00197546-03_UM_SiplaceCA-Serie_ZH.pdf - 第323页
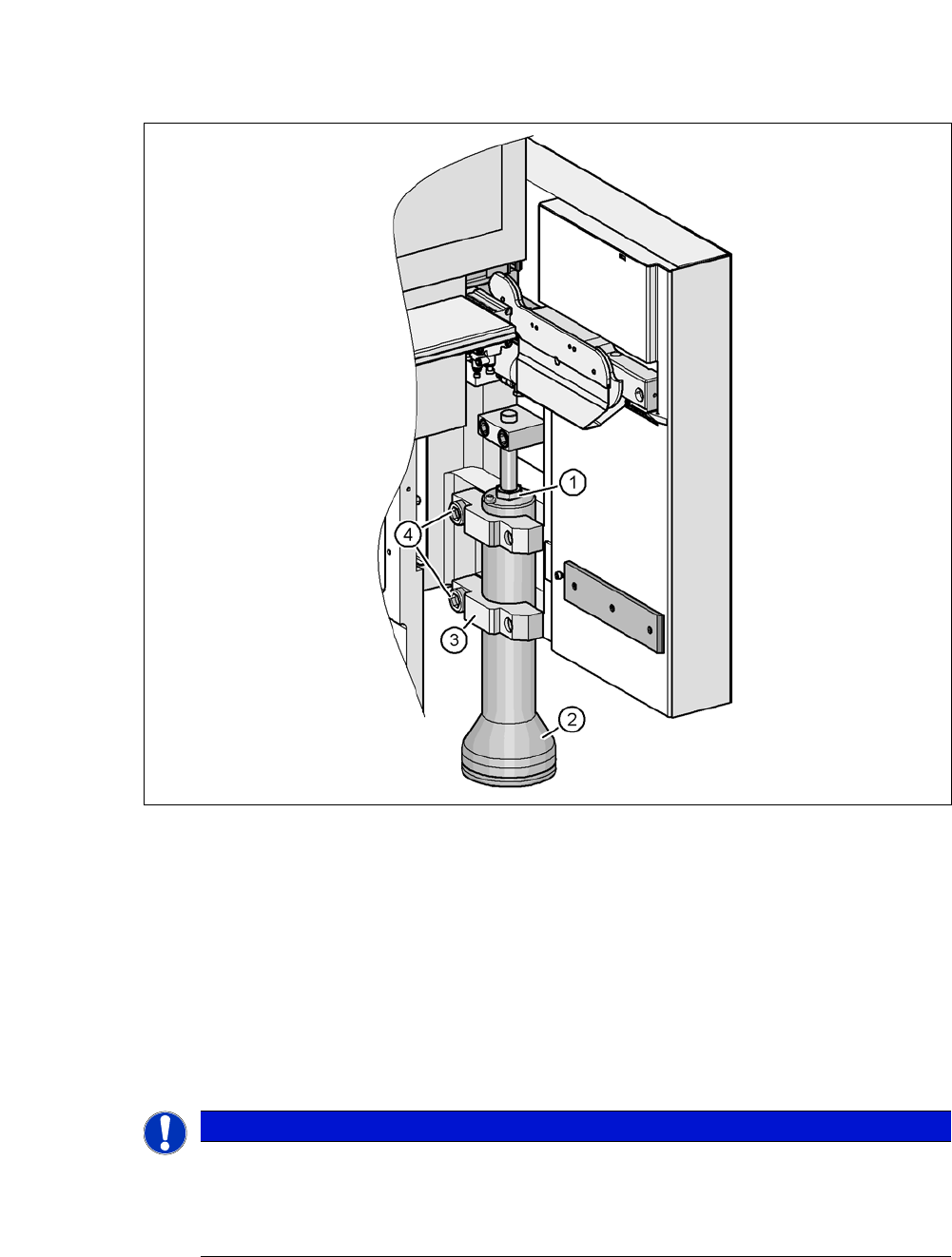
《用户手册》 SIPLACE CA- 系列 5 设置与调试 使用软件版本 SC.708.0 或更新 2014 年 1 2 月版 简体中文 5.5 设置贴片机 323 5 图 5.5 - 27 设置设备外部支脚的 高度 (1) 调节高度的 M24x 2x120 设置螺丝 (2) 设备外部支脚 (3) 夹持片 (4) M24x90 六角套筒螺丝 检查要求的印制板传送导轨高度。 贴片机正确对齐后,使用扭矩扳手拧紧 M24x90 六角套…
5 设置与调试 《用户手册》 SIPLACE CA- 系列
5.5 设置贴片机 使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文
322
5.5.17 贴片机的最终调试
