SI-F130AI_1st_CS.pdf.pdf - 第128页
操作篇 4. 自动生产 4-54 SI-F130AI (4) 確認零件交換條 碼 ( 确认零件交换条形码 ) 设定为 形式 C ( 形式 C) 时 供料器交換 ( ) 零件缺料 ( ) 供料器交換 ( ) 图 4.5.2. 1-9 自動生產- 零件供給狀況 ( 自动生产 -零件供…
操作篇
4. 自动生产
SI-F130AI
4-53
, 交換完成 ( )
供料器交換 ( )
交換完成 ( ) 請關門 ( )
有未交換完成之供料器
(
)
全部交換完成 ( ) , 交換完成 ( )
零件供給狀況 ( ) 供料器交換 (
) 供料器交換 ( )
·使用者层级为维修以上时,即使条形码确认未完全执行,零件也能交换结束。在操作者层级
时,则零件无法交换结束。
注意 :
操作篇
4. 自动生产
4-54
SI-F130AI
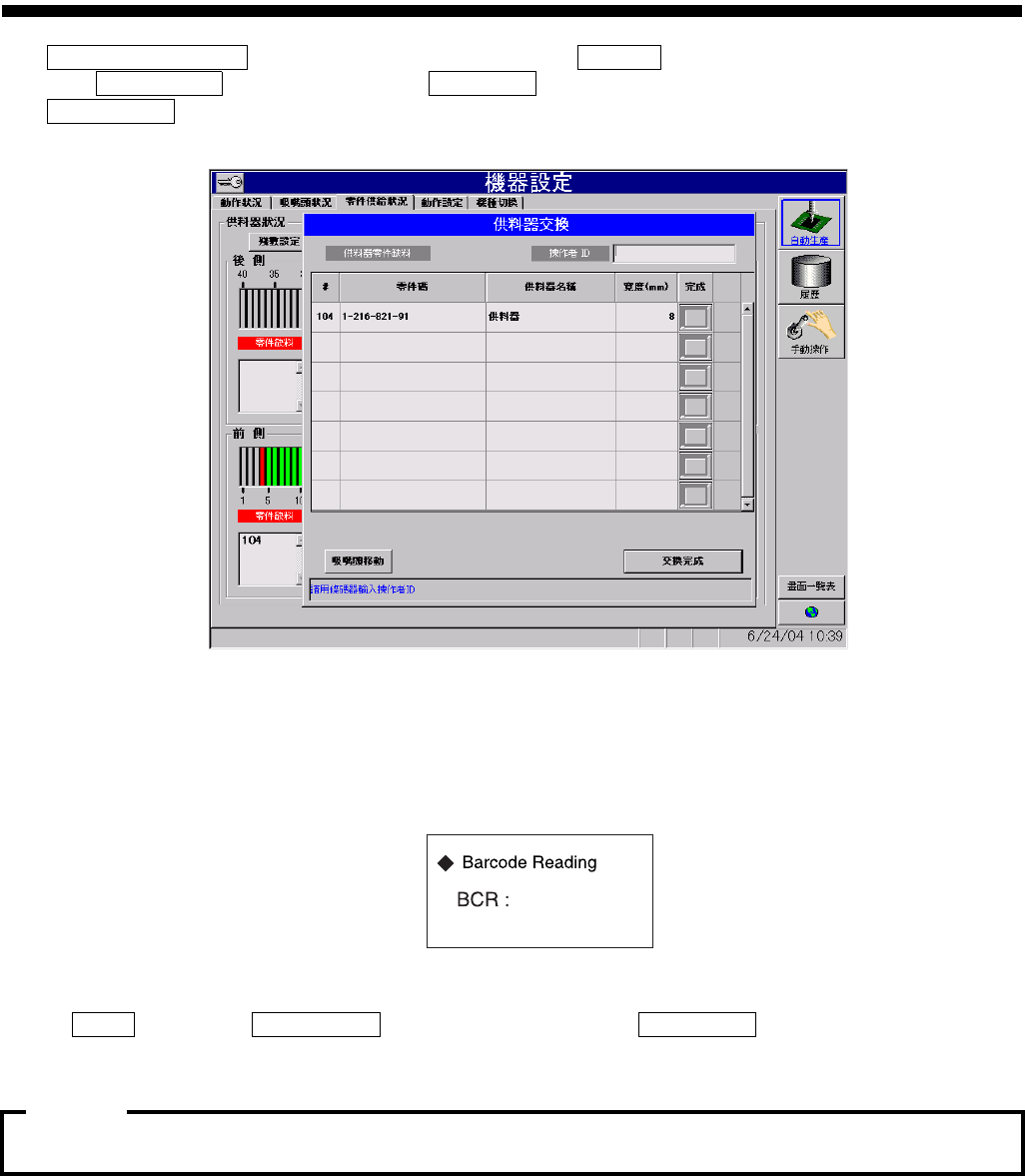
(4) 確認零件交換條碼 ( 确认零件交换条形码 ) 设定为 形式 C ( 形式 C) 时
