hdf.pdf - 第75页
HDF 服务手册 4.6 下部组件:其它 D45SCC-W 4-600-A0 4.6-2 Trial block 25 mm 5 mm 5 mm 2 0 m m 5 m m 5 m m E AB C D Dial gauge Trial block Adjustment bolt Lock bolt Lock bolt M size XL size Upper face of trial block 0 . 2 5 t o 0 . 3 …
HDF
服务手册
4.6 下部组件:其它
4.6-1 D45SCC-W4-600-A0
4.6 下部组件:其它
下部组件:其它下部组件:其它
下部组件:其它
Sentence No. D45SCC-W4-600-A0
4.6.1 试打部
试打部试打部
试打部平面度调整
平面度调整平面度调整
平面度调整
Unit No.
1048306100
试打部平面度调整
=准备
准备准备
准备=
1. 磁性表架
2. 百分表
3. XY 工作台平面度·直角度调整治具
►试打部平面度调整
试打部平面度调整试打部平面度调整
试打部平面度调整
1. 打开电源,返回原点。
2. 拆卸所有的支撑销。
3. 调整导轨宽度,使其宽度与XY工作台平
面度·直角度治具宽度相同。
4. 将XY工作台平面度·直角度治具安装到
Y工作台上。
5. 将副操作盘上的“SUPPORT UP”
(支架上升)至于[ON]。
=注意
注意注意
注意=
确认支撑台处于上升状态。
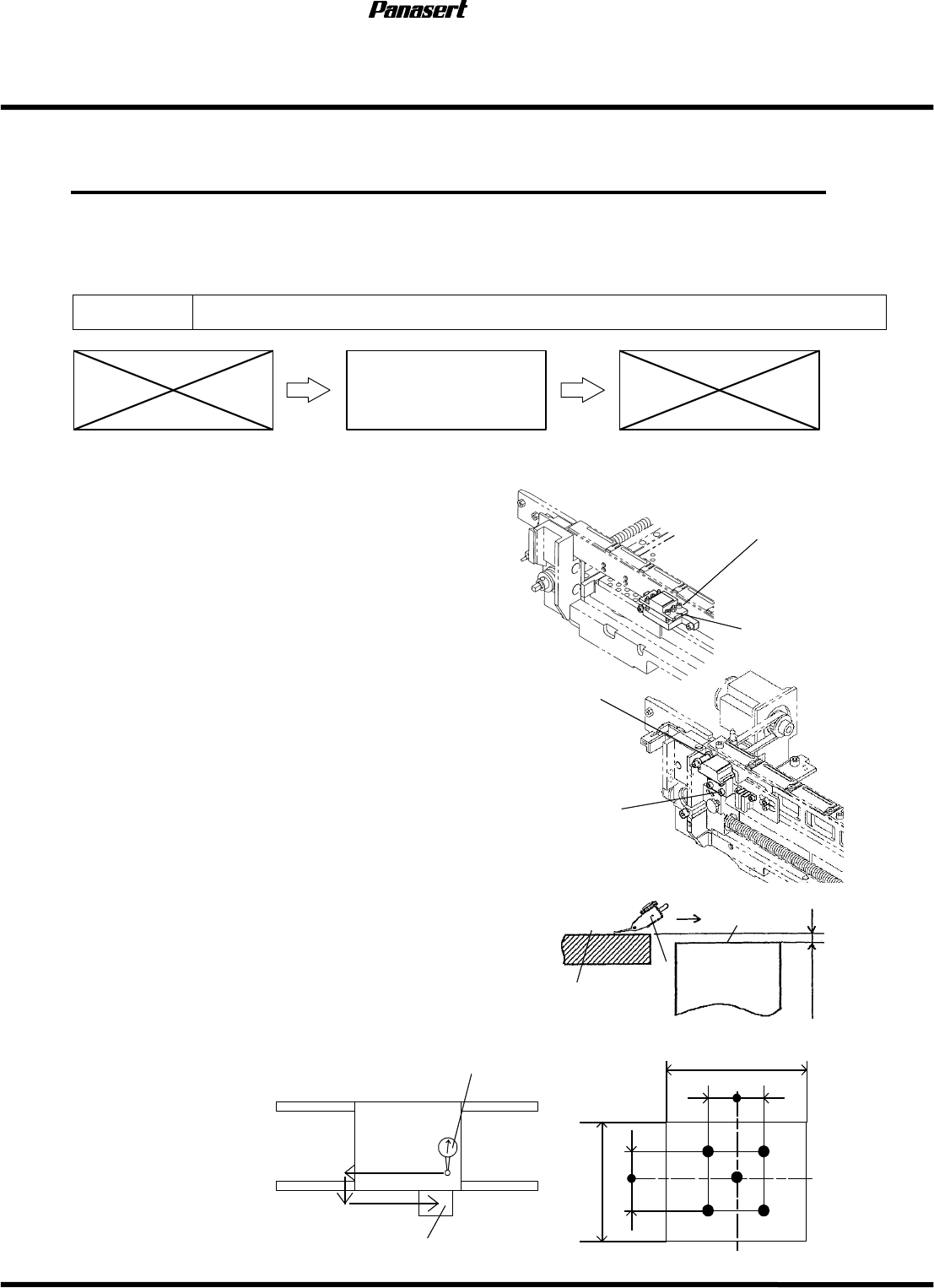
6. 将百分表架安装到点胶头组件上。
7. 使百分表的尖端与XY工作台平面度·直
角度治具侧面相接触,并将其设定为
“0”。
8. 在NC 轴JOG 确认中,将百分表移动到
试打部上面。
9. 确认试打部上面比 XY 工作台平面度·
直角度治具上面低出-0.25~ -0.30 mm。
试打部
U
pp
er face o
f
trial block
0.25 to 0.30 mm
XY
工作台平面度· 直角
度治具上面
百分表
试
打部
调整螺栓
锁紧螺栓
M
尺寸
XL
尺寸
5 mm
25 mm
5 mm
20 mm
5mm
5mm
E
A
B
C
D
锁紧
螺栓
百分表
试打部上面
HDF
服务手册
4.6 下部组件:其它
D45SCC-W4-600-A0 4.6-2
Trial block
25 mm
5 mm
5 mm
2
0
m
m
5
m
m
5
m
m
E
AB
C
D
Dial gauge
Trial block
Adjustment bolt
Lock bolt
Lock bolt
M size
