YSI_Prog_E.pdf - 第187页
4-27 4 Inspection status 7 Set the basic par ameters and judgment conditions parameters. 1. Open the "Basic" tab, and set the "Status" in the basic parameters to "Comparison". 2. Open the &q…

4-26
4
Inspection status
Memory No.
Select an arbitrary value from the drop-down list. "1" is selected here.
4
Create a "step" on the dark side.
1. Select the step created at Step 1, and then copy and paste the step.
2. Move the pasted step to the position when the part is rotated 180°. Select the step, right-click, and
open the context menu. By selecting a "Step rotation" of "180°", the step moves to the position when
the part is rotated 180°.
Creating a step
"Brightness Level"Create a "step" on dark side.
24438-P6-00
5
Set the "Memory No." in the judgment conditions parameters.
Select a number other than the number set at Step 3 from the drop-down list. "2" is selected here.
6
Create a comparison step.
1. Select the step created at Step 4, and then copy and paste the step.
2. The frame of the pasted step is changed to a different shape in order to distinguish it from the
luminance level steps, and then moves close to the two luminance level steps.
Creating a comparison step
Set to "Comparison".Create a step frame with a different shape.
"Brightness Level" step frame "Brightness Level" step frame
24439-P6-00
4-27
4
Inspection status
7
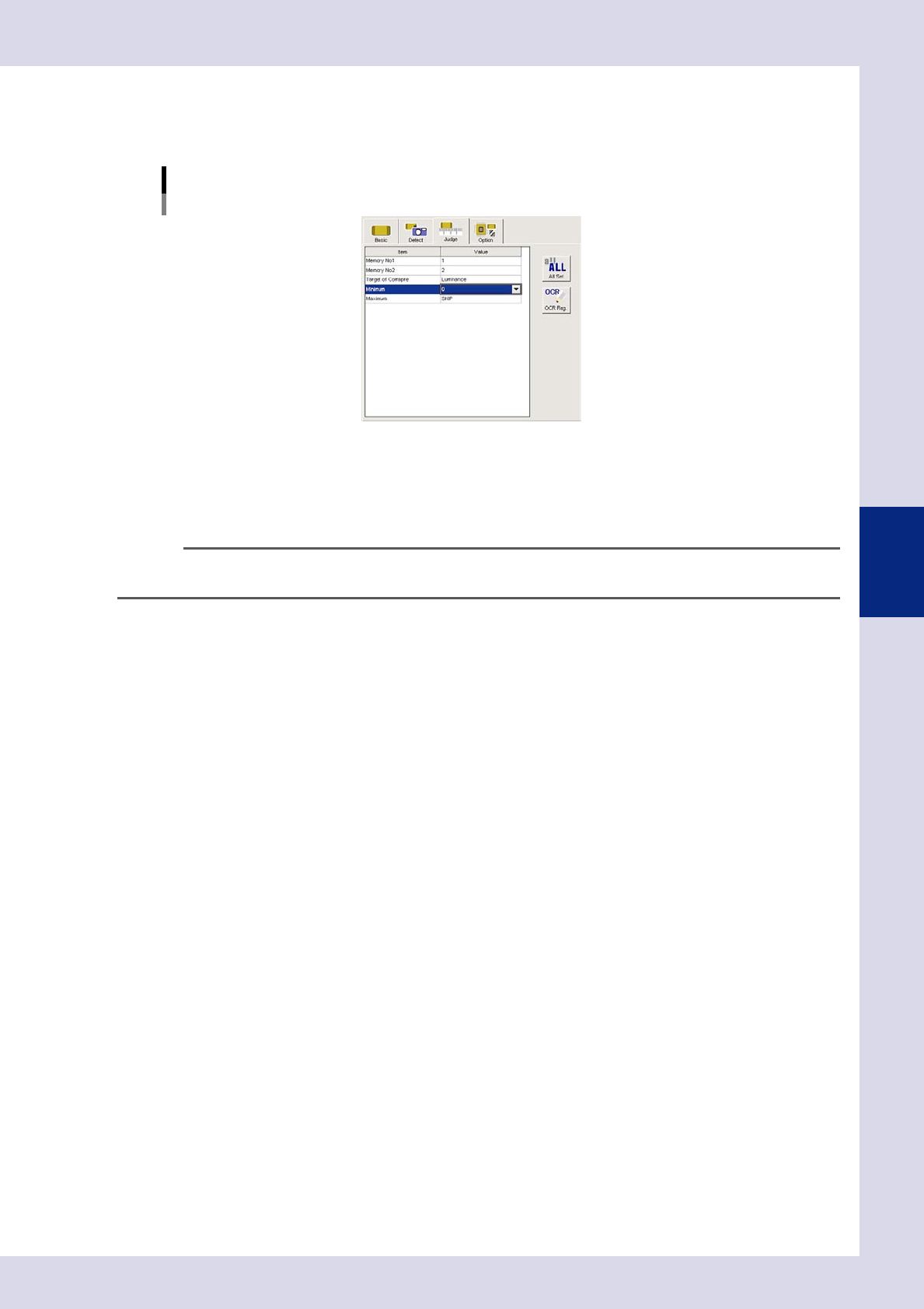
Set the basic parameters and judgment conditions parameters.
1. Open the "Basic" tab, and set the "Status" in the basic parameters to "Comparison".
2. Open the "Judge" tab and set the following items.
"Judge" parameters
Status: Comparison
24440-P6-00
Memory No1
Select memory No. "1" set at Step 2.
Memory No2
Select memory No. "2" set at Step 5.
TIP
Inspection is performed at comparison steps with difference in luminance obtained by subtracting the "Memory No2"
luminance from "Memory No1" luminance.
Target of Compare
Luminance
Performs a comparison with the difference in the luminance measurement results for steps set at the
memory No. settings.
