IPC CH-65B CHINESE.pdf - 第77页
7.2.25 离⼦污染物: 一 种 离 子 混 合 物 ,通 常 是 加 工 后 的 残留物 , 溶于水 中成为 自 由 离 子。 氯 化 钠 迅 速 地 溶于水 ,而 铅 的 氯 化 物 不 溶于水 。 7.2.26 * 泄漏 电 流 : 非期 望 的 流经 绝缘 体 的电 流 。 7.2.27 *⾦属迁移 : 当 电 压 作 用 于 两 个 金属 表面时, 金属 离 子 沿 着导 电通路 从 一 金属 表面到 另 一 金 属 表面的…
7.2.9 *腐蚀性焊剂: 含有一定的卤化物、有机胺或者有机酸会腐蚀铜的助焊剂。
7.2.10 腐蚀蠕变: 在PCB外表面生长出铜和银的硫化物晶体的特征。
7.2.11 *树枝状⽣长: 有冷凝潮湿气及存在电偏压时,导体间生长的金属细丝。
7.2.12 树枝状迁移: 以“树枝状结晶”形式发生的穿过绝缘体的迁移。
7.2.13 偶极: 相距很近符号相反的一对电
荷(正极/负极)。
7.2.14 偶极距: 分子内的原子、电子及它们的原子核以一部分带正电,一部分带负电的方式排列。
7.2.15 ⾦属溶解: 金属溶解的过程,通常伴着化学物质、合金或者污染产生。
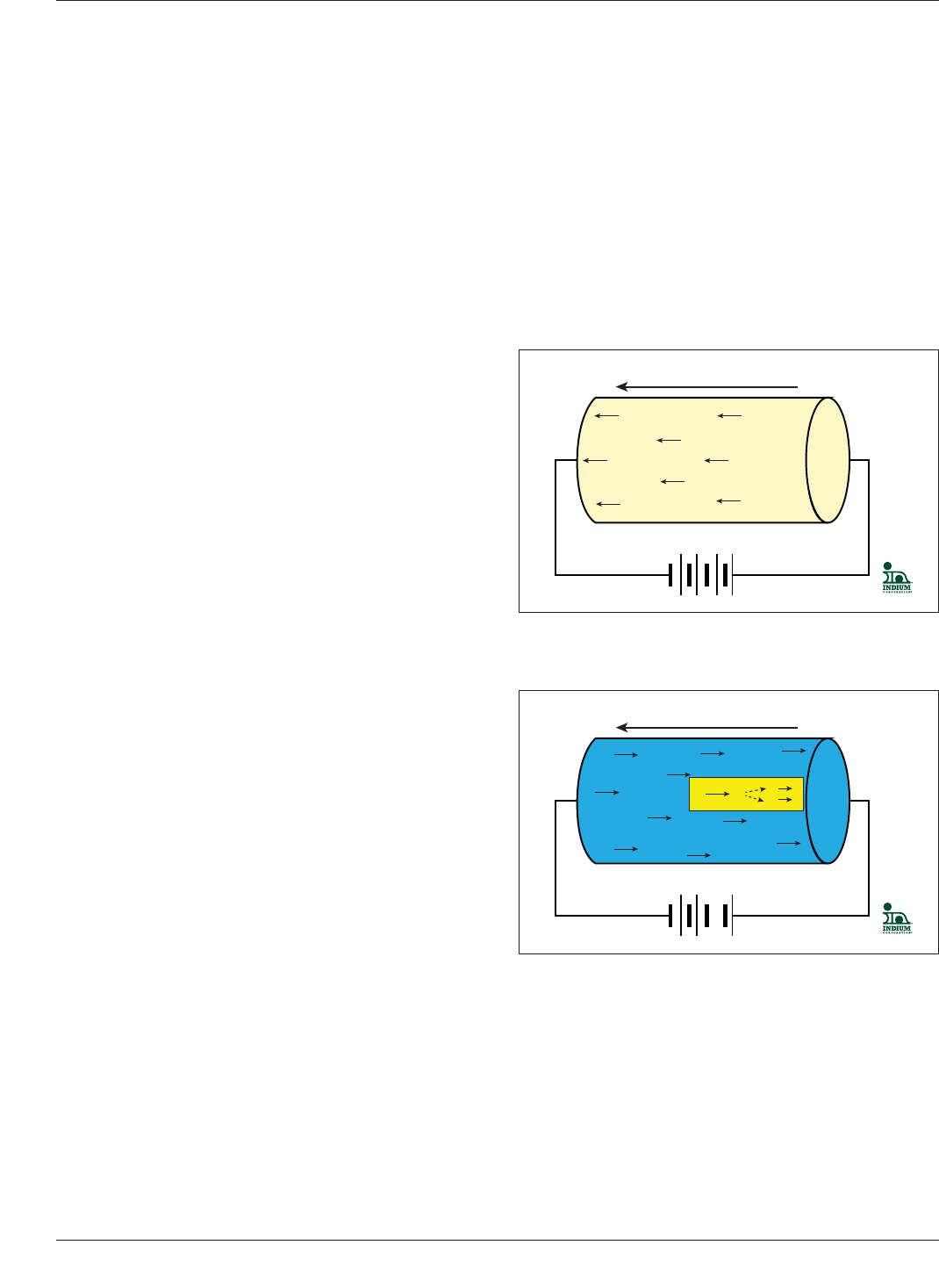
7.2.16 电化学迁移: 7.2.16电化学迁移(ECM):
[不要和电迁移混淆(EM)-见下面]电化学迁移
是离子在电磁场影响下通过合适的媒介(例如,
助焊剂残留、桥接导体)迁移的现象
。电化学失
效机理由三个要素组成:(1)离子残留;(2)电
位或者电压差;(3)潮气或者湿度。(图7-1)
7.2.17 电迁移(EM): [不要和电化学迁移混淆
(ECM)- 见 上面]电迁移是在电场的影响下,
由于电子迁移造成金属离子在金属导体中移动的
现象。电迁移的三个关键要素:(1)高强电流;
(2)移动的金属原子;
(3)高温。(图7-2)
7.2.18 助焊剂: 化学和物理活性的混合物,加热
时能除去焊料和可焊表面金属氧化物,以促进熔
融焊料对金属基材的润湿。
7.2.19 *助焊剂活性: 助焊剂促进熔融焊料润湿
金属表面的程度或者效率。
7.2.20 助焊剂残留物: 再流焊接后残留在焊锡周
