hdf.pdf - 第72页
HDF 服务手册 4.5 本体部 4.5-3 D45SCC-W 0-100-A0 4.5.2 XY 轴原点调整 轴原点调整 轴原点调整 轴原点调整 Unit No. M 尺寸 e: 1048309200, 1048304100 XL 尺寸 e: 1081807000, 1081804100 4.5.1 更 换 XY 轴电 机 XY 轴 原点 调 整 = 准备 准备 准备 准备 = 1. 聚氯乙烯绝缘带 ► XY 轴原点调整 轴原点调整 …
HDF
服务手册
4.5 本体部
D45SCC-W0-100-A0 4.5-2
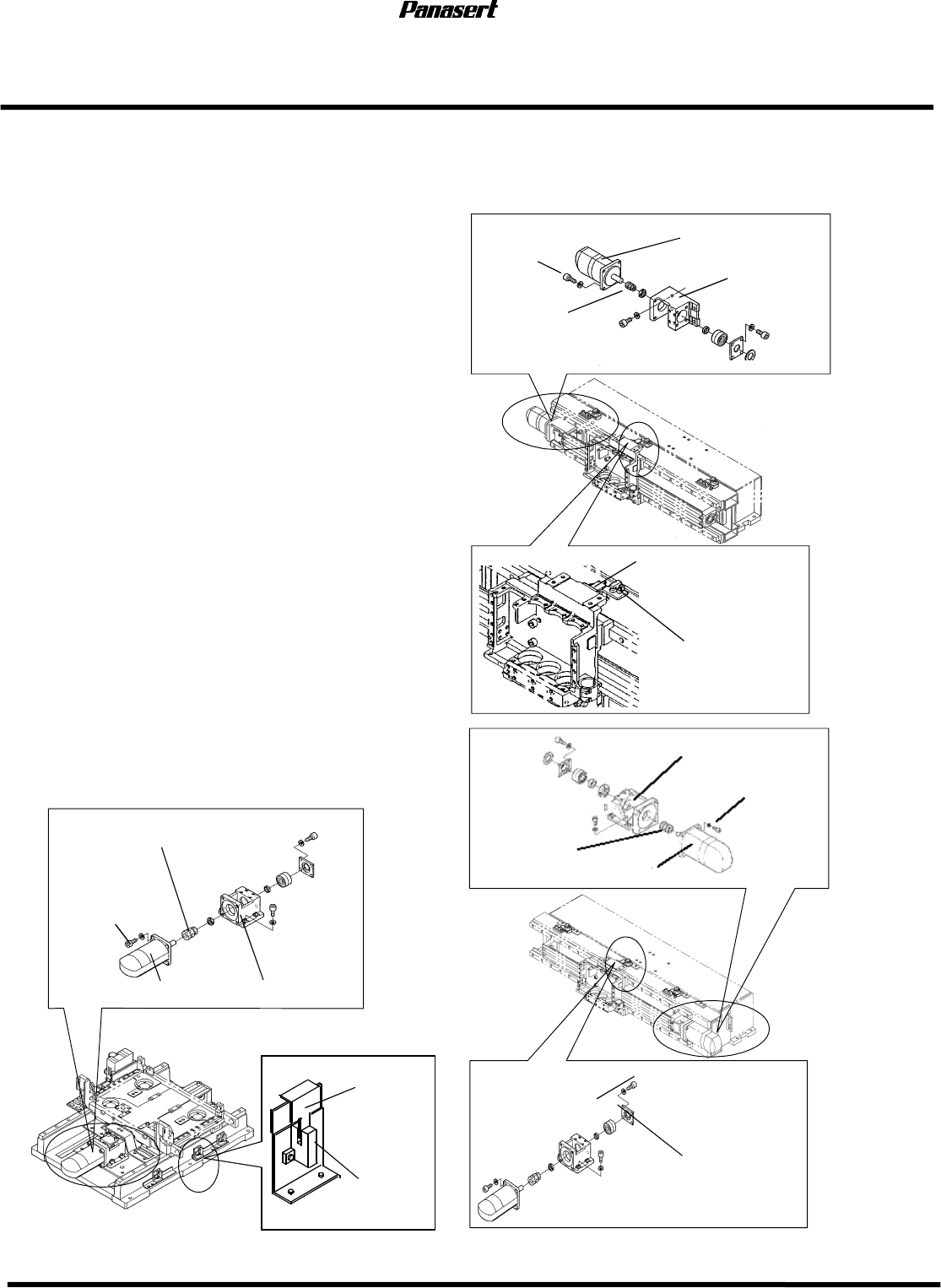
传感器挡片
Y
轴原点传感器
联轴节
电机螺栓
电
机托架
Y
轴电
机
传
感器
挡
片
X
轴原点传感器
电
机托架
联轴节
X
轴电
机
电机螺栓
X
轴
原点
传
感器
传
感器
挡
片
M
尺寸
XL
尺寸
电机托架
电机螺栓
联轴节
X
轴电
机
10. 拧紧联轴节的滚珠丝杠一侧的锁紧螺
