SI-F130AI_1st_CS.pdf.pdf - 第541页
保养篇 2. 维修检查 SI-F130AI 2-83 (3) C/V 驱动正时 (2-8 页 No .2) 的皮带交换方 法 ( 固定 侧 ) 轨道中使用的 8 根皮带中,对 2-8 页上显示的 No.2 皮带交换方法进行了 说明。 仅 No.2 皮 带的交换方法不同。 [ 作业顺序 ] 1. 用六角扳手卸下 5 个安装螺丝, 从轨道铸件上卸下铝 框。 NO .2 皮带 马达 卸下铝框 驱动滑轮 轨道铸 件 安装螺丝 铝框
保养篇
2. 维修检查
2-82
SI-F130AI
ii
)搬出搬入 C/V 皮带 ( 移动、固定侧 )
[
作业顺序 ]
1.
用前端有大 的螺丝刀,旋松张力滑轮。
2. 皮带交换时交换皮带。
3. 反复确认皮带安装到了滑轮沟里,移动张力滑轮加适当张力,拧紧张力滑轮。
iii)装着轨道皮带 ( 移动、固定侧 )
[
作业顺序 ]
1.
旋松 2 处张力板的固定螺丝。
2. 交换皮带时更换皮带。
3. 盖上张力板,加适当张力拧紧张力板固定螺丝。
4. 这时, ii) 所说明的搬入搬出 C/V 皮带的张力的松弛,一定按 ii) 的要领适当调整搬入搬出
C/V 皮带的张力。
张力滑轮
放松侧
拉紧侧
装着输送皮带
张力板
搬出搬入
C/V 皮带
保养篇
2. 维修检查
SI-F130AI
2-83
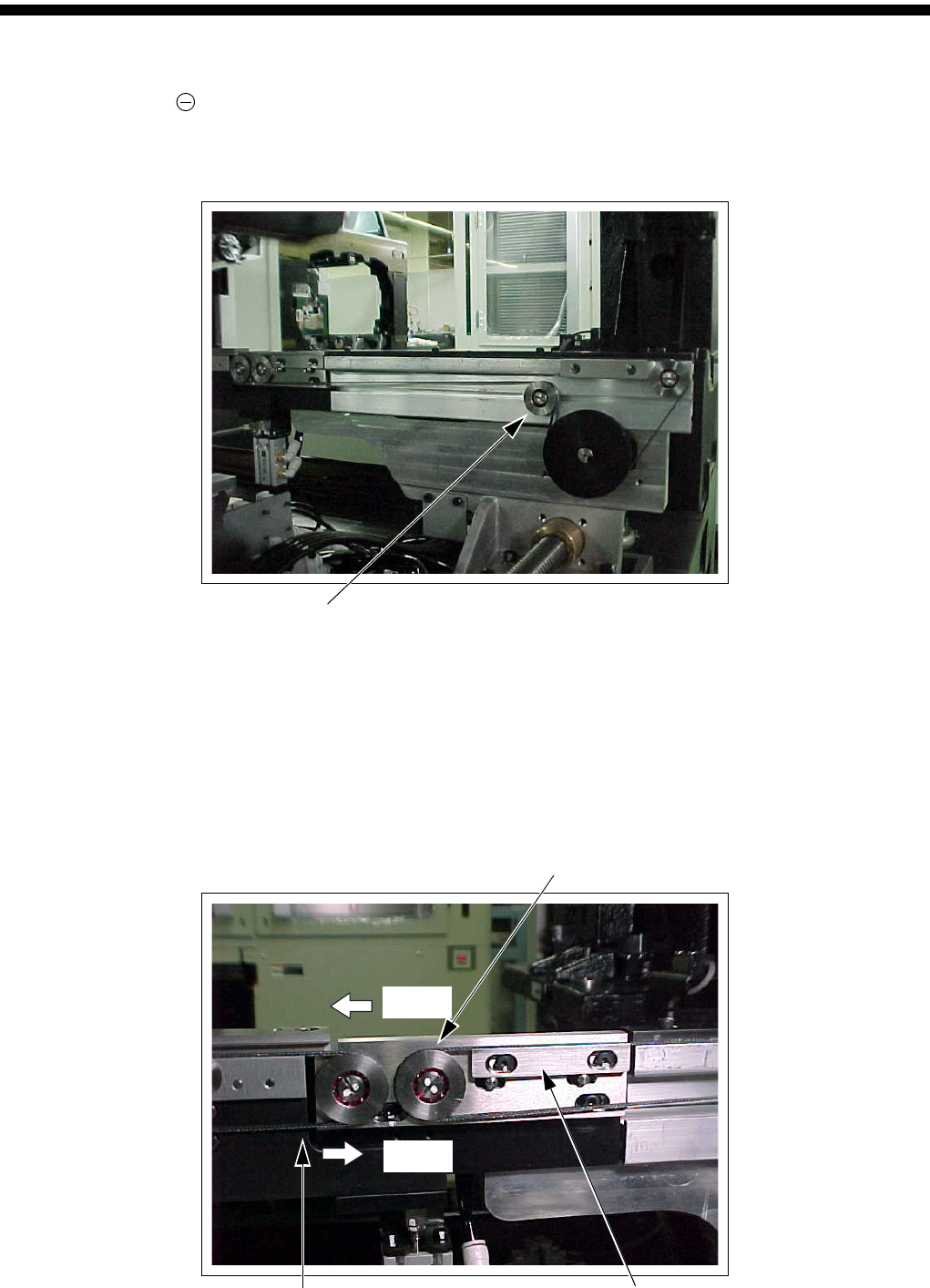
(3) C/V 驱动正时 (2-8 页 No.2) 的皮带交换方法 ( 固定侧 )
轨道中使用的 8 根皮带中,对 2-8 页上显示的 No.2 皮带交换方法进行了说明。
仅
No.2 皮带的交换方法不同。
[ 作业顺序 ]
1.
