IPC CH-65B CHINESE.pdf - 第180页
自 1988 年 以 来 , 现有的 水 性清洗 剂 成 功 地 清 除 了 广 泛 的 残留物 。 虽 然 今天 的清洗 剂 制 造 商 , 很 多 人 还 不 太 热 衷 于水 清洗的 早 期阶段 , 但 是它 们提 供 了大量的研究和 数据 , 以继续满足 不 断 演 进 的技 术。 12.4.2 ⽔基清洗⼯艺概述 清洁的目的 是去 除 零 件表面的 外 来杂 质 , 以避 免 对 产品 的性能和 外观 上 造 成不 利 影 响 …

12.3.8 丝⽹和模板清洗 从应用的工具中清除未使用的焊膏/助焊剂以使其保持在再使用时可接受
的条件的过程。
12.3.9 半⽔基清洗 使用未经稀释的有机溶剂洗涤和水冲洗的清洗过程。
12.3.10 有机溶剂清洗 使用有机溶剂洗涤和冲洗的清洗过程。有机溶剂通常被称为“溶剂”。
12.3.11 功能性添加剂 与阻焊剂以及其它工艺残渣不会起化学反应的化合物。这些添加剂可能有
助于降低表面张力、协助清除不溶于水的残留物、控制
泡沫或者抑制洗涤介质对组成材料的损害。
12.3.12 活性添加剂或者反应物 水溶性化合物是由洗涤液清除的污染物的化学反应生成的。例如
螯合剂、皂化、封存或者化学中和剂等。
12.3.13 ⽔介质中有机溶剂的乳液 均匀分散在水中的有机溶剂。
12.3.14 ⼿动清洗 清洗的步骤部分是由操作员手动处理。
12.3.15 批清洗 按受控生产时间周期的多个部件或者一个部件的不同批分组进行的清洗。
12.3.16 在线清洗 由传送带速度控制的部件连续在输送带上和生产周期时间不间
断的清洗方法。
12.3.17 皂化 酯在碱性条件下水解,生成醇和羧酸盐。
12.3.18 pH值 溶液的酸度或者碱度的鉴定方法。当pH值低于7时溶液是酸性的,当pH值大于7时溶
液是碱性的。
12.4 ⽔清洗背景 自从20世纪60年代水基清洗方案已被用来清除那时常用的助焊剂里的松香脏污。
现在,应用需要带来助焊剂技术的革新。由于免清洗焊剂和无铅焊接使用的助焊剂具有更复杂的成
分,通常也会产生更难清洗的焊剂残留物。市场向潜在用户提供了许多不同的清洗剂配方的选择,
这些清洗剂对于清除大规模集成电路技术使用的很多焊接材料都是非常有效的。
12.4.1 历史 1988年9月签订了《蒙特利尔议定书》之后,水基清洗剂(有机和无机的)得到迅速
发展,甚至成为取代氟氯化碳(CFC)材料的前沿性选择。用水而不是溶剂来清洗组件为清洗
场
所、工人安全及环境方面都带来了优势。
