00197496-01_UM_SiClusterMultiline_DE_EN.pdf - 第57页
So konfigurieren Sie einen Multi-Linien-Auftrag 4.8.1 Dialogfeld: Einstellungen Individuelle Linieneinstellungen vornehmen SIPLACE SiCluster Multiline SIPLACE SiCluster Multiline 57 Korrekturfaktor für ide - ale Taktz ei…
So konfigurieren Sie einen Multi-Linien-Auftrag
Individuelle Linieneinstellungen vornehmen 4.8.1 Dialogfeld: Einstellungen
56 SIPLACE SiCluster Multiline SIPLACE SiCluster Multiline
Parameter Beschreibung
Linie Zeigt den Pfad und den Namen der Linie an. Durch Klick auf den Eintrag
können Sie die Linie im Editor von SIPLACE Pro öffnen.
Flexible Line Durch diese Option wird für diese Linie das hauptsächliche Ziel von SiCluster
Multiline nicht angewendet. Das bedeutet, dass für diese Linie eine größere
Anzahl erforderlicher Rüstungen entstehen kann als für die "Nicht-Flexiblen"
Linien.
Die Vorgabe der Produktionszeit ist jedoch genauso wie bei den "Nicht-Flexi-
blen" Linien gültig. Diese Linie kann somit als flexible Linie eingesetzt werden,
um damit auftragsspezifische Rüstungen zu produzieren.
Hintergrund:
Da an der flexiblen Linie nicht mit Festrüstungen produziert wird, spielt die
höhere Anzahl der Rüstungen eine geringere Rolle. Die Rüstungen mit flexib-
len Linien werden grundsätzlich nur auftragsspezifisch für die anstehenden
Aufträge geclustert, gerüstet und produziert.
Cluster Füllstand [%] Für das Optimierungs-Ergebnis können Sie wählen, wie voll die freien Tische
gerüstet werden dürfen. Diesen Optimierungs-Parameter können Sie global im
Dialogfeld Optimierungsparameter => Cluster Parameter => Soll-Füllgrad =>
% freie Tische einstellen und hier ggf. individuell anpassen.
Verfügbare Produkti-
onszeiten [h]
Die Zeit, die insgesamt für Produktions- und Umrüstvorgänge auf der Linie zur
Verfügung steht
Dieser Parameter ist wichtig zur Steuerung der Optimierungsalgorithmen
Auslastung [%] Dieser Faktor beschreibt den Anteil der von der SIPLACE Pro-Optimierung er-
mittelten Produktionszeit an der real benötigten Produktionszeit.
Der Wert 60 bedeutet zum Beispiel, dass von der nach Abzug der zu erwarte-
ten Umrüstzeiten für die Produktion verfügbaren Produktionszeiten 60% pro-
duktiv genutzt werden können.
So konfigurieren Sie einen Multi-Linien-Auftrag
4.8.1 Dialogfeld: Einstellungen Individuelle Linieneinstellungen vornehmen
SIPLACE SiCluster Multiline SIPLACE SiCluster Multiline 57
Korrekturfaktor für ide-
ale Taktzeit
Dieser Korrekturfaktor gibt an, wie lange die optimierten Produktionszeiten auf
Grundlage der idealen Taktzeiten tatsächlich sein werden. Der Faktor 1,05 gibt
zum Beispiel an, dass der Zeitbedarf um 5% höher geschätzt wird.
Empfohlener Wert: 1.05 bis 1,1 (5 - 10%)
HINWEIS!
Dieses ist ein individueller Parameter Ihrer Fertigung. Tragen Sie den Wert ein,
falls Sie diese Zeiten kennen bzw. abschätzen können und Sie diese bei der
Optimierung berücksichtigen wollen.
Minimale Los-Taktzeit
[s]
Minimal mögliche Taktzeit aller Lose auf der Linie, die durch Taktzeiten von an-
deren Systemen (z.B. Ofen, Siebdrucker etc.) in der Linie begrenzt werden.
Die Minimale Los-Taktzeit ist der "Bottleneck" in einer kompletten Fertigungs-
linie. Ist dieser Wert größer als die ideale Taktzeit, wird dieser Wert für die Be-
rechnung verwendet.
So wirken diese Zeiten mit den optimierten Idealen Taktzeiten zusammen:
Ist die Linien Taktzeit oder die Los-Linien spezifische Taktzeit größer als die
optimierte Ideale Taktzeit, dann wird die größere Taktzeit zur Abschätzung der
Produktionszeiten verwendet, weil die Produktion nur mit der größeren Takt-
zeit möglich ist.
Diesen Optimierungs-Parameter können Sie global im Dialogfeld Optimie-
rungsparameter => Cluster Parameter => Minimale Los-Taktzeit der Linie ein-
stellen und hier ggf. individuell anpassen.
HINWEIS!
Dieses ist ein individueller Parameter Ihrer Fertigung. Tragen Sie den Wert ein,
falls Sie diese Zeiten kennen bzw. abschätzen können und Sie diese bei der
Optimierung berücksichtigen wollen.
Losänderungszeit
[min.]
Sie können eintragen, wieviel Zeit Sie in Ihrer Fertigung für das Wechseln von
einem Los zum nächsten zu fertigenden Los benötigen (Umrüstzeit). Dieser
Wert ist ein Durchschnittswert, der sowohl den gelegentlichen Wechsel der
Familienrüstung als auch unvorhergesehene Verzögerungen beim Loswech-
sel abdecken sollte.
