FX-3_Instruction_Manual_Rev00_C.pdf - 第179页
第1部 基本篇 第2章 生产 2-74 4)生产管理信息(吸取率) 显示“各供给的吸取率(吸取率 = 吸取数/(吸取数 + 吸取错误数))”。 ◇画面通常以“最差吸取率”顺序显示。 (参见图 2-9-1-5) 图 2-9-1-5 吸取率显示画面(最差顺序显示例) 排序方法:选择列表排序方法。 No. 项目 内容 1 供给位置↓ 按供应位置的升序显示。 2 吸取率(B/A)↓ 按吸取率的最差顺序显示。 3 吸取率(B/A)↑ 按吸取率的最…
第1部 基本篇 第2章 生产
2-73
No 项目 内容
1 供应位置
显示元件的供应位置。
如果是管状送料器,则在括号内显示通道号。
2 元件名 显示供给的元件的名称。
3 总吸取数 该供应装置进行了吸取动作的次数。
(吸取数 + 吸取错误)
4 吸取数 该供应装置吸取成功的元件数。
5 贴片数 该供应装置吸取贴片的元件数。
6
无元件
该供应装置发生元件用完的次数。
送料器的“无元件”与下述“重试”意义相同,设定了剩余数量时,为
“重试超次+剩余数量变为 0 的次数”。
7 重试
该供应装置重试超次错误的发生次数。
(按照在元件数据的“重试次数”设定的次数进行吸取,未能吸取时,
计数累加“1”。
8
吸取错误 该供应装置吸取失败的次数。
9 元件损失
该供应装置损失的元件数。
(总吸取次数-重试×(元件数据的重试次数+1)-贴片数)
元件数据的重试次数有变更时,因无法准确计算元件损失,需要把生产
管理信息清零。
10
元件掉落 显示吸取元件后到贴片之间元件脱落的次数。
