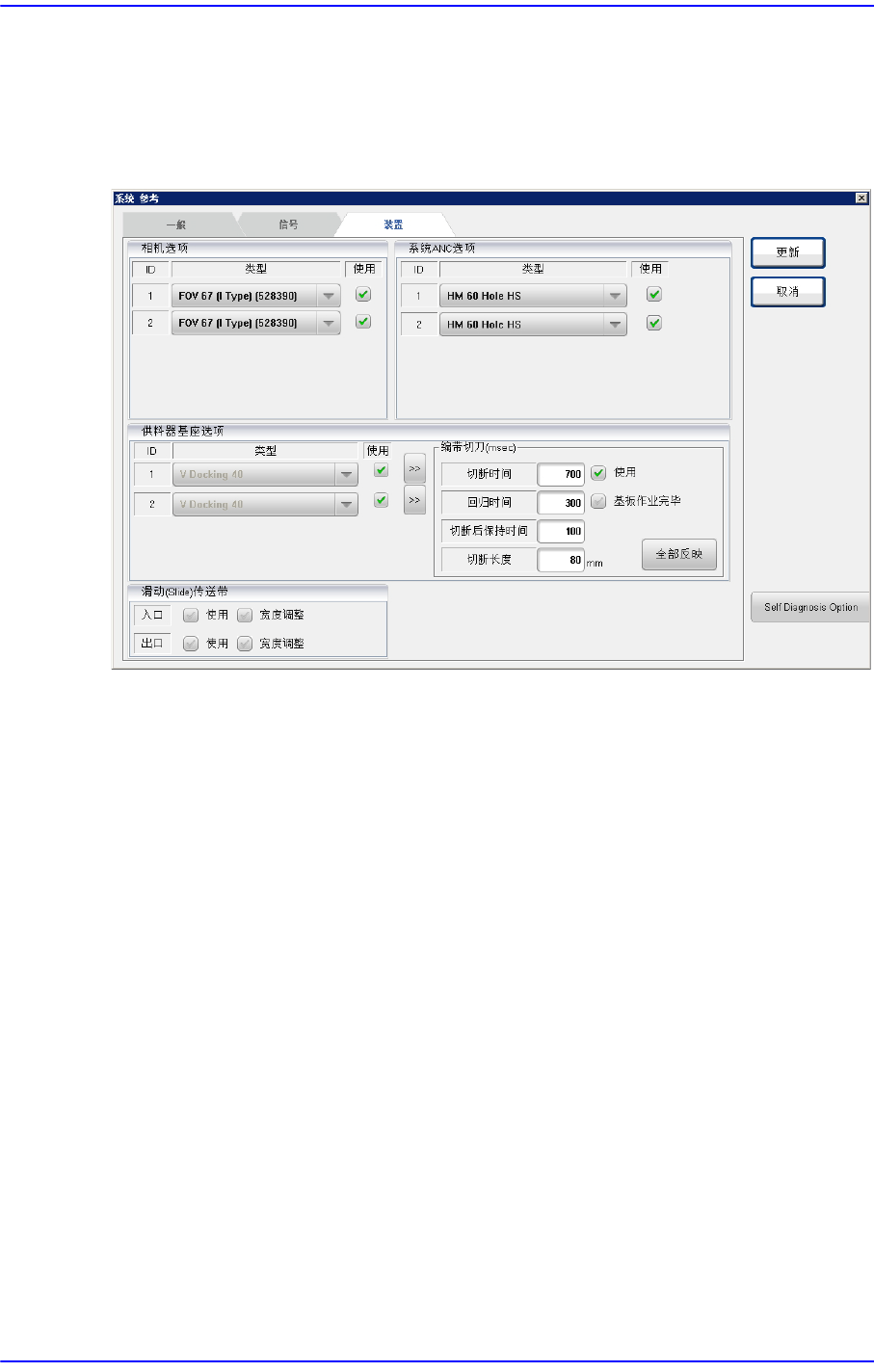
13.5.3. 装置
设定ANC,照相机的使用与否,设定视觉系统能使用的参数。选择此按钮时显示如
下的画面。
图
13.13 “
装置
”TAP
对话框
<系统向上 / LSO相机> 领域
设定设备中使用的固定相机的使用与否后选择 Type。使用相应的固定相机时,
选择校验盒。
<系统 ANC 选项> 领域
设置在设备中要使用的ANC使用与否后在组合框选择相应的类型。
<供料器底座系统选项> 领域
选择设置在设备的Feeder Base的Type。
<供料器底座1料带刀刃(msec)> 领域
可以针对安装在设备上的料带切刀的动作进行设定。
< 切断时间>编辑框
剪切料带乙烯膜的切刀由汽缸驱动。汽缸动作完毕后检测切刀的传感器
称为Cutting Positon Sensor。
要求剪切料带乙烯膜的命令[Cutting Command]被传输到料带切刀后汽
缸进行动作,到Cutting Positioon Sensor 检测出来时所需要的时间称为
Cut Time。
如果Cutting Position Sensor没有在此处设定的时间内检测到切刀,则判
定为发生错误。
13-35
系统设置
<回归时间>编辑框
汽缸不动作时检测切刀的传感器称为Release Position Sensor。
要求切刀回归原来位置的命令 [Releas Command]被传输到料带切刀后汽
缸回到原来位置时,Release Positioon Sensor检测到切刀时所需要的时间
称为Release Time。
如果Release Position Sensor 没有在此处设定的时间内检测到切刀,则判
定为发生错误。
<切断后的待机时间>编辑框
汽缸动作并且由切刀完成了料带乙烯膜的剪切动作后,把要求切刀回归
原来位置的命令传输给切刀之前的延迟时间(Delay)。