XL size
Upper face of trial block
0
.
2
5
t
o
0
.
3
0
m
m
Dial gauge
Upper face of
XY table
coplanarity
and
squareness jig
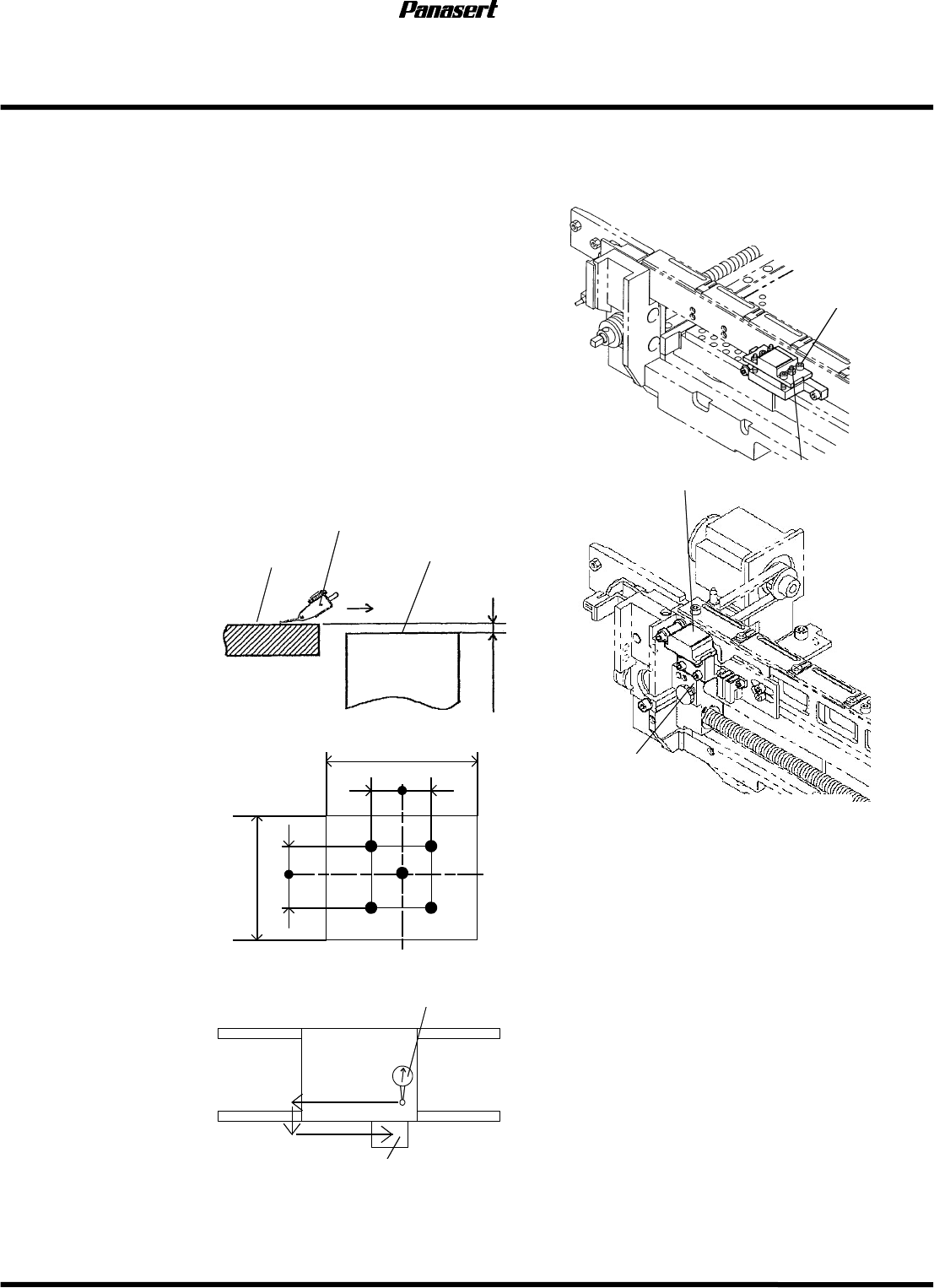
10. 测定A ~ E 的高度,确认平面度。
=规格值
规格值规格值
规格值 =
平面度: 在0.02 mm以内
11. 使用XL 尺寸时,请进入步骤16。
使用M尺寸时,请进入步骤12。
12. 如在规格值以外 ,拧松锁紧螺栓(3个)。
13. 调整螺栓(3个)和锁紧螺母(3个),调整平面
度。
14. 拧紧锁紧螺栓(3个)。
15. 拧紧调整螺栓的螺母。
16. 再次确认A ~ E的平面度 。
M 尺寸
锁紧螺栓
试打部
调整螺栓
XY 工作台平面
度·直角度治具
上面
百分表
试打部上面
百分表
试打部
锁紧螺栓
XL 尺寸
HDF
服务手册
4.7 搬送作业部
4.7-1 D45SCC-W3-200-A0
4.7 搬送作业部
搬送作业部搬送作业部
搬送作业部
Sentence No. D45SCC-W3-200-A0
4.7.1 Y 工作台导轨高度调整
工作台导轨高度调整工作台导轨高度调整
工作台导轨高度调整
Unit No.