供料器交換 ( ) 零件缺料 ( )
供料器交換 ( )
图
4.5.2.1-9
自動生產-零件供給狀況
(
自动生产-零件供给状况
)
画面
請用條碼器輸入操作者 ID (
ID) ,
ID
TRG 供料器交換 ( ) 操作者 ID ( ID)
ID
无须由列表上依开始顺序交换
,
请以便捷的顺序作业交换。
注意 :
操作篇
4. 自动生产
SI-F130AI
4-55
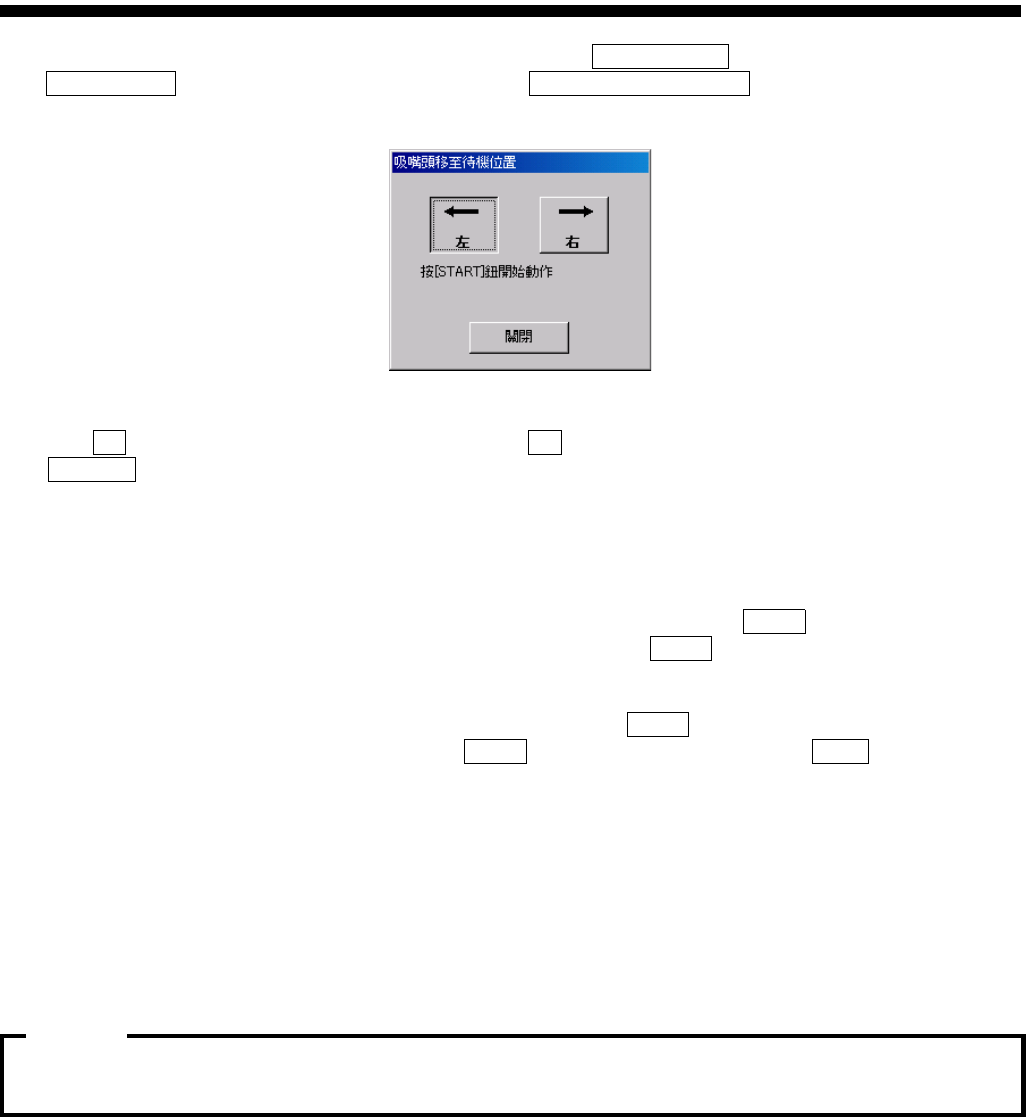
供料器交換 ( )
吸嘴頭移動
( ) 吸嘴頭移至待機位置 ( )
图
4.5.2.1-10
吸嘴頭移至待機位置
(
吸嘴头移至待机位置
)
对话框
左 ( ) 右 ( )
START
SI-F130AI
TRG ,
TRG
TRG ,
TRG 完成 ( )
零件碼不一致
( ),
序列碼相同。請再次讀取交換後
之零件碼。
( )
前侧·后侧的供料器无法同时交换。前后两侧需要交换供料器时,须单侧的交换作业结束后,
再执行相反侧的交换作业。
注意 :