<切断长度>编辑框
把要求元件卷盘的料带乙烯膜长度达到此处设定的长度时予以切断的命
令传输给切刀。
<使用> 复选框
如果需要使用安装在设备上的料带切刀,则圈选该复选框。
<基板作业完毕>复选框
通常以<切断长度>编辑框上设定的长度为基准切断料带。
根据需要而圈选该复选框时,将在完成了针对PCB 的装贴作业后可以执
行料带的剪切作业。
但,这会对料带喂料器的元件供应造成影响而提高元件废弃率,因此这
里不推荐。
<全部反映> 按钮
把设定的一切内容适用于安装在设备上的一切料带切刀。
<滑动(Slide)传送带>领域
在设备的左、右侧面安装了滑动(Slide)传送带时选择。
警 告 非指定的操作人员改变设置状态会导致设备损伤及人员受伤。非
指定的操作人员绝不可以任意改变设置状态。
13-36
Cutting-edge Modular Mounter HM520 Administrator's Guide
13.6. 装置(Device) [F10]
管理有关带式, 杆式, 吸嘴的数据。
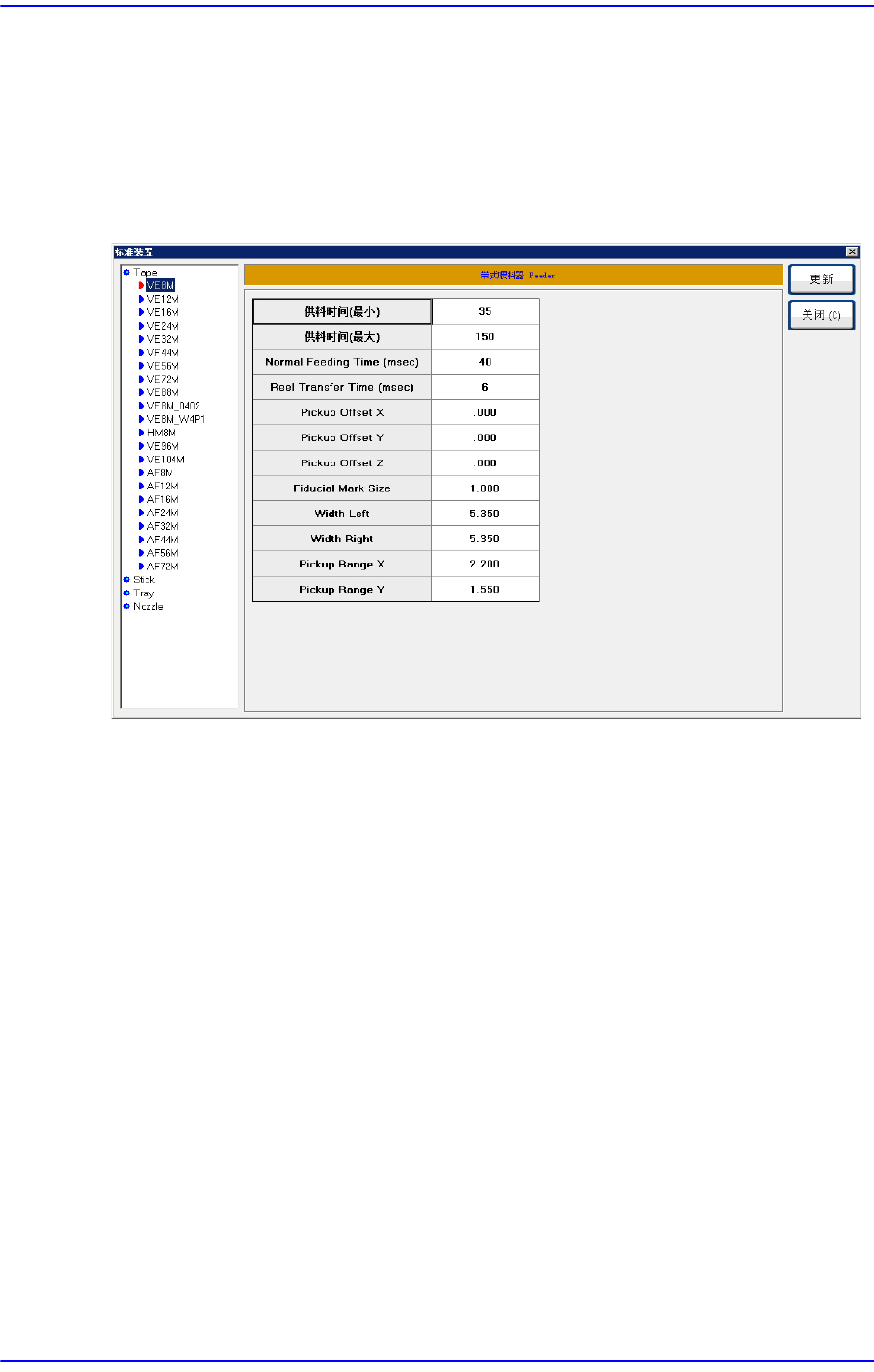
13.6.1. Tape Feeder
图
13.14 “
标准装置
-
带式
”
对话框
目录箱
选择将要设定的装置。 以上画面画面为在装置目录选择“ 带式” 的情况。
设定有关带式喂料器的数据。
<定时(兆秒)> 领域
<供料时间(最小)> 编辑框
可以设定带式供料器供应一次元件所花费的时间。小于该设定值时将发出警
告。
<供料时间(最大)> 编辑框
可以设定带式供料器供应一次元件所花费的时间。大于该设定值时将发出警
告。
<Normal Feeding Time (msec)> 编辑框
可以设定带式供料器供应一次元件时通常花费的时间。
<reel Transfer Time (msec)> 编辑框
可以设定卷轴为了从带式供料器接受元件而移动时所花费的时间。