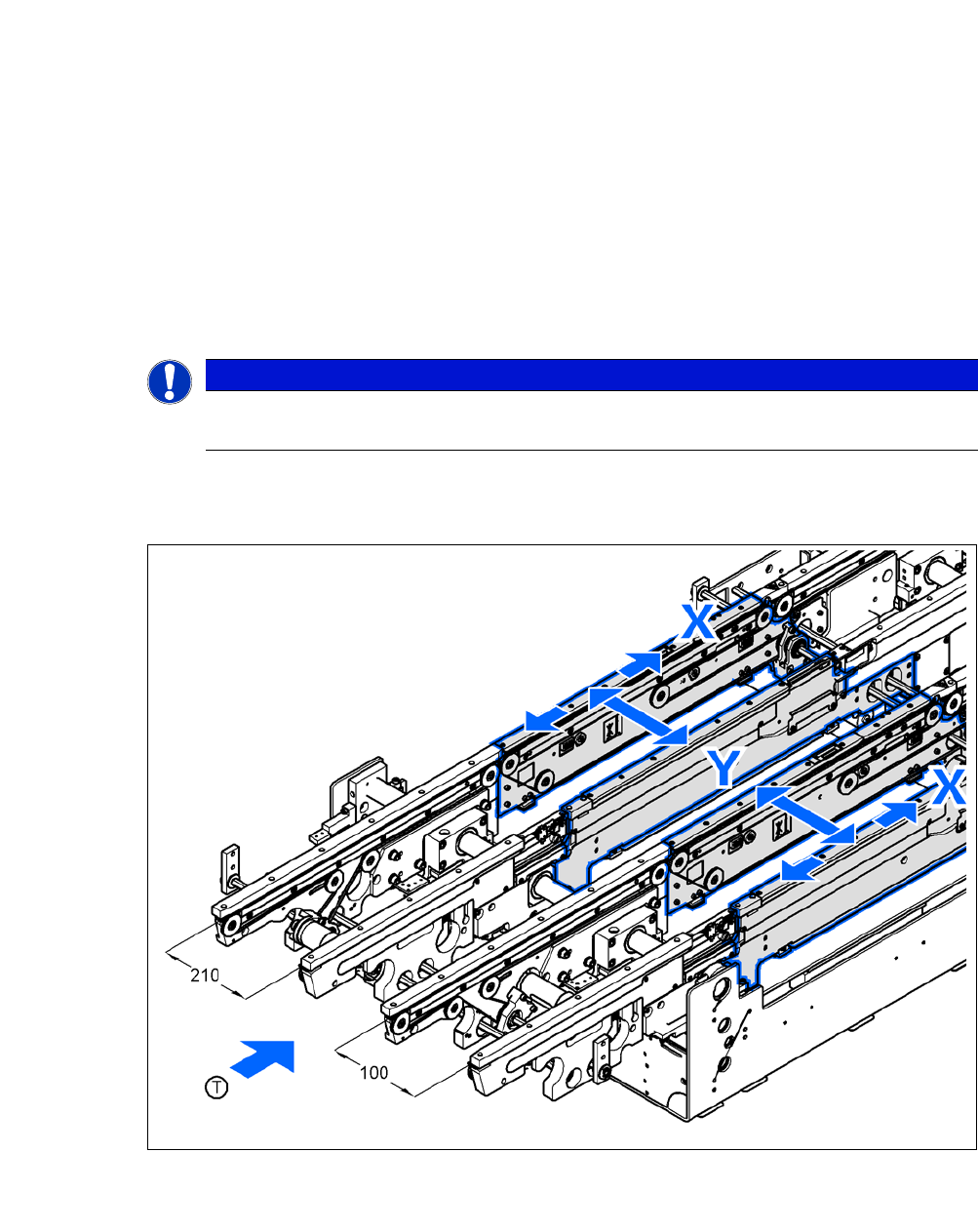
在 1 号贴片区域里将设备水平仪放在传送导轨两侧的 X 和 Y 轴方向 (请参阅图 5.5 - 26
图)。印制板传送导轨的宽度已被预设为:
单传送导轨:210 mm
双传送导轨,1 号通道:100 mm
双传送导轨,2 号通道:210 mm 5
5
测量 PCB 传送导轨带的上边缘与下方的距离。距离应为 800 mm、900 mm、930 mm 或 950
mm。
5
图 5.5 - 26 在 X 和 Y 轴方向调整贴片机
使用 SW36 叉形扳手调整 M24x2x120 设置螺丝(图 5.5 - 27 中的物件 1),这样设备水平仪
内的液体就不会在所要求的传送导轨高度上偏离它的零点位置。
请注意
如果使用了一条双传送导轨,在测量 X 轴方向时,水平仪必须始终摆放在贴片机的
外侧。
《用户手册》 SIPLACE CA- 系列 5 设置与调试