用六角扳手卸下 5 个安装螺丝,从轨道铸件上卸下铝框。
NO.2 皮带
马达
卸下铝框
驱动滑轮
轨道铸 件
安装螺丝
铝框
保养篇
2. 维修检查
2-84
SI-F130AI
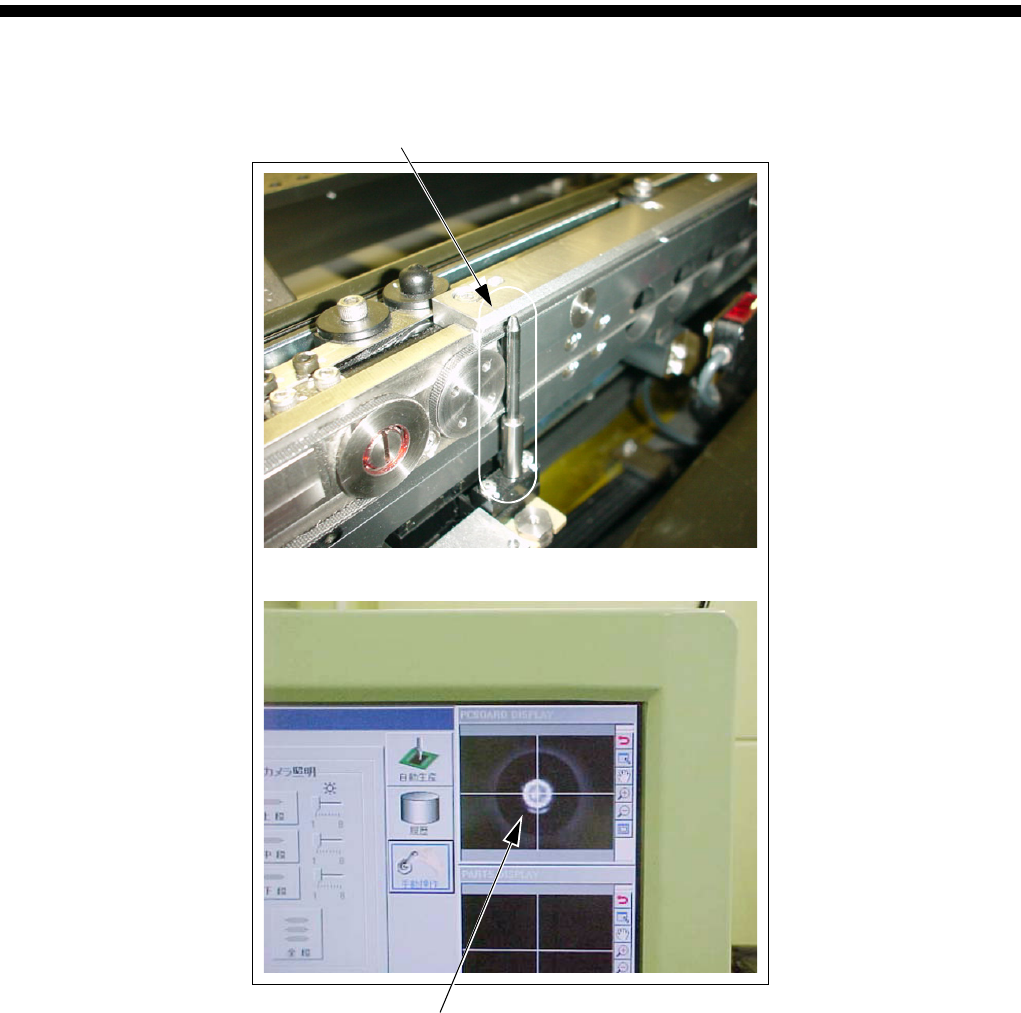
2.
请在手动模式下上升基准针,沿 X-Y 轴方向移动基板相机游标,与基准针中心重合。
若重合了,请不要再动了,用此位置作为基准位置。
基准针
激活基板相机,将 X 、 Y 轴移动到与基准针中心重合。