围的助焊剂。
7.2.21 电流腐蚀: 由一种电解质内两种不同导体
或者不同电解质内两种相同导体组成的原电
池的
电流引起的腐蚀。
7.2.22 卤化物含量: 游离卤化物质量与助焊剂质量之比(氟离子(F-),氯离子(Cl-),或者溴离
子(Br-)),表示为游离氯离子的当量百分比。这或许远低于卤素含量。
7.2.23 ⽆机助焊剂: 含有无机酸和卤化物的水基助焊剂溶液。
7.2.24 离⼦清洁度: 用单位表面积内所含有的离子数 量或者离子物质重量来表示表面清洁的程
度。表面清洁度决定于使用何种方法测试。结
果以等效的氯化钠表示。
-
+
䱣ᆀ䘀ࣘ
䱤ᶱ 䱣ᶱ
M(H
2
O)
x
+
M(H
2
O)
x
+
M(H
2
O)
x
+
M(H
2
O)
x
+
M(H
2
O)
x
+
M(H
2
O)
x
+
M(H
2
O)
x
+
M(H
2
O)
x
+
图7-1 电化学迁移
-
+
⭥ᆀ䠁ᆀ⍱
䱤ᶱ 䱣ᶱ
e
-
e
-
e
-
e
-
e
-
e
-
e
-
e
-
e
-
e
-
e
-
e
-
M
M
图7-2 电迁移
IPC-CH-65B-C 2011年7月
62
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---

7.2.25 离⼦污染物: 一种离子混合物,通常是加工后的残留物,溶于水中成为自由离子。氯化钠迅
速地溶于水,而铅的氯化物不溶于水。
7.2.26 *泄漏电流: 非期望的流经绝缘体的电流。
7.2.27 *⾦属迁移: 当电压作用于两个金属表面时,金属离子沿着导电通路从一金属表面到另一金
属表面的电解转移。
7.2.28 *⾮活性助焊剂: 不含活性剂的天然或者合成树脂助焊剂
。
7.2.29 *⾮离⼦污染物: 一种在水中不易电离的残留物。
7.2.30 有机污染物: 有机物(碳基类)产生的污染物。
7.2.31 有机助焊剂: 主要由有机酸(例如羧酸)而不是松香或者树脂组成的助焊剂。
7.2.32 *封装密度: 单位体积内功能元器件(元器件、互联器件、机械零件等)的相对数量。
7.2.33 极性物质: 能溶于水和极性溶剂中的物质。
7.2.34 残留: 任何可见的或者可检测在某工艺后的残留物。通常指再流完
成之后留下的污染物。
