FX-3_Instruction_Manual_Rev00_C.pdf - 第617页
第2部 功能详细编 第6章 操作选项 6-12 内容 序号 项目 状态 动作及详细内容 设置进行吸取位置校正。 根据激光定心的结果,对吸取位置进行校正。 4 校正吸取位置(激光) 不进行吸取位置的校正。 元件数据的“吸取位置校正”将被忽略。 设置在检查有无元件,发生真空错误时,执行激光再 检查。 不进行激光再检查。 5 有无元件检查中发生真空错误时 不贴片 进行激光再检查。 设置依次吸取元件时贴片头单元开始移动的时间。 吸取完成后不等待…
第2部 功能详细编 第6章 操作选项
6-11
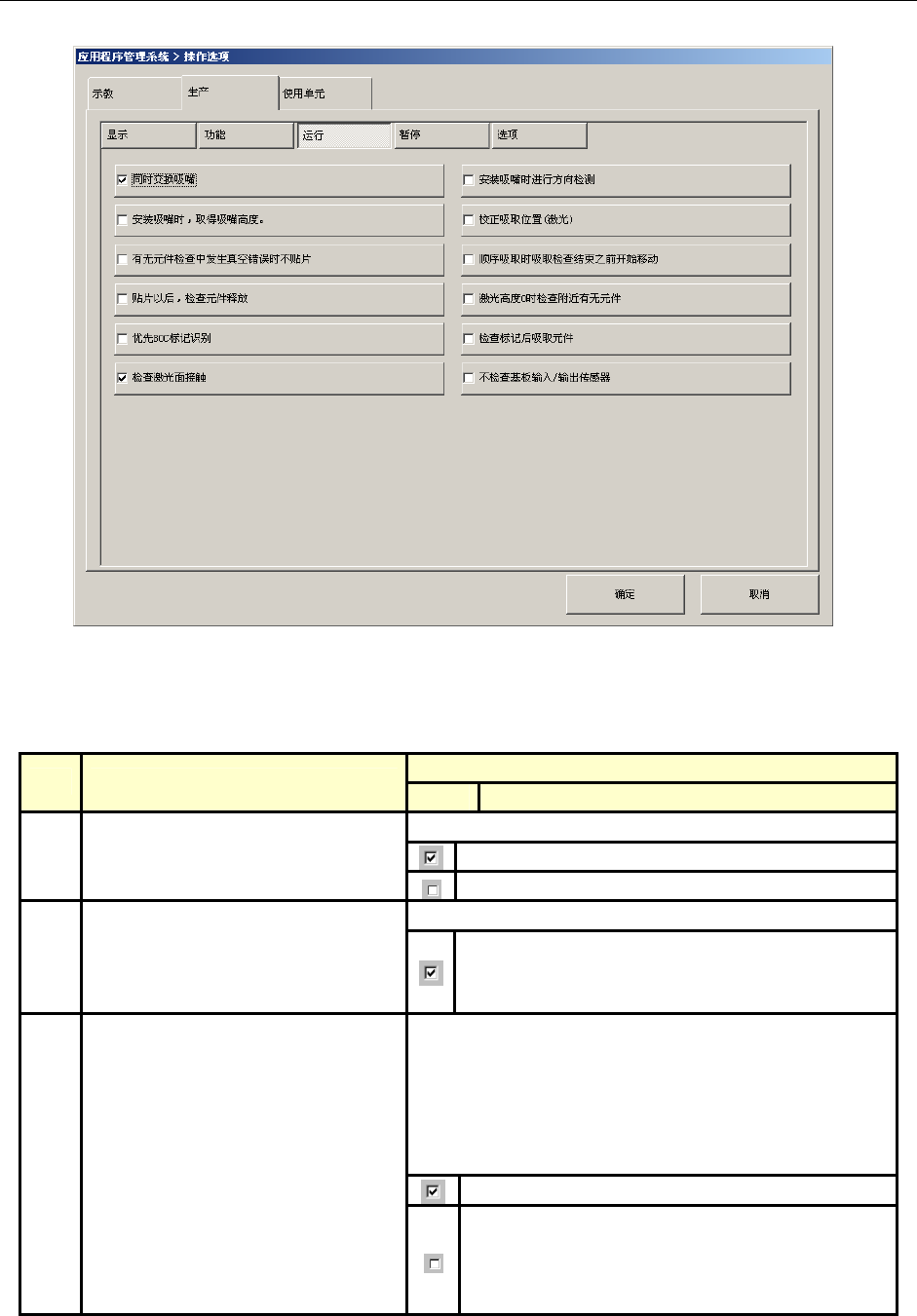
6-3-3 运行
图 6-3-3-1 生产运行选项
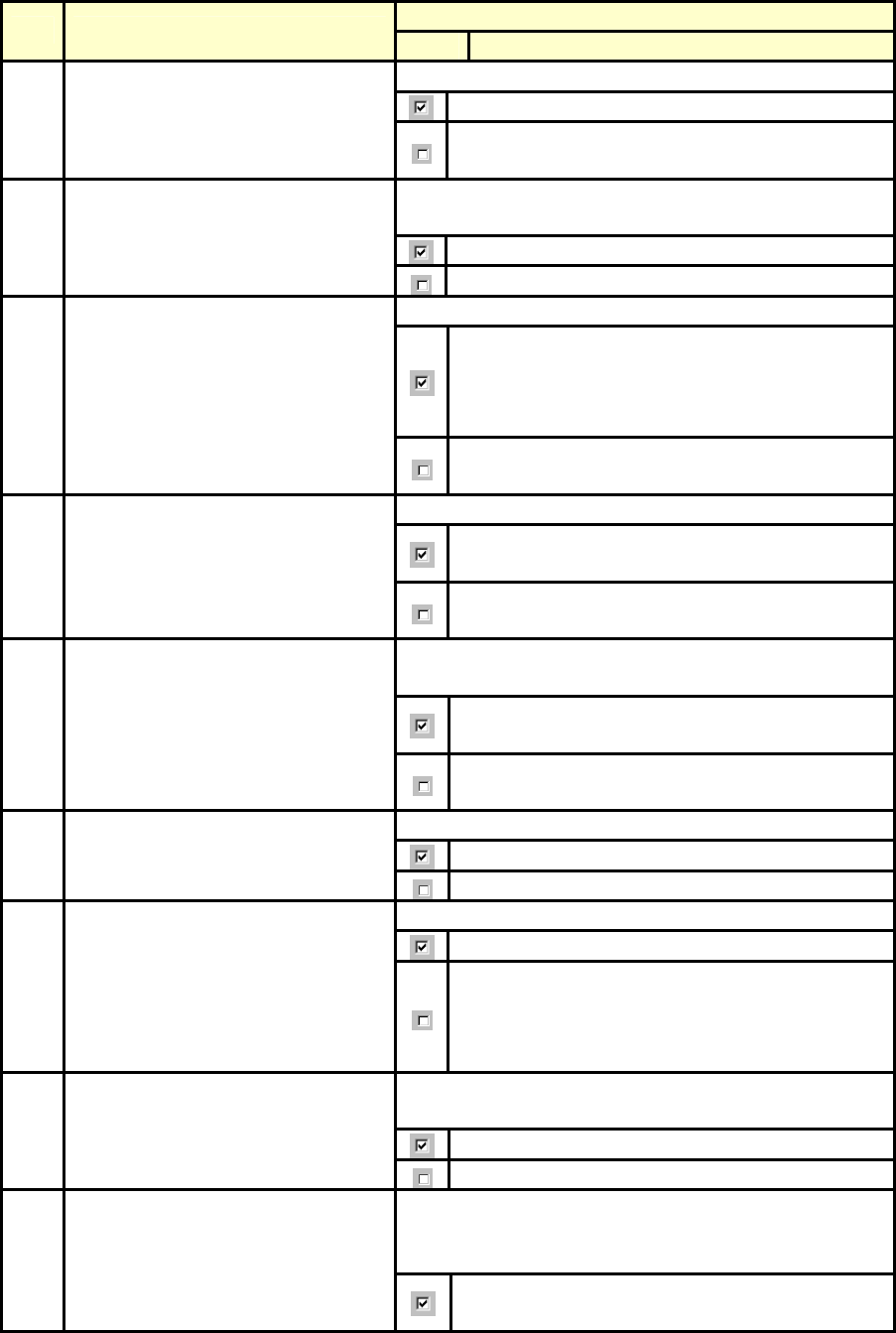
表 6-3-3-1 生产运行选项设置项目的详细内容
内容
序号 项目
状态 动作及详细内容
设置同时交换吸嘴。
执行同时交换吸嘴。
1 同时交换吸嘴
不执行同时交换吸嘴。
设置安装吸嘴时进行方向检测。
2 安装吸嘴时进行方向检测
安装吸嘴时进行吸嘴安装方向检测,在元件吸
取、识别、贴片时以吸嘴的安装角度进行角度校
正。
安装吸嘴时用激光测量吸嘴高度。
通过掌握实际测量的吸嘴高度,在识别元件时可以使
其高度方向位置更为准确。