HINWEIS!
Dieses ist ein individueller Parameter ihrer Fertigung. Tragen Sie den Wert ein,
falls Ihnen diese Zeiten vorliegen und Sie diese bei der Optimierung
berücksichtigen wollen.
Tragen Sie diesen Wert nur ein, falls die Loswechselzeiten nicht
vernachlässigbar sind. Sie erhalten als mögliches Ergebnis, dass Linien zu
viele Einzelaufträge erhalten und die optimierte Lösung wegen der vielen Los-
wechsel nicht in der beabsichtigten Zeit realisierbar ist.
WARNUNG
Einstellungen in den Optimierungsparametern
Linieneinstellungen, die unter den Optimierungsparametern eingestellt wurden, kommen nur
zur Anwendung, wenn die Linie erst nach der Einstellung zu SiCluster Multiline hinzugefügt
wird.
Parameter Beschreibung
So konfigurieren Sie einen Multi-Linien-Auftrag
Produktionszeit der Linie ermitteln 4.8.1 Dialogfeld: Einstellungen
58 SIPLACE SiCluster Multiline SIPLACE SiCluster Multiline
4.11
4.11 Produktionszeit der Linie ermitteln
Produktionszeit der Linie ermitteln
Als Voraussetzung für die Optimierung müssen Sie die zur Verfügung stehende Produktionszeit der Li-
nie vorgeben. Wenn Sie noch nicht genau wissen, wie viel Zeit für die Produktion der Aufträge benötigt
wird, können Sie dazu eine Schätzung von SiCluster Multiline errechnen lassen.
Die Produktionszeit ist die insgesamt für Produktion verfügbare Zeit, in der alle Lose dieses Auftrages
gefertigt werden sollen. Wenn im Rahmen der vorgegebenen Produktionszeiten und Parameter keine
gültige Zuordnung der Lose zu den Linien möglich ist, bricht SiCluster Multiline mit einer entsprechenden
Fehlermeldung ab.
Falls Sie in Ihrer Fertigung diese Zeit kennen, dann können Sie diesen Wert auch manuell eintragen.
Sie können dann zum Beispiel eintragen, wieviel Zeit Sie für die Produktion aller Lose dieses Auftrags
zur Verfügung haben (zum Beispiel vom Schichtplan abgeleitet).
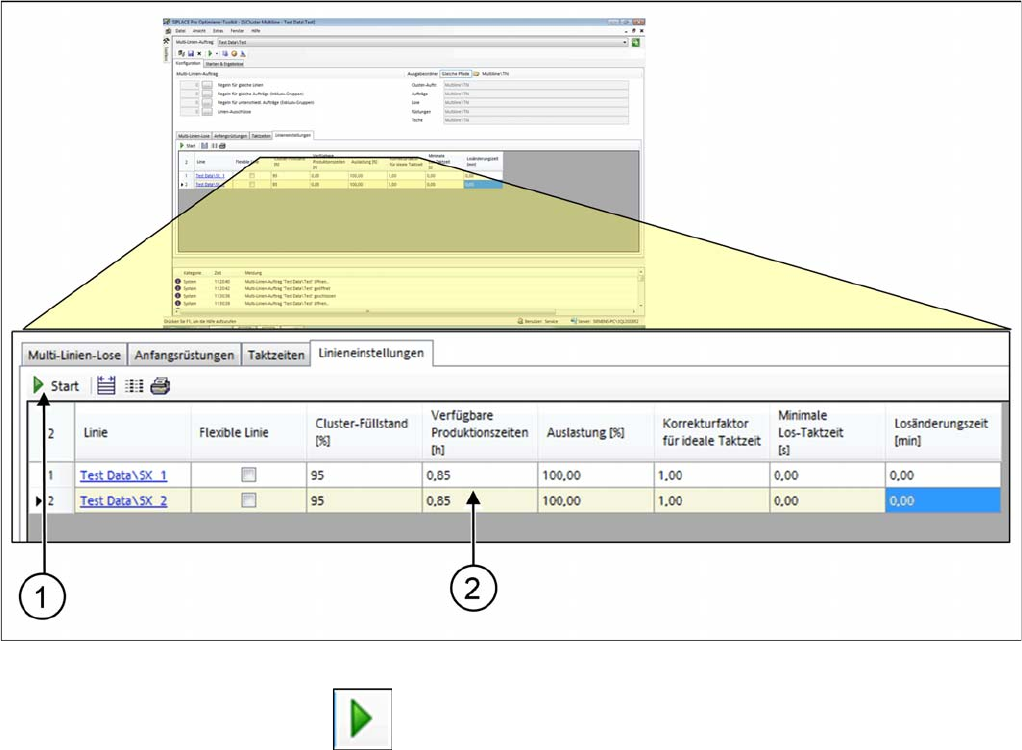
► Wählen Sie unter Konfiguration die Registerkarte Linieneinstellungen.
Registerkarte Linieneinstellungen: Produktionszeit der Linie ermitteln
► Starten Sie mit Start die Ermittlung der Produktionszeit der Linien.
⇨ Das Ergebnis wird in der Spalte Verfügbare Produktionszeiten (2) eingetragen.
⇨ Bereits manuell eingetragene Werte werden überschrieben.