00198500-02_VD_711.1_R18-1_DE_EN.pdf - 第53页
Stationssoftw are 711.1 (R18 - 1) / Versions beschre ibung Ausgabe 05/2018 13 Einige Einstellungen kö nnen im Werkzeug Service gemacht werden. Dieses We rkzeug ist wie folgt geändert worden: – Der Standard - Of fset wird…
Stationssoftware 711.1 (R18-1) / Versionsbeschreibung Ausgabe 05/2018
12
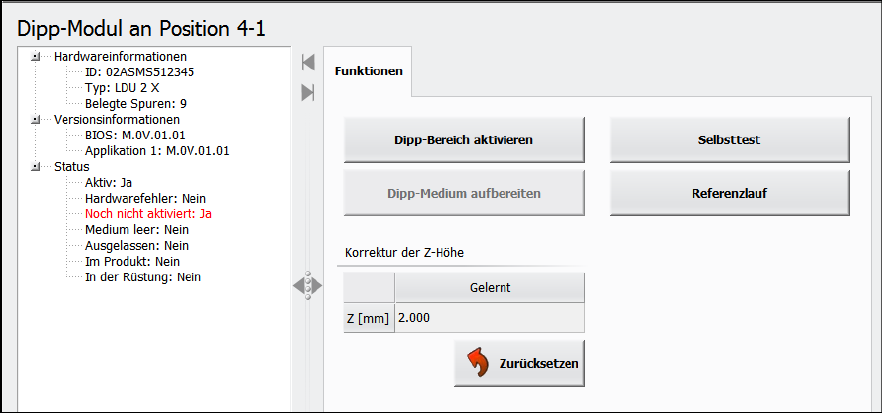
Unter Einzelfunktionen können folgende Aktionen ausgeführt werden:
– Dipp-Bereich aktivieren.
Diese Funktion kann verwendet werden, wenn die Aufwärmphase schon ausgeführt wurde,
z.B. nach einem Neustart der Stationssoftware.
– Dipp-Medium aufbereiten (wahlweise mehrmals)
– Selbsttest starten
– Referenzlauf starten
Abbildung 4-3: Aktionen – Einzelfunktionen
Fehlermeldungen, die das Linear Dipping Unit 2 X betreffen, werden auf der GUI der
Stationssoftware angezeigt und wenn nötig wird die Maschine angehalten.
Detaillierte Angaben zum Linear Dipping Unit 2 X finden Sie in der Bedienungsanleitung Linear
Dipping Unit 2 X, Artikelnummer [00198516-xx].
4.6 Z-Höhe des Vakuum-Toolings einstellen
Kompatibler Modus: Komplett
Der neue Transport auf dem Bestückautomaten SIPLACE CA4 V2 verwendet einen Motor
getriebenen Hubtisch. Um das Vakuum-Tooling zur Bestückposition Z-Höhe zu heben, ermittelt die
Transportsteuerungssoftware die korrekte Z-Höhe und bewegt den Hubtisch zu dieser Z-Höhe.
Hierzu ist eine Reihe von Messungen eingeführt worden, bei denen die aktuelle Höhe gemessen,
an der erwarteten Höhe ausgerichtet und, wenn erforderlich, einen korrigierten Wert an die
Transportsteuerung geschickt werden.
Die Transportsteuerungssoftware verwendet zwei verschiedene Offsets, um die Z-Höhe des
Vakuum-Toolings zu korrigieren: Standard-Offset und Mapping-Offset. Der Standard-Offset wird für
Leiterplatten mit einer Höhe <= 4,5 mm verwendet. Der Mapping-Offset wird für Leiterplatten mit
einer Höhe > 4,5 mm verwendet, z.B. die Mappingplatte.
Die Stationssoftware bietet vier Aufsetzpositionen auf der Oberfläche des Vakuum-Toolings, die für
die Höhenmessung verwendet werden können. Diese Positionen sind entweder in den vier Ecken
oder auf den Hauptachsen durch die Mitte der Oberfläche des Vakuum-Toolings platziert.
Stationssoftware 711.1 (R18-1) / Versionsbeschreibung Ausgabe 05/2018
13
Einige Einstellungen können im Werkzeug Service gemacht werden. Dieses Werkzeug ist wie folgt
geändert worden:
– Der Standard-Offset wird festgelegt, wenn Vakuum-Tooling kalibrieren ausgewählt ist unter
Automatische Kalibrierung. Die Leiterplattenhöhe muss manuell eingegeben werden
(zusätzlicher Parameter Höhe der LP). Der Transport muss leer sein.
– Der Mapping-Offset wird festgelegt, wenn LP-Mapping ausgewählt ist unter Automatische
Kalibrierung. Es wird kein weiterer Eintrag benötigt.
– Die (X-, Y-)Aufsetzpunkte müssen hinzugefügt werden im Transportabschnitt unter
Maschinenposition teachen.
– Unter Transportkonfiguration in der Vakuum-Tooling-Konfiguration kann der Benutzer
eingeben, für welche Leiterplattenhöhe die Adapterplatte ausgelegt ist. Dies erleichtert die
Nivellierung. Zurzeit gibt es zwei Höhen: 1,2 mm und 0,55 mm.
Im Werkzeug Wartung unter Überprüfung ist die Schaltfläche: Assistent für Nivellierungen
hinzugefügt worden. Durch Klicken auf diese Schaltfläche wird die neue Ansicht Assistent für
Nivellierungen geöffnet.