7.2.35 短路: 使正常时为电气隔离的两个或者多个点形成连接的故障。
7.2.36 *托⾼: 有助于抬高基板表面上的表面贴装器件的柱形托架或者凸起物。
7.2.37 晶须: 相邻连接的导体或者导体之间生长出的细长、针状细金属丝。
7.3 清洁程度要求 电子制造商面临着要对生产可靠的硬件所需的清洁度等级程度难以抉择。“多
干
净才算足够干净”这个问题给现在越来越窄的导线和线路带来更多的挑战。在工业中某一领域可接
受的清洁度(如一个玩具进行了SMT波峰焊后),对于另外的领域或许就是不可接受(例如倒装芯片
封装)。
在印制板、元器件和组装后印制板上的残留增加了过早失效或者功能不正常的风险,使制造过程变
得复杂,并且产品质量出现下降。不幸的是,
很多需要处理与清洁相关问题的人并没有相关化学、
化学相互作用或者化学分析测试方法等的背景,因此不了解如何测量和定义清洁度,也不能认识与
残留相关的工艺问题。
在很少的情况下,清洁度能被工艺专家们很好地理解,挑战仍然存在于与残留相关的某个或者某些
长期可靠性方面的问题或者是决定残留对硬件的功能性影响有多大。下面的因素需要考虑:
• 终端使用环境(航天、医疗、
军事、汽车、信息科技等)。
• 产品的设计/服役周期(90天、3年、20年、50年、保质期+1天)。
• 涉及的技术(高频、高阻抗、电源)。
•失效现象与IPC标准所定义的终端产品1、2、3级相对应的产品(例如,移动电话、心率调整器)。
考虑到可能的相关组合数量惊人,很清楚的是,每个原始设备制造商(OEM)必须依
据产品情况逐
个对产品或者产品系列确定组合。这就是为什么没有单一的“金(万能组合)”数字能应用到所有的
产品上,也不应该继续寻找。对于3级高可靠性硬件清洁的要求,在较低要求应用中可能并不需要。
2011年7月 IPC-CH-65B-C
63
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---

可以依据公司的质量手册,公司该使用怎样的确认和验证测试方法来决定在终端使用环境里运行的
硬件能否为产品的设计生命周期服务?那些测试是否包括作为一个环境应力的湿度?测试是否涵盖
了各类型的初期失效或者寿命末期耗损失效?来料或者过程组装有多大差异或者一致性?
