00190801-02.pdf - 第323页
Betriebsanleitung Linienrechner UNIX 11. Produktionsmittel / Optimierung Software-Version 40 2.xx Ausgabe 06/96 11.4 Optimierungs-Dialog 11 - 25 - UMRÜSTZEITEN Die Rüsto ptimie rung benötigt e ine Gr und lage für die Ber…
Betriebsanleitung Linienrechner UNIX 11. Produktionsmittel / Optimierung
Software-Version 402.xx Ausgabe 06/96 11.4 Optimierungs-Dialog
11 - 24
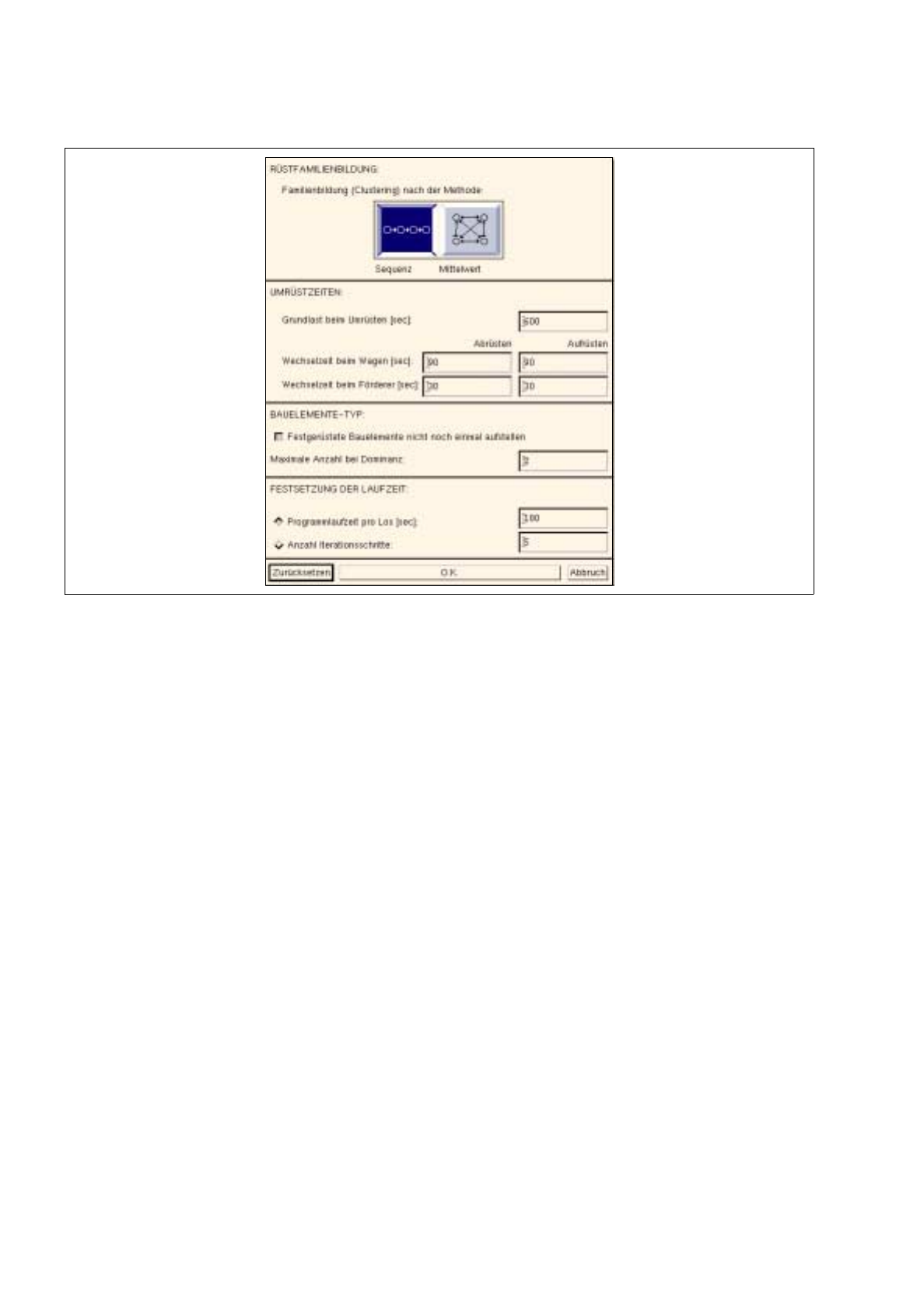
Abb. 11.4.2 Standardparameter ändern
Bedeutung der Parameter
-
RÜSTFAMILIENBILDUNG
-
Familienbildung (Clustering) nach der Methode Sequenz oder Mittelwert:
Die Rüstfamilienbil-
dung kann nach zwei unterschiedlichen Methoden erfolgen, die durch Aktivieren der entsprechenden
Ikone eingestellt wird .