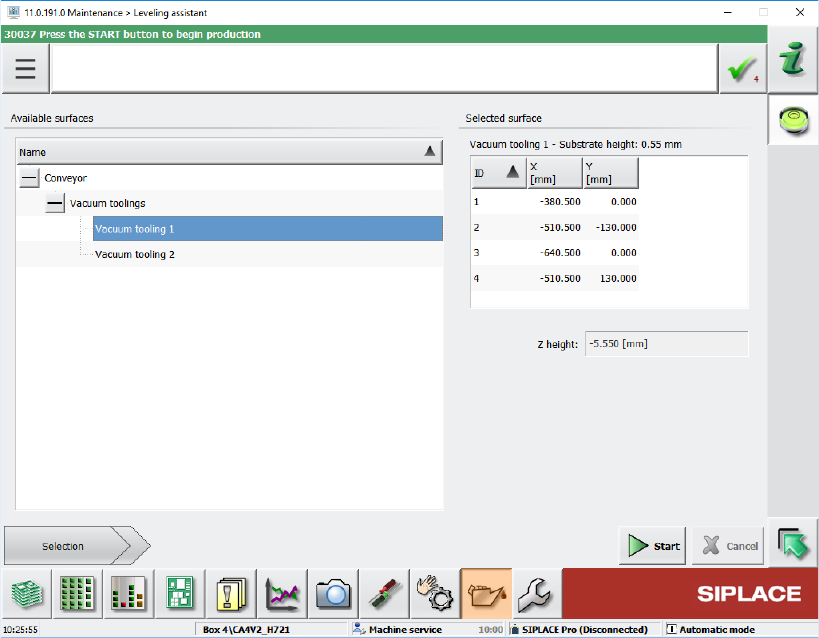
Abbildung 4-4: Ansicht Assistent für Nivellierungen
Der Assistent für Nivellierungen hilft dem Benutzer, die Z-Höhe des Vakuum-Toolings
einzustellen. Außerdem dient dieses Tool dazu, die Planarität der Vakuum-Tooling-Oberfläche
einzurichten und es senkrecht zu den Z-Achsen der Bestückköpfe zu justieren.
Links werden alle verfügbaren Oberflächen in einer Strukturansicht angezeigt. Zurzeit enthält
diese Einträge um die Z-Höhe des Vakuum-Toolings einzustellen und die Höhe der
Transportwangen zu messen.
Stationssoftware 711.1 (R18-1) / Versionsbeschreibung Ausgabe 05/2018
14
Durch Auswählen einer der verfügbaren Oberflächen, werden rechts eine kurze Beschreibung
der Oberfläche und eine Liste mit den Positionen, an denen die Z-Höhe gemessen werden,
angezeigt. Die Positionen haben die gleichen Namen wie diejenigen, die verwendet werden,
wenn die Maschinenpositionen geteacht werden. Dadurch ist es für den Benutzer einfacher,
die Position zu identifizieren wenn sie geteacht werden muss oder wenn der Benutzer z.B.
überprüfen möchte, dass die Position an der Oberfläche sich nicht direkt über einem Loch
befindet.
Die Messung wird durch Drücken des Start-Tasters gestartet. Wenn die Messung erfolgreich
ist, werden die Gemessene Werte automatisch angezeigt. Ansonsten wird eine Fehlermeldung
angezeigt.
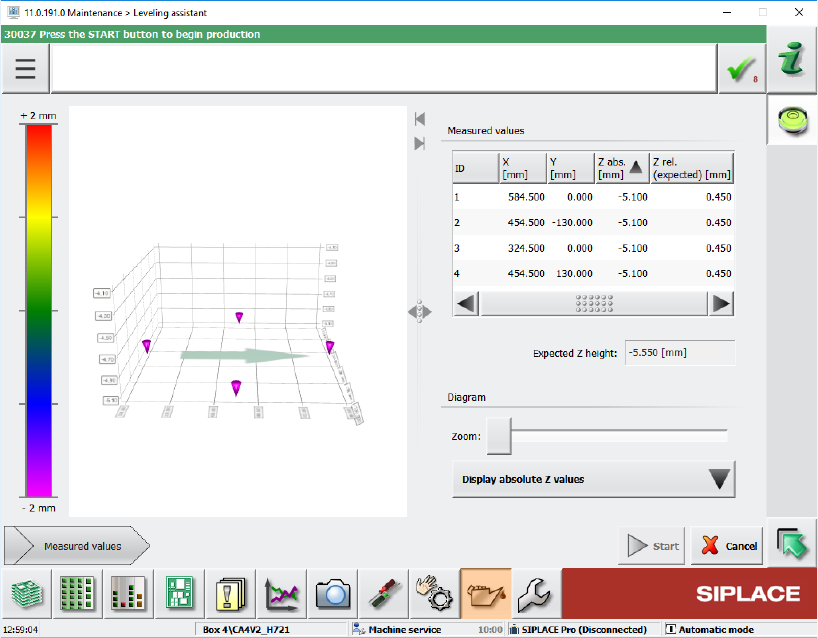
Abbildung 4-5: Gemessene Werte
In dieser Ansicht kann die Messung durch erneutes Drücken des Start-Tasters jederzeit
wiederholt werden. Ein Bild zeigt die Oberfläche beim mittleren Z-Wert, damit der Benutzer
sehen kann, welche Positionen unter oder über dem Mittelwert liegen. Der Benutzer kann
auswählen, ob das Diagramm absolute oder relative Werte anzeigen soll. Die relativen Werte
sind immer relativ zum mittleren Z-Wert.