Y
工作台导轨高度调整
4.7.2 Y
工作台导轨
平面
度调整
=准备
准备准备
准备=
1. 百分表
2. 磁性表架
3. 块规(235.0 mm)
►Y工作台导轨宽度调整
工作台导轨宽度调整工作台导轨宽度调整
工作台导轨宽度调整
1. 打开电源,返回原点。
2. 确认将副操作盘上的 “SUPPORT UP”
(支撑台上升)置于 [OFF]。
=确认
确认确认
确认=
确认支撑台处于下降状态。
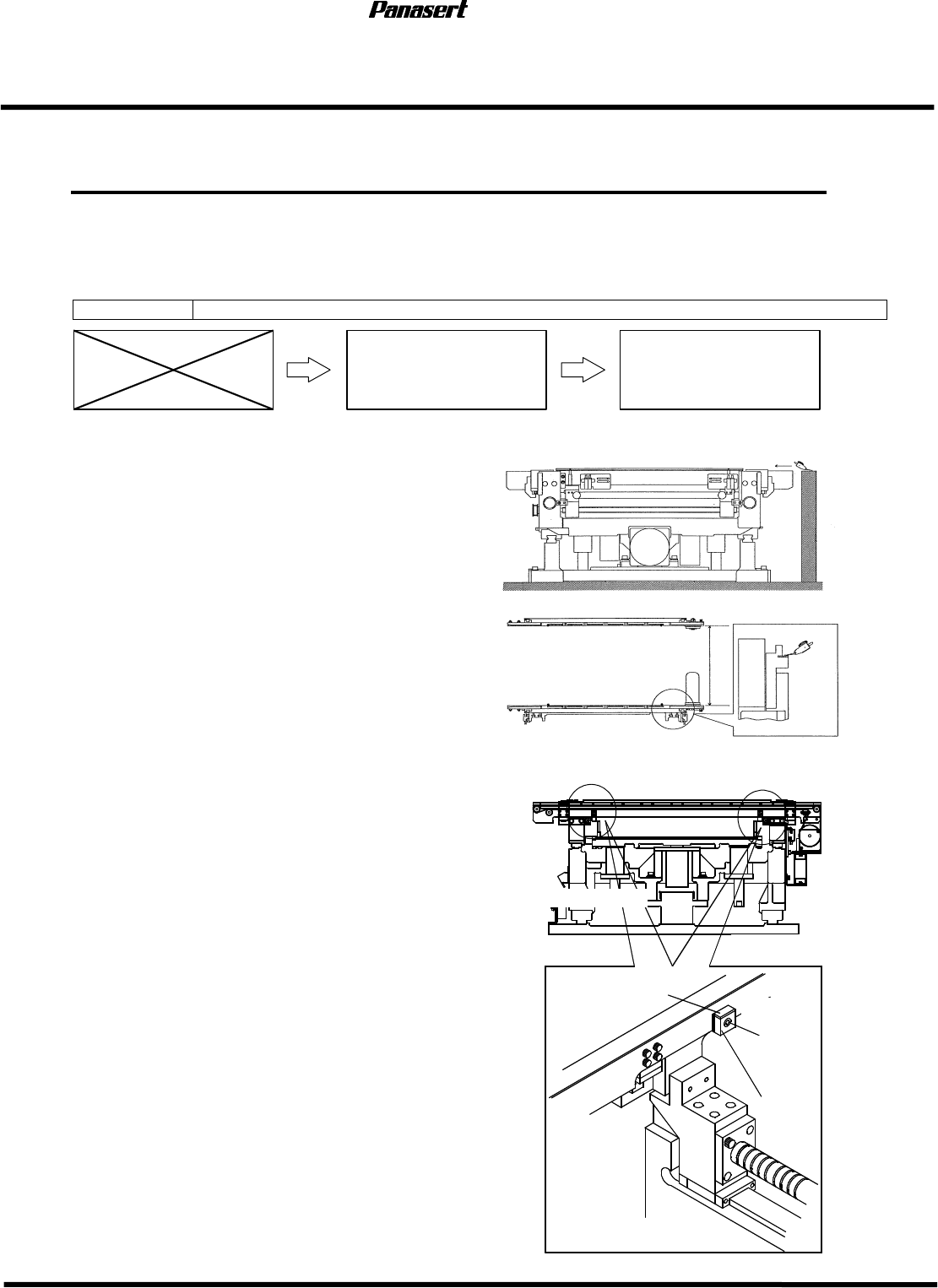
3. 将块规安装到(235.0 mm)底盘上。
4. 将磁性表架安装到头组件上,使百分表尖端与块
规上面相接触。
5. 将百分表设定为0(基准)。
6. 移动百分表,使其位于导轨的A位置处。
7. 确认导轨高度。
8. 用同样的方法确认B、C 、D位置处的导轨高度。
=规格值
规格值规格值
规格值=
导轨高度: 235.0±0.1 mm
9. 如在规格值以外,拧松调整螺栓,上下移动部件,
调整。
=确认
确认确认
确认=
前后左右共有 4个部件。
10. 拧紧调整螺栓。
11. 确认导轨高度。
A
B
C
D
(
导轨部平面图
)
235.0 mm
(Y
工作台正面图
)
聚氨脂橡胶
程序块
Y
工作台正面
图
调整螺栓