11
等待元件时间 显示该贴片头从移动到吸取元件为止等待的时间累计。
12
激光识别 使用该供应装置发生激光识别重试超次错误的次数。
13
异元件 检出异元件的次数。
14
验证 被判断为验证错误或 SOT 错误的次数。
15
芯片站立 该供应装置吸取的元件被判定为芯片站立的次数。
16
元件姿势 发生元件姿势错误的次数。
17
激光角度异常 发生激光角度异常的次数。
另外,各项目的合计显示于最上面第 2 行。
第1部 基本篇 第2章 生产
2-74
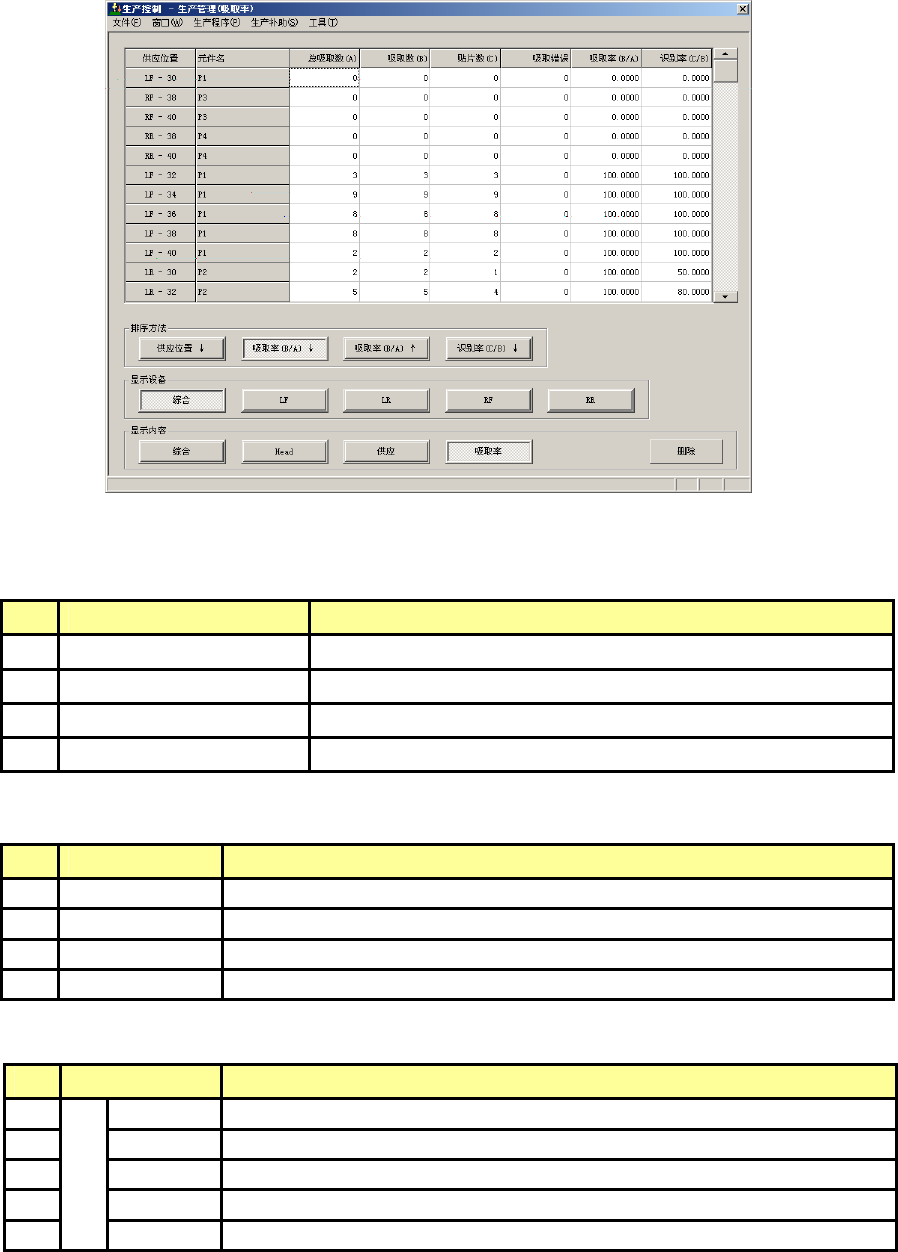
4)生产管理信息(吸取率)
显示“各供给的吸取率(吸取率 = 吸取数/(吸取数 + 吸取错误数))”。
◇画面通常以“最差吸取率”顺序显示。(参见图 2-9-1-5)
图 2-9-1-5 吸取率显示画面(最差顺序显示例)
排序方法:选择列表排序方法。
No. 项目 内容
1
供给位置↓
按供应位置的升序显示。
2
吸取率(B/A)↓
按吸取率的最差顺序显示。
3
吸取率(B/A)↑
按吸取率的最佳顺序显示。
4
识别率(C/B)↓
按识别率的最差顺序显示。
显示设备:选择列表显示的有元件的送料器台架。
No 项目 内容
1 LF(左前) 只显示设置在 LF(左前)的元件。
2 LR(左后) 只显示设置在 LR(左后)的元件。
3 RF(右前) 只显示设置在 RF(右前)的元件。
4 RR(右后) 只显示设置在 RR(右后)的元件。
显示内容项目:变更管理信息显示的内容。
No. 项目 内容
1 综合 显示综合管理信息。