-
Sequenz:
Ausgangssituation: Es gibt eine Anzahl von Aufträgen, die nur einmal und in beliebiger Reihen-
folge gefertigt werden sollen.
Optimierung: Die Optimierung bildet Rüstfamilien und schlägt eine
Fertigungsreihenfolge
vor.
Wird diese Reihenfolge eingehalten, können die Aufträge mit einem Minimum an Umrüstzeit
gefertigt werden.
-
Mittelwert:
Ausgangssituation: Es gibt eine Anzahl von Aufträgen, die immer wieder und zu unterschiedli-
chen und unvorhersehbaren Zeitpunkten gefertigt werden sollen.
Optimierung: Die Optimierung bildet Rüstfamilien, die minimale Umrüstzeiten für
jeden beliebi-
gen Umrüstvorgang
ergeben.

Betriebsanleitung Linienrechner UNIX 11. Produktionsmittel / Optimierung
Software-Version 402.xx Ausgabe 06/96 11.4 Optimierungs-Dialog
11 - 25
-
UMRÜSTZEITEN
Die Rüstoptimierung benötigt eine Grundlage für die Berechnung der Umrüstzeiten. Mit den folgenden
Parametern kann eingestellt werden, wieviel Zeit für die Umrüstung benötigt wird.
-
Grundlast beim Umrüsten [sec]:
Die Grundlast umfaßt die Zeit, die zwischen der letzten Bestük-
kung aus der Vorgängerrüstung und der ersten Bestückung der Folgerüstung verbraucht wird. Die
Umrüstzeiten werden nicht mitgerechnet. Die Defaulteinstellung ist 600 sec.
-
Wechselzeit beim Wagen [sec]:
Die geschätzte Dauer für den Ausbau bzw. Einbau eines Bauele-
mente-Wechseltisches. Die Förderer werden außerhalb der Anlage auf einem zweiten Wechseltisch
parallel zur Bestückung vorbereitet. Der Wechseltisch wird beim Umrüstvorgang komplett ausge-
tauscht. Die Defaulteinstellung ist 180 sec (= 90 sec Abrüsten + 90 sec Aufrüsten).
Um diesen Parameter verwenden zu können, muß im Konfigurationseditor ein Förderbereich als Bau-
elemente-Wechseltisch definiert sein (siehe Kap.12).
-
Wechselzeit beim Förderer [sec]:
Die geschätzte Dauer für den Ausbau bzw. Einbau eines Förde-
rers auf dem festen Bauelementetisch. Die Förderer werden außerhalb der Anlage parallel zur
Bestückung vorbereitet. Sie müssen einzeln umgerüstet werden, dadurch steigt der Umrüstaufwand
mit der Anzahl umzurüstender Komponenten. Die Defaulteinstellung ist 60 sec (= 30 sec Abrüsten +
30 sec Aufrüsten).
-
BAUELEMENTE-TYP
Bauelemente mit dominantem Bestückanteil und dominanter Rüttelzeit werden von der Rüstoptimierung
mehrfach aufgestellt, um Schieflasten zu vermeiden. Dies hat Auswirkungen auf die Rüstung und somit
auf die Umrüstzeiten. Wenn ein Bauelement nicht beliebig oft aufgestellt werden soll, kann die Anzahl der
Förderer pro Baulementetyp eingeschränkt werden.