使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文 5.5 设置贴片机
323
5
图 5.5 - 27 设置设备外部支脚的高度
(1) 调节高度的 M24x2x120 设置螺丝
(2) 设备外部支脚
(3) 夹持片
(4) M24x90 六角套筒螺丝
检查要求的印制板传送导轨高度。
贴片机正确对齐后,使用扭矩扳手拧紧 M24x90 六角套筒螺丝 (物件 4),将所有设备外部
支脚 (物件 3)的夹持片夹紧。
5
使用钩形扳手将设备中部支脚拧松约 135 - 145,直到它们牢固着地。
请注意
低拧紧扭矩的振动
拧紧扭矩为 130 Nm。如果您使用了一个更低的拧紧扭矩,贴片机将有可能容易发生振
动。
使用足够高的拧紧扭矩。
5 设置与调试 《用户手册》 SIPLACE CA- 系列
5.5 设置贴片机 使用软件版本 SC.708.0 或更新 2014 年 12 月版 简体中文
324
请确保设备中部支脚没有被拧出太多,否则它们将导致贴片机不平衡。
5
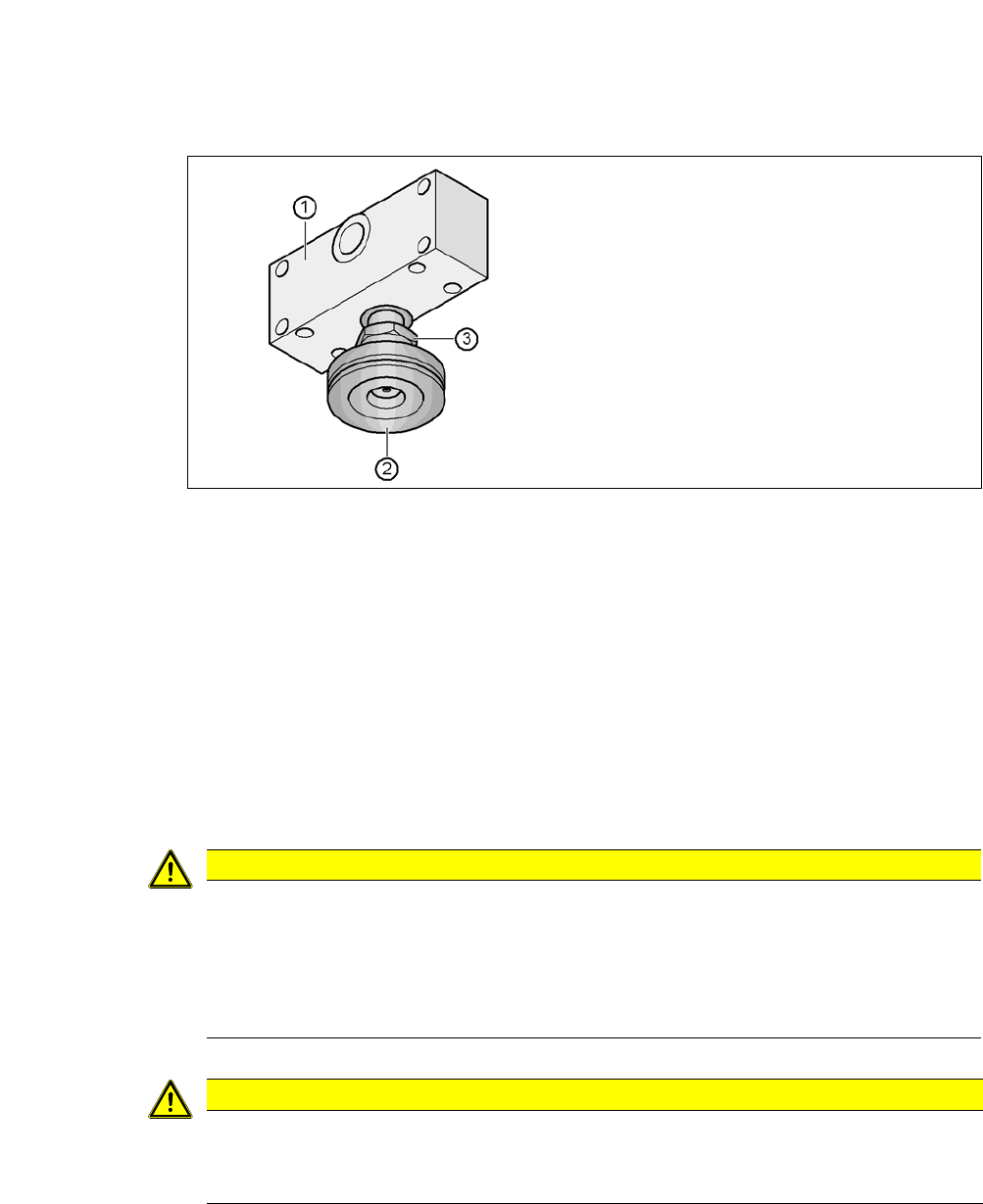
图 5.5 - 28 对齐和锁定设备中部支脚
使用设备水平仪重新检查贴片机的确切对齐情况。
使用尺寸 65 的叉形扳手拧紧 M24 锁定螺母 (物件 3)。
5.5.18 拆除装运支撑架
– 从悬臂轴上拆除所有装运用的支撑架。
5.5.19 去除导轨的防腐蚀保护
在交付前贴片机已用防腐蚀保护剂进行处理。
5
5
(1) 垫块
(2) 设备中部支脚
(3) M24 锁定螺母
谨慎
缩短轴承和导轨的生产寿命!
如果轴上的防腐蚀保护剂与轴承润滑脂混合,会明显降低轴承和导轨的使用寿命。
因此在调试期间首次来回移动贴片机轴时,应该先去掉所有轴和轴承上的防腐保护
物。
使用 《维护说明》中介绍的润滑脂为所有轴和轴承润滑。
谨慎
损坏轴承润滑脂的危险!
酒精会破坏导轨槽中的轴承润滑脂。
在清洁导轨和光栅尺时,请确保没有酒精进入引导推车中。