要保证对薄型元件识别的稳定性时,使用此项功能。
安装对应 0402 元件专用的 509 吸嘴时,不管是否设
置此项选项,都必须测量吸嘴高度。
对全部吸嘴,安装时都要测量高度。
3 安装吸嘴时,取得吸嘴高度
只对 0402 元件专用的 509 吸嘴,安装时要测量
高度。
(贴装 0402 元件时,需要对应 0402 元件的选
项。)
第2部 功能详细编 第6章 操作选项
6-12
内容
序号 项目
状态 动作及详细内容
设置进行吸取位置校正。
根据激光定心的结果,对吸取位置进行校正。
4 校正吸取位置(激光)
不进行吸取位置的校正。
元件数据的“吸取位置校正”将被忽略。
设置在检查有无元件,发生真空错误时,执行激光再
检查。
不进行激光再检查。
5
有无元件检查中发生真空错误时
不贴片
进行激光再检查。
设置依次吸取元件时贴片头单元开始移动的时间。
吸取完成后不等待元件有无检查结束,XY 轴即
开始移动吸取下一个元件。在依次吸取到最后
时,等待元件有无检查结束后,XY 轴再开始移
动。
6
顺序吸取时吸取检查结束之前开
始移动
依次吸取元件时,要在对元件吸取的检查结束
后,XY 轴才开始移动执行下一个元件的吸取。
设置元件贴片时检查元件是否脱离吸嘴。
在元件贴装动作后 Z 轴上升时,用激光检查元
件是否脱离吸嘴。
7 贴片以后,检查元件释放
忽略元件数据中指定的“确认元件掉落”,不 进
行检查。
对激光高度 0 以上的元件变更吸取检查高度,以防止