-
Festgerüstete Bauelemente nicht noch einmal aufstellen
Dieser Parameter ist nur von Bedeutung, wenn eine Festrüstung definiert ist. Es kann eingestellt wer-
den, ob ein Bauelement, das bereits in der Festrüstung enthalten ist, von der Optimierung noch an
anderer oder mehreren anderen, evtl. günstigeren Stellen aufgestellt werden darf oder nicht.
-
Maximale Anzahl bei Dominanz
Mit diesem Parameter kann eingestellt werden, wie häufig ein dominanter Bauelementetyp maximal
aufgestellt werden darf. Soll nur ein Minimum an Rüstungen erstellt werden, sollte die Anzahl der För-
derer bei Dominanz auf 1 begrenzt werden. Bei der Einstellung 0, kann die Rüstoptimierung selber
entscheiden, wie oft der Bauelementetyp aufgestellt werden soll.

Betriebsanleitung Linienrechner UNIX 11. Produktionsmittel / Optimierung
Software-Version 402.xx Ausgabe 06/96 11.4 Optimierungs-Dialog
11 - 26
-
FESTSETZUNG DER LAUFZEIT
Die Laufzeit der Optimierung wächst mit der Anzahl der Aufträge exponentiell an. Über die Laufzeit kann
die Qualität der Rüstung eingestellt werden: große Laufzeit -> gute Rüstung, kleine Laufzeit -> schlechte
Rüstung. Die Laufzeit der Optimierung kann begrenzt werden. Ist die eingestellte Laufzeit überschritten,
bzw. die eingestellte Anzahl der Iterationsschritte durchlaufen, wird die Optimierung abgebrochen. Die
beste bis dahin gefundene Lösung wird weiter verwendet.
Die Optimierung kann reproduzierbare (Parameter: Anzahl Iterationsschritte) und nicht reproduzierbare
Ergebnisse (Parameter: Programmlaufzeit pro Los) liefern.
-
Programmlaufzeit pro Los [sec]
Mit diesem Parameter kann eingestellt werden, wie lange die Optimierung für einen Auftrag laufen
soll. Durch Multiplikation mit der Anzahl der Aufträge einer Losdatei kann die Gesamtlaufzeit der Opti-
mierung für die Losdatei ermittelt werden. Die Optimierungsergebnisse sind nicht reproduzierbar.
-
Anzahl Iterationsschritte
Mit diesem Parameter kann eingestellt werden, wieviel Optimierungsläufe (Iterationsschritte) durch-
laufen werden sollen, bis eine Rüstung erstellt ist. Danach wird die Optimierung abgebrochen und die
beste Rüstung ausgesucht. Die Optimierungsergebnisse sind reproduzierbar, die Dauer der Optimie-
rung ist jedoch nicht genau vorhersehbar.
Bedeutung der Buttons
-
Zurücksetzen
Mit diesem Button werden die Standardwerte auf die Defaultwerte zurückgesetzt. Sie werden dabei
gelöscht.
-
OK
Mit diesem Button werden die geänderten Werte übernommen.
-
Abbruch
Mit diesem Button werden die geänderten Werte verworfen und der alte Stand wieder hergestellt.
11.4.3.2 Beispiele zur Parametereinstellung
Die Parametereinstellung für die Rüstoptimierung hängt sehr stark von der Häufigkeit der Rüstwechsel
innerhalb einer Fertigung ab.
Anhand von drei Beispielen soll dargestellt werden, wie die Parameter in den verschiedenen Fertigungssitua-
tionen eingestellt werden können:
●
hoch-flexible Fertigung:
es werden in kürzester Zeit viele verschiedene Aufträge mit Rüstwechsel
gefertigt.
●
flexible Fertigung:
es werden häufig Rüstwechsel durchgeführt, wobei auch immer wieder die glei-
chen Aufträge gefertigt werden.
●
starre Fertigung:
es wird über einen langen Zeitraum unverändert nur mit einer einzigen Rüstung
gefertigt.