自从1988年,不仅水基化学发展了,而且助焊剂和部件的几何结构都有巨大的改进。今天这些先进
的封装使清洁领域面临许多挑战。水基清洗剂通常的用法,是有效地去除元器件下方的小于10mil的
残留,较好控制去焊剂工艺,经常可以去除小于2mil的残留。组件是由数以百 计的微电子器件组
成,器件间
的间隙很小。不管是有铅还是无铅,助焊剂配方的演变受到几何形状的挑战要求更加注
重清洁过程。现代助焊剂残留物在提高印刷和焊接工艺的同时,如果残留下来,它们往往会更加难
以清除,并能引起可靠性问题。
随着臭氧消耗异常,环境问题和工人的安全问题,从来没有像今天被完全理解或者规管。挥发性有
机成分(VOCs)规则,例如在加利福尼
亚州和新泽西州就是一个关注的焦点。清洗剂制造商不仅要
面临清洗的挑战而且还有与控制废气和废水管理相关的环境问题。虽然在过去的几十年电子行业的
清洗需求继续变得更具挑战性和复杂性,然而现代清洗技术成功地满足了工艺清洗需求。清洗剂供
应商继续研究、实验和开发新的清洗剂设计,也已经写了和/或者出版了许多有关具有通用残留物的
微型元器件的清洗需求(包括无铅工艺)方面的论文。我们也看到了在清洗设备的功效方面的重大
改进。在这个时间点,对废物处理和密切循环技术是相当好理解的。
2011年7月 IPC-CH-65B-C
165
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---

自1988年以来,现有的水性清洗剂 成功地清除了广泛的残留物。虽然今天的清洗剂制造商,很多
人还不太热衷于水清洗的早期阶段,但是它们提供了大量的研究和数据,以继续满足不断演进的技
术。
12.4.2 ⽔基清洗⼯艺概述 清洁的目的是去除零件表面的外来杂质,以避免对产品的性能和外观上
造成不利影响。清洁丝网和模板是为保持其最佳状态以方便再次使用。
所需的清洁程度
可能会因产品类型和性能需求有所不同。丝网和模板通常清洗到“视觉清洁”的状
态。部件清洁必须能够消除可见与不可见的污染物,如离子化的材料及可能会干扰润湿性和粘合性
的残留物。对于电子组件,“视觉清洁”的外观可能会达到令人满意的外观标准,但确保产品性能方
面可能不会令人满意。因此,通常采用半定量和定量测试,以确认清洗过程中的目标得到满足,在
清洁中“性能设置要求”是首要目标,其它目标也必须设
定和实现。清洗过程中不得损坏已清洁的
部分,清洗必须在实际和符合成本效益方面能够完成。应用的清洗工艺也必须是安全的以及与环境
相兼容。