母。
11. 用乙烯绝缘带遮原点传感器的光。
12. 打开电源。
=注意
注意注意
注意=
因为可能损坏电机驱动器,所以请
绝对不要旋转电机轴。
13. 调整XY轴原点。
=参考
参考参考
参考=
请参照“4.5.2 XY轴原点调整”。
HDF
服务手册
4.5 本体部
4.5-3 D45SCC-W0-100-A0
4.5.2 XY 轴原点调整
轴原点调整轴原点调整
轴原点调整
Unit No.
M 尺寸e: 1048309200, 1048304100 XL 尺寸e: 1081807000, 1081804100
4.5.1
更换
XY
轴电机
XY
轴原点调整
=准备
准备准备
准备=
1. 聚氯乙烯绝缘带
►XY 轴原点调整
轴原点调整轴原点调整
轴原点调整
1. 打开电源,返回原点。
2. 在NC 轴 JOG中输入的数值,移动 Y工作台。
=规定值
规定值规定值
规定值=
M 尺寸时 :Y = -85 mm
XL 尺寸时:Y= -230 mm
3. 在NC 轴 JOG中输入的数值,移动头组件。
=规定值
规定值规定值
规定值=
M 尺寸时 : X = +74 mm
XL 尺寸时: X= +164 mm
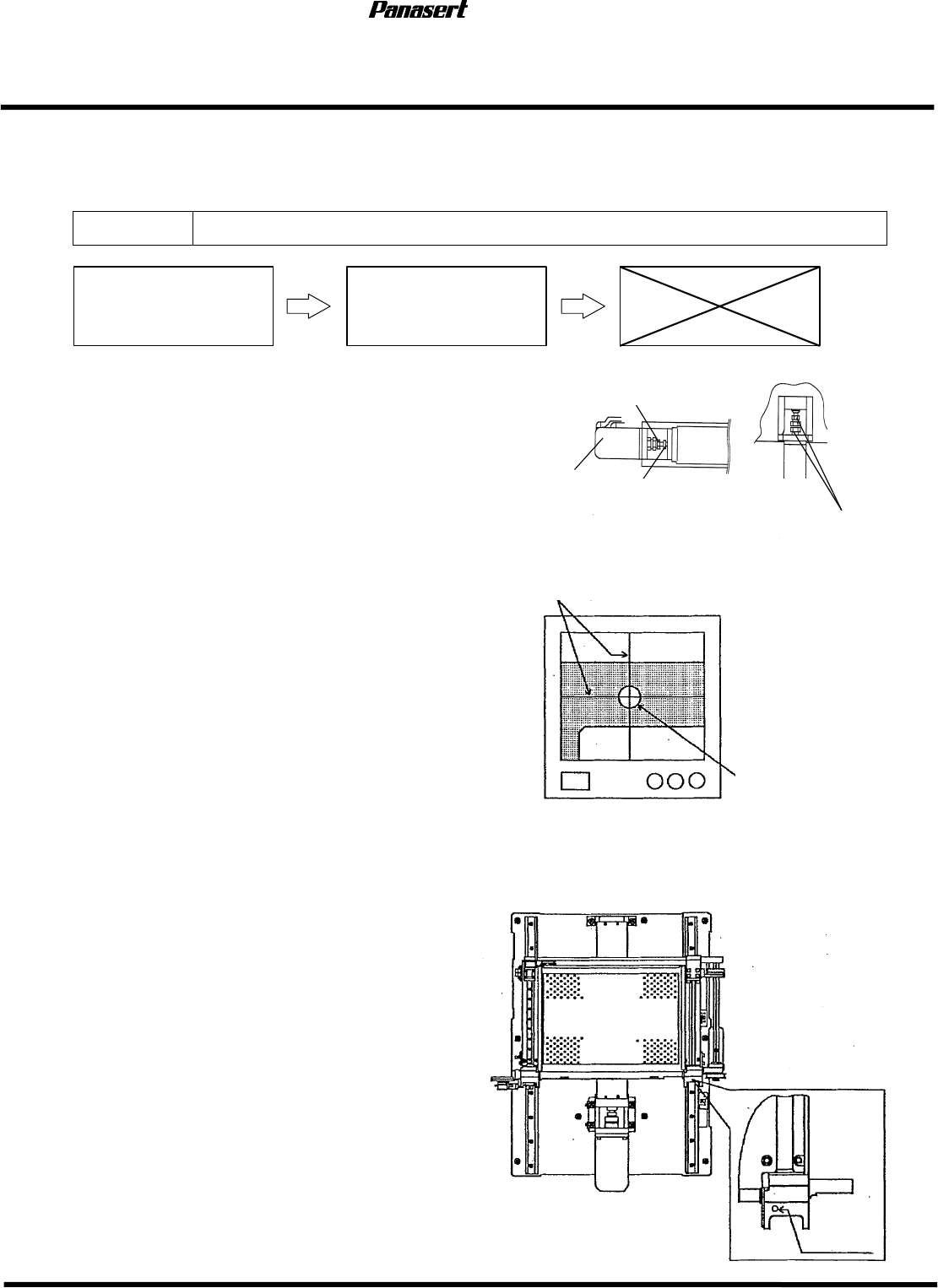
4. 确认相机监视器的十字线中心是否对准Y工作台
基准孔(φ3)。
5. 如没对准,则将主操作盘上的“SERVO
MOTOR” (伺服电机)置于[OFF]。
6. 拧松X轴和Y轴的联轴节的滚珠丝杠一侧的锁紧
螺母。
7. 将主操作盘上的“SERVO MOTOR” (伺服电
动机)置于 [ON]。
8. 手动旋转滚珠丝杠,使相机监控器的十字线对准
Y工作台基准孔(φ3)。
9. 拧紧联轴节的滚珠丝杠一侧的锁紧螺母。
=注意
注意注意
注意=
因为可能损坏电机驱动器,请绝对不要旋
转电机轴。
10. 用乙烯绝缘带遮X、 Y轴原点传感器的光。
Cou
p
lin
g
电机
C
联轴节
[X
轴联轴节
]
Locknut on
the moto
r
[Y
轴联轴节
]
十字线
Y
工作台基准孔对
准十字线中心
Y
工作台
基准孔
Y