供应商有多大差异或者一致性随着人们理解用功能性寿命测试
关联残留登记有很多可接受的途径,
有两个主要的平台可以供测试选择。第一种是标准的实验室测试,例如在标准的测试板上进行的表
面绝缘电阻测试或者电化学迁移测试。第二种就是对实际的硬件进行环境应力筛选法,通常也叫老
化测试。
选择什么样的测试,很重要一点是要体现湿度,通常选择环境相对湿度大于70%作为环境应力条件。
要理解为什么这是关键性所在,
重要的是先理解相当数量的电子失效都与来自离子残留的生长而导
致的电化学失效机理有关。这些电化学失效包括由电解产生的腐蚀、电化学迁移、或者潮湿环境下
的电泄漏。
电化学失效机理是由三个要素组成:(1)离子和/或者非离子
残留;(2)电位或者电压差;(3)潮气或者湿度。所有这三个
要素都必须以最低量呈现,基于距离和电压变化而产生的电化
学失效
。图7-3的维恩图对于理解这三个要素之间的关系非常
有用。总的影响能通过考虑单个圆的直径与施加的功能成的比
例而直观地看到。举例来说,如果器件在非常潮湿的环境中工
作,湿度圈的直径就会随着电化学的失效区域变大。
这个图解释了为什么如果想要发现电化学失效,环境应力测试
就必须有湿度。在既没有偏压也没
有湿度时,失效是不显现的
而且与清洁度的关系也不能建立起来。正因为如此,OEM或
许会有安全的错觉,认为没有污染问题存在。
图7-1 显示了离子污染作为一个强制条件是正确的,但非离子污染也能对失效机理有影响。非离子例
如化学表面活性剂或者手指上的油剂经常是亲水性的而且吸引水到污染物一边,加速了电化学失效
机理。因此,OEM必须
留意离子和非离子残留。
7.3.1 免洗术语和助焊剂历史的讨论 如果你检查当今的助焊剂和焊膏市场,你将会看到产品名字
中包含像“可清洁免洗”、“水洗免洗”或者“水溶免洗”的短语。这些短语在措辞上似乎是矛盾或
者有冲突的,导致了行业上非常大的混淆。如果它们看了助焊剂分级的标准J-STD-004,就没有一个
会标识免洗。在行业中一个
被问得最多的问题就是“为什么要清洗免洗助焊剂”?
要更好地理解助焊剂和助焊剂术语,一个简短的对助焊剂和助焊剂历史在电子行业的回顾或许是让
大家受益的。助焊剂总的来说是由载体、稀释剂、活化剂和一些微量材料组成,其设计是为了优化
使用和减少焊接缺陷。
在现代电子行业早期,大多数助焊剂都使用松香(来自松树叶或者树桩)作为载
体,2-丙烷(异丙
醇或者IPA)作为稀释剂,盐酸或者溴化物作为活性剂。微量成分包括发泡药剂和表面活性剂以减少
锡桥和其它缺陷。为了得到更好的焊接效果,载体带着活性剂和相关的材料在产品预热和焊接区域
时发生作用。预热期间,活性剂是被设计用于去除表面氧化物,加强焊接质量的胺的挥发物和有机
酸的分解物。
焊膏的有机部分配方很相似,除了它们不得不有些低的活性力以阻止在储存期间焊膏
的部分锡粉被腐蚀。这样的配方也必须含有流变学控制药剂。当施加一个剪切力,这些药剂允许焊
膏粘度下降。(例如,在焊膏印刷过程中仅在刮刀前面,然后一旦当剪切力去掉时,又立即恢复到它
们原来的粘度。)
这样的药剂阻止了坍塌和其它焊接缺陷。那个时期的助焊剂有35%的松香固体含量。
任何活性残留不得不在波峰焊和再流焊组装后被清洁,否则将导致严重的腐蚀。
电化学失效区域
湿度 电压差
离子污染物
图7-3 电化学失效图
IPC-CH-65B-C 2011年7月
64
Copyright Association Connecting Electronics Industries
Provided by IHS under license with IPC
Not for Resale, 11/27/2015 19:13:55 MST
No reproduction or networking permitted without license from IHS
--`,`,,,,`,`,,,`,,,`,`,`,`,,,```-`-`,,`,,`,`,,`---