水本身是一个非常安全的材料,不会损坏电子组装过程中使用的大部分部件。水在安全和健康方面
不存在任何问题。使用低离子浓度的DI水在某些情况下可能影响表面。另外,零件清洗后水必须被
清除,因为湿气的存在可能会干扰电气性能,所以干燥步骤必须
是水基清洗过程中的一部分。在所
有的清洗过程,需要检查零件的兼容性和冲洗的敏感性。必要时,应该检查这个设计以确保敷形涂
覆足够干燥。适当的安全和健康津贴是必须的(见第9章)。
当选择一个清洗工艺时,必须考虑许多因素。处理产量、劳动力、空间要求、洗涤/冲洗介质、搅拌
方法、应用条件和设备的功能都必须考虑到。
总之,清洗工艺设计的目标是对产品没有损害,采取可操作的、有竞争力的成本、安全和
环保的方
法,从零件表面清除不需要的物质(工艺残渣)。
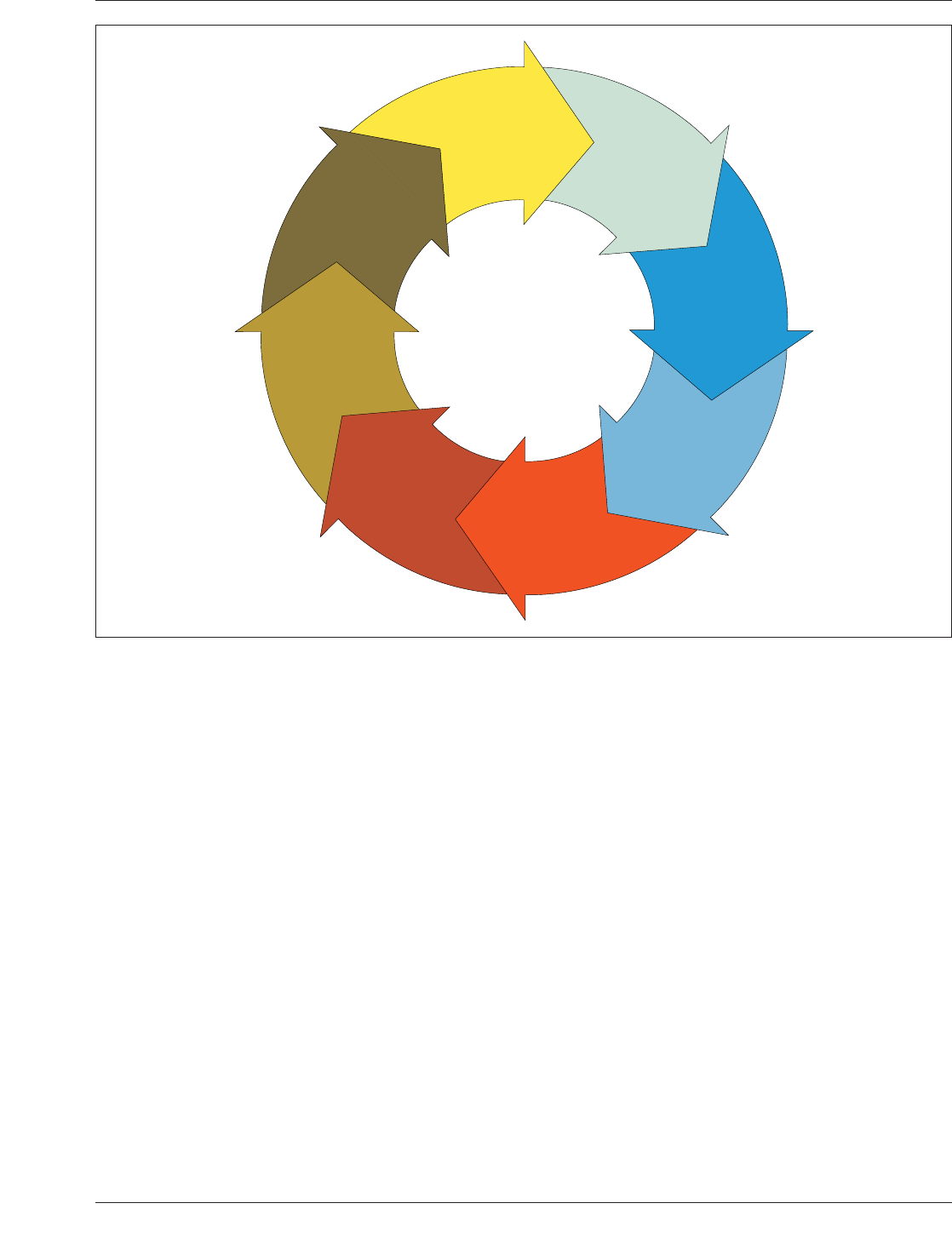
12.4.3 ⽔基清洗过程的流程图 大量的清洁步骤是在电子组装制造过程中完成的,即使它是一个
“免清洗”的过程。传统的清洗过程通常涉及波峰焊后以及再流焊后的再次清洗。然而,在传统的
“免清洗”的组装过程,焊接后清洗不是生产步骤的一部分。传统的“免清洗”的制造商经常采用
水基清洗工艺,印刷错误、手工焊接(包括返
工)、组装工具(焊锡托盘、输送手指、丝网和模板)
和敷形涂覆前的临时清洗。以下是一个水基清洗工艺的形象过程图。
12.5 ⽔基清洗剂技术 电子组装水基清洗材料旨在消除一系列助焊剂的技术,包括有机酸、松香、
树脂和来自混合技术电路板结构聚合物。水基工程清洗剂的设计挑战是制定一个材料矩阵,能够协
同去除离子和非离子型污染物。助焊剂配方根据其具体的设计标准有很大的差异
。基于这个原因,
各种清洗剂需要被用来更好地“匹配”其中某一种或者其它助焊剂,尤其是那些新的和前沿的助焊
剂材料。为了应对这一挑战,作为通用溶剂的水与不同材料结合来清洁多种类的脏污。第二个挑战
是水基清洗剂需要与产品硬件相兼容。最后一个挑战是围绕各种清洗设备做水清洗剂的设计。为了
实现类水基清洗剂的最佳,将溶解、活化、润湿、腐蚀和泡沫控制如同积木艺术一样
开始熟练组合
使用,最终结果产生最具挑战性的电子组件和先进的封装的清洁材料。
12.5.1 溶解⼒ 溶解是一个过程,通常是溶解固体,与水基清洗剂形成均质混合物的一个过程。非
极性的松香、树脂和合成聚合物是不溶于水的。为了克服这种局限性,能够溶解常见的残留物类型
的溶剂化材料被添加到水基溶剂体系里。在溶解极性离子盐方面,水也起着重要的作用。水与添加
剂的独特组合在
溶解非极性和极性的脏污方面被证明是非常有效的。