Thickness (YSI-X)
Performs a comparison with the difference in the thickness measurement results for steps set at the
memory No. settings.
8
Perform a "step" test.
1. Press the [Step] button to perform a test for the created step. Test results and detection data are
displayed when testing is complete. When doing so, there is no problem if the test result is "NG".
Detection data
Difference =: This is the difference in luminance between two measured steps.
2. Take a note of and check the detection data, and then press the [End] button.
9
Set the "Min Area" and "Max Area" in the "Judge" parameters.
Set by referring to the inspection data Difference.
Minimum
Enter approximately 80% of the Difference. An NG result is judged if the difference in luminance is less
than this value.
Maximum
Enter approximately 120% of the Difference. An NG result is judged if the difference in luminance is
greater than this value.
0
Perform a step test again.
1. Press the [Step] button at the "Tuning" tab again to perform a step test.
2. Take a note of and check the detection data, and then press the [End] button.
3. If the test result is not judged correctly, review all parameters while referring to the detection data.
4-28
4
Inspection status
1.10 Shape Check
Use this inspection mode to inspect the shapes of inspection objects. This description takes an aspect ratio
comparison as an example.
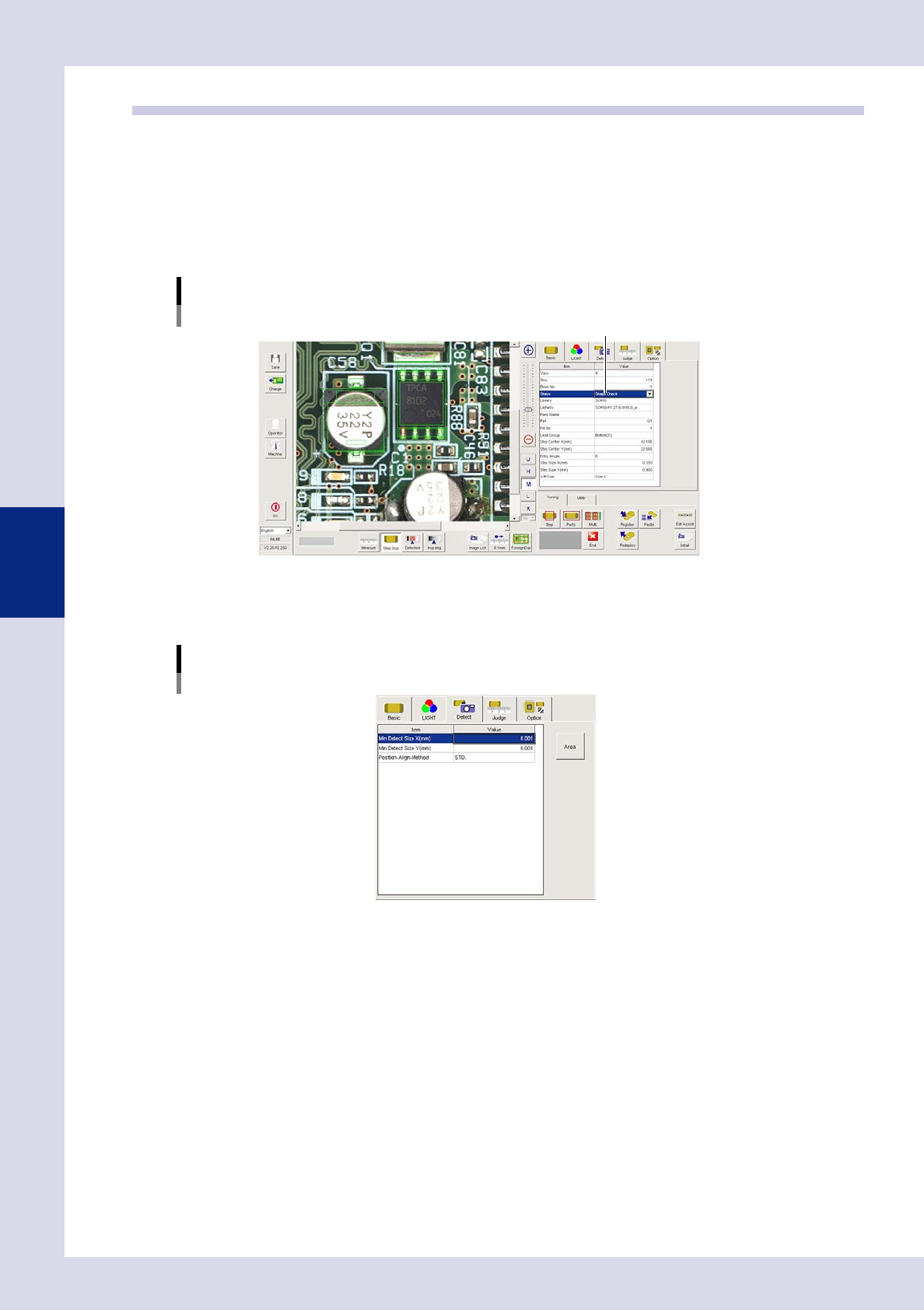
1
Make a "step" setting.
1. Create a step frame.
2. Open the "Basic" tab, and set the "Status" in the basic parameters to "Shape Check".
3. Open the "LIGHT" tab, and set the lighting parameters as "sampling light type" and "threshold value".
Status (Inspection mode)
Shape Check
Set to "Shape Check".
24441-P6-00
2
Set the "Detect" parameters.
Open the "Detect" tab and set the following parameters.
"Detect" parameters
Status: Shape Check
24442-P6-00
Minimum Detectable Size X, Y (mm)
Set the minimum size that can be recognized as an inspection object.
Enter a small value (X, Y = approx. 0.01 mm) at first. (An appropriate value is set at Step 6.)