2 贴片头 显示每 1 个贴片头的生产管理信息。
3 供应 显示每 1 个供应位置的生产管理信息。
4 吸取率 显示每 1 个供应位置的吸取率排序。
5
显
示
内
容
删除 删除生产管理信息。
第1部 基本篇 第2章 生产
2-75
No 项目 内容
1 供应位置
显示每个供应位置。
如果是管状送料器,则在括号内显示通道号。
2 元件名 显示元件名称。
3 总吸取数(A) 吸取数 + 吸取错误数
4 吸取数(B) 吸取成功的元件数。
5 贴片数(C) 贴片成功的元件数。
6 吸取错误 吸取失败的次数。
7 吸取率(B/A) 吸取成功的比例。
吸取率 = 吸取数 / (吸取数 + 吸取错误数)
8 识别率(C/B) 吸取成功的元件识别率。
识别率 = 贴片数 / 吸取数
●数据的更新
◆ 生产中(生产动作中):生产中数据不更新。如按下各按钮或刷新画面,则数据被更新,
按图 2-9-1-5 的吸取率最差顺序显示。
◆ 生产暂停中:数据被自动更新,按图 2-9-1-5 的吸取率最差顺序显示。
(4) 生产管理信息的管理
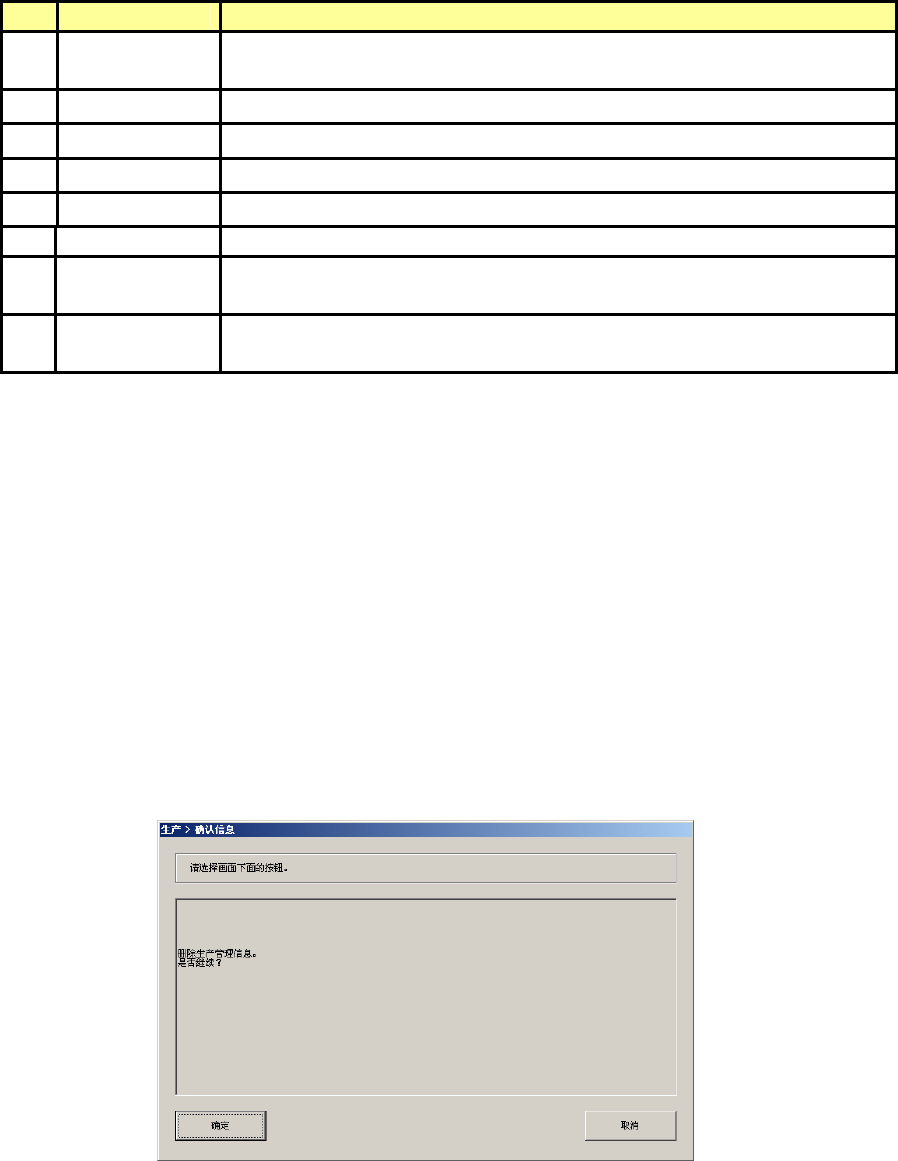
1)删除
要删除生产管理信息,请选择“显示内容”中的“删除”。
显示确认删除生产条件的对话框。
按下[确定]按钮,则删除生产管理信息。
按下[取消]按钮,则不删除生产管理信息。
图 2-9-1-6 删除生产管理信息对话框
2)生产管理信息的保存
生产结束后,通过执行“文件”的“保存”、“另存为”,可以按不同文件保存生产管理信息。
另外,在生产结束时,通过在生产结束提示信息画面中保存生产程序,可以保存生产管理信息。