因吸嘴发生检出错误。
对激光高度设置为 0 以上的元件,从吸嘴前端
降低 0.1mm 进行激光吸取检查。
8 激光高度 0 时检查附近有无元件
不以激光高度设置值为准,而按激光高度进行
激光吸取检查。
设置是优先识别 BOC 标记、还是优先识别坏板标记。
优先识别 BOC 标记(而不是优先识别坏板标记)。
9 优先 BOC 标记识别
优先识别坏板标记,而后识别 BOC 标记。
设置是否在识别标记后吸取元件。
识别标记后吸取元件。
10 检查标记后吸取元件
在节拍优先功能中选中“传送中吸取元件”、
“传送结束后,再运行生产”时,在识别标记
前吸取元件,但检出坏板标记时贴片头吸取的
元件要废弃。
测量元件的最大旋转宽度,在 SWEEP 时检查元件是否
干扰到激光面。
进行激光接触面检查。
11 检查激光接触面
不进行激光接触面检查。
设置对因输入/输出缓冲传送错误导致生产中断后
开始生产时,是否自动进行输入/输出缓冲的基板检
查。
12 不检查基板输入/输出传感器
开始生产时,不对输入/输出缓冲的基板进行
检查。
第2部 功能详细编 第6章 操作选项
6-13
内容
序号 项目
状态 动作及详细内容
开始生产时,对输入/输出缓冲的基板进行检
查,如有基板,则自动放到传感器上。
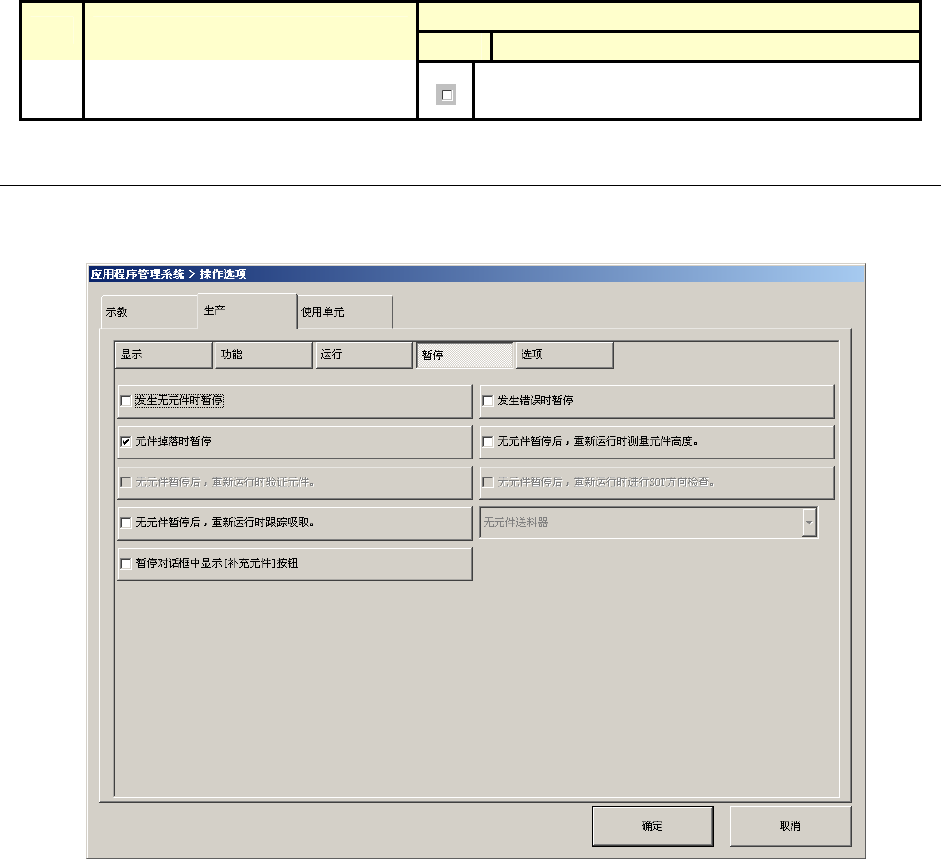
6-3-4 暂停
图 6-3-4-1 生产时的暂停选项