洗涤温度的热效应可提高溶解的速度。随着洗涤温度的上升,助焊剂残留物形成的晶体开始成为流
体和软化。添加到水基洗涤溶液中的溶剂化材料的特性使软化的助焊剂溶解到水基清洗剂中。
IPC-CH-65B-C 2011年7月
166
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---
用户应该意识到逆温度溶解性。如上所述,清洗剂配方的工作温度是提高脏污的溶解度,然而,在
达到某个温度点溶解度开始下降。这种行为称为逆溶解度系数,这就解释了为什么许多配方最佳操
作温度为60° C[140° F]。当设计师在为较高的焊接温度及由无铅焊剂和焊膏随之产生的难以清洗的
残留物设计清洗剂时,必须牢记“今天的清洗剂配方”
这一点。
用户可能还会注意到,在运行一个新鲜的化学槽时,初期清洗槽的效率可能会出现提升。这看似矛
盾的影响是由于洗涤槽中存在的脏污,溶解的脏污可能影响溶解力,事实上提高了“相似相溶”的
假象。同时,监控清洗槽是必需的,以避免过高的脏污水平。
12.5.2 活化剂(反应物) 传统的水基清洗剂,通常被称为“皂化剂”。皂化是碱
性源与助焊剂残留
物的水解。酸基的反应规定了水基清洗剂体系的清洗率和助焊剂溶解及负载量。
如前所述,仅仅水对松香、树脂和合成聚合物不是一个良好的清洗剂。活化剂有助于打破助焊剂的
晶体结构。来自多个协作性能的水基清洗剂的工程价值是促进溶解,而不会引起材料的兼容性问
题。活化剂的碱性本质能与软金属、层压板、涂料、油墨及一些塑料起反应。为了克
服这些负面倾
向,其它材料可以添加到清洗剂中以钝化和腐蚀保护。
活化剂也有助于形成一个稳定的洗涤液,并增加洗槽的寿命。助焊剂残留是酸性的。洗涤液中添加
酸性助焊剂可以使洗涤槽呈酸性范围。这可能会导致非挥发性助焊剂脏污在冲洗过程中被洗出,并
沉积到零件表面。管理洗涤化学品时,活性物可以与弱酸反应缓冲水基清洗溶液。当助焊剂加到清
洗槽中,这种有
益的属性可以防止洗涤化学品的pH值急剧转变。这一重要特性延长洗涤槽的寿命,
并在冲洗和干燥处理步骤,防止助焊剂固体再沉积在表面上。
✺᧕㓴㻵ਾⲴ⍇ᐕ㢪
✺᧕ਾⲴ⭥ᆀ㓴Ԧ
䙊ᆄ⍇
607⍇
ঠࡧ䭉䈟⍇
ᐕ⍇
✺᧕ᢈⴈ
Ր䘱ᑖᤷ⍇
э㖁઼⁑
ᶯ⍇
ᮧᖒ⎲㾶
ࡽ㋮㓶⍇
IPC-65b-12-1-cn
图12-1 焊接组装后的清洗⼯艺
2011年7月 IPC-CH-65B-C
167
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---