工作台平面图
联轴节
电机一侧锁紧螺母
HDF
服务手册
4.5 本体部
D45SCC-W0-100-A0 4.5-4
11. 返回原点。
12. 从X 、Y 轴原点传感器卸下聚氯乙烯绝缘带。
13. 调整传感器挡块,使X、Y轴原点传感器的LED关
灯。
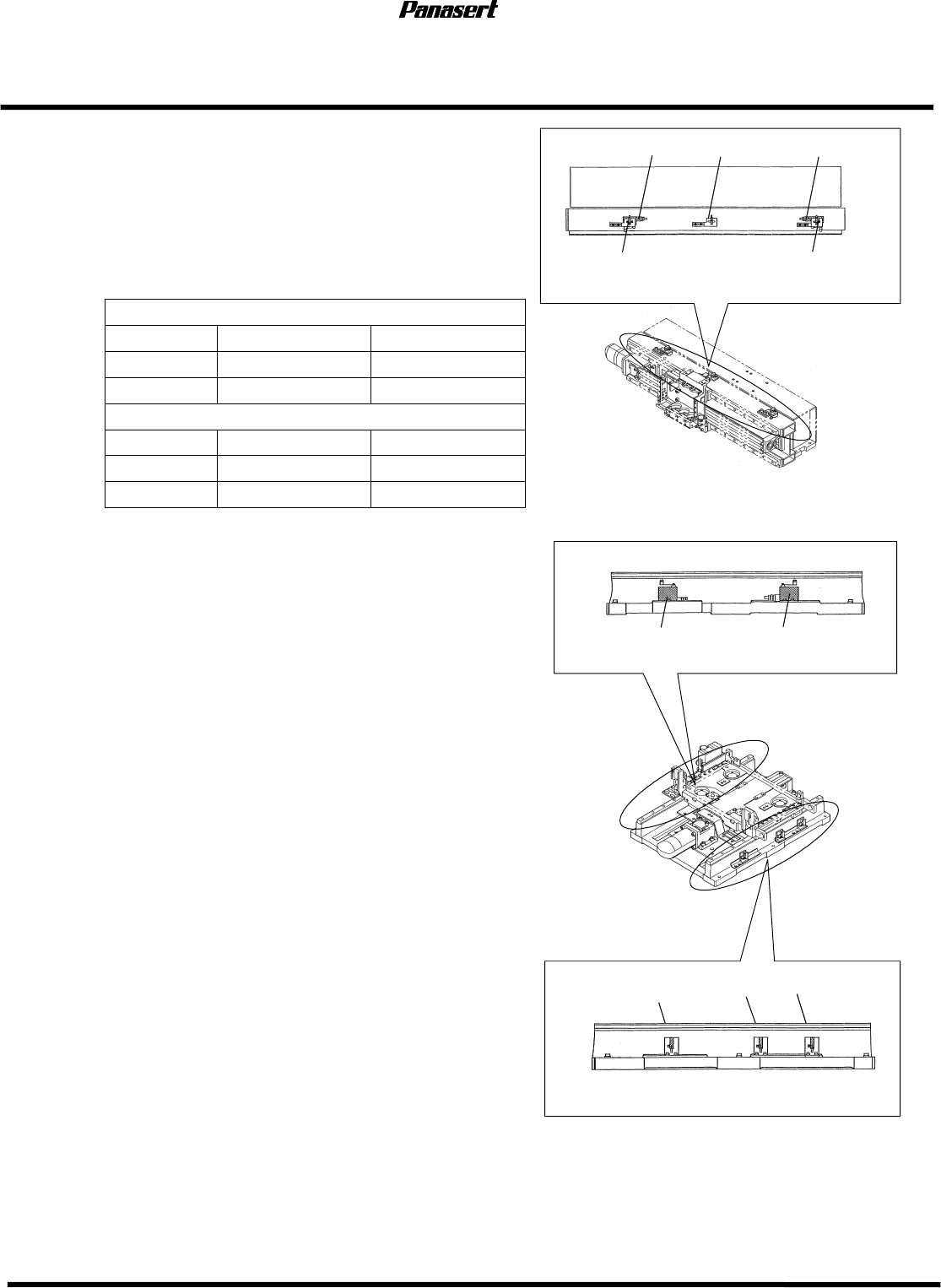
14. 确认X、Y轴极限。
-2
nd
极限
原点
(
从
X
轴
部上面看
)
-1
st
极限
原点
(
从
Y
工作台右侧看
)
(
从
Y
工作台左
侧
看
)
-1
st
极限
2
nd
极限
1
st
极限
-2
nd
极限
2
nd
极限
1
st
极限
X 轴极限位置
+1st 极限 -1st 极限
M 尺寸
374.0±1.0mm -289.0±1.0mm
XL 尺寸
319.0±1.0mm -399.0
Y 轴极限位置
+1st 极限 -1st 极限
M 尺寸
201.0±1.0mm -113.0±1.0mm
XL 尺寸
258.0±1.0mm -245.0±1.0mm