FTFR32-56_Instruction_Rev00b_C.pdf - 第23页
FTF32—56R 使用说明书 Rev.00 18 6) 向贴片机侧按压锁顶返回杆, 然后固定供料器。 请参阅图2-6-5进行供料器是否确实地固 定在贴片机的确认。 7)拆卸时,请向面前拉返回杆,然后拿起夹紧部取下来。 注意 请确认供料器下面和供料槽上面是否没有元件等异物。 在有异物的状态下,如果安装供料器就有可能发生分离位置偏移。 2-7. 生产时的注意事项 排出传送带时,有可能勾到一次更换台 车和废弃箱侧面。 使用轧花深度大, 硬质…
FTF32—56R 使用说明书 Rev.00
17
2-6.向贴片机安装和拆卸
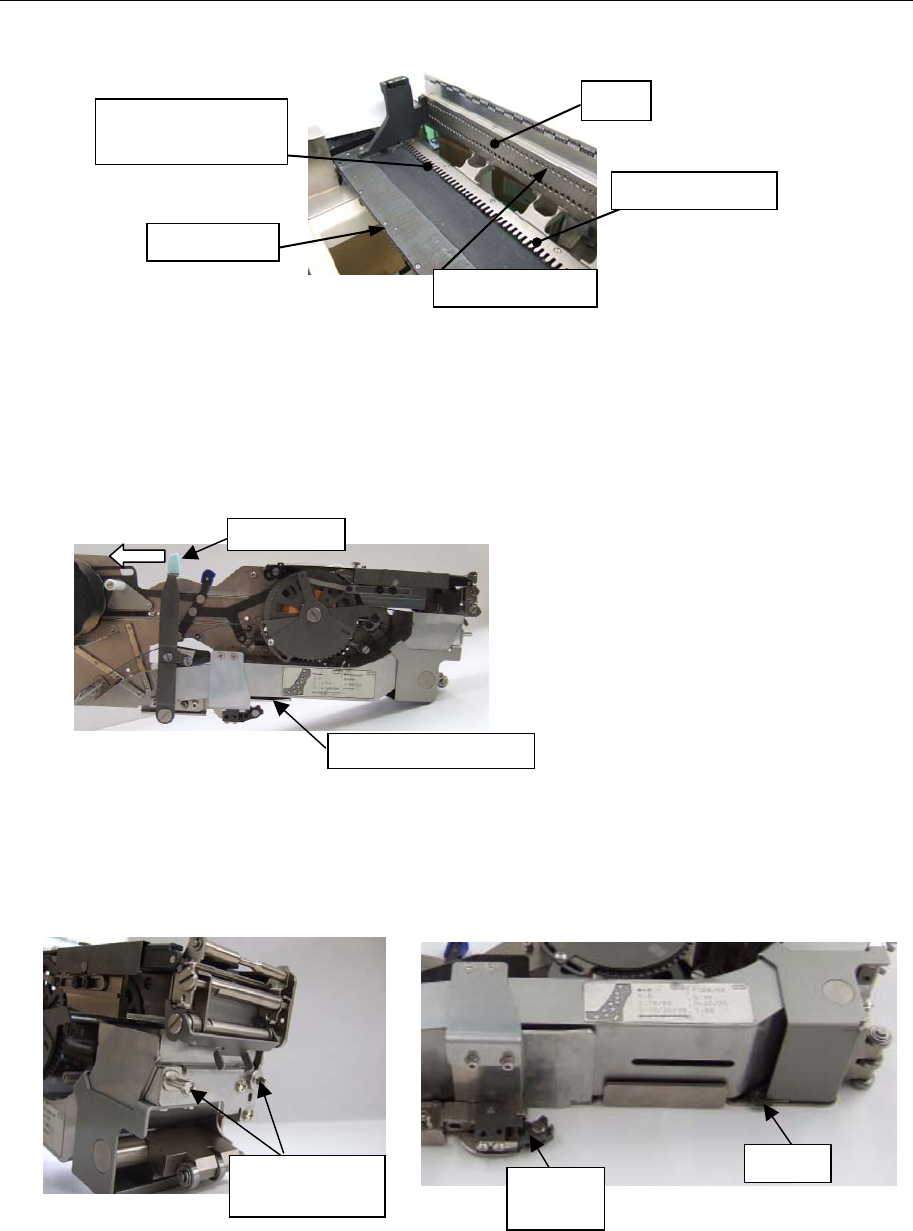
1)请确认带式供料器的固定面、贴片机的元件槽上面是否没有元件等异物。
图2-6-1 贴片机的供料器槽
2)用手握住夹子,再用另一支手把带盘架轴放好。
3)把带式供料器的固定面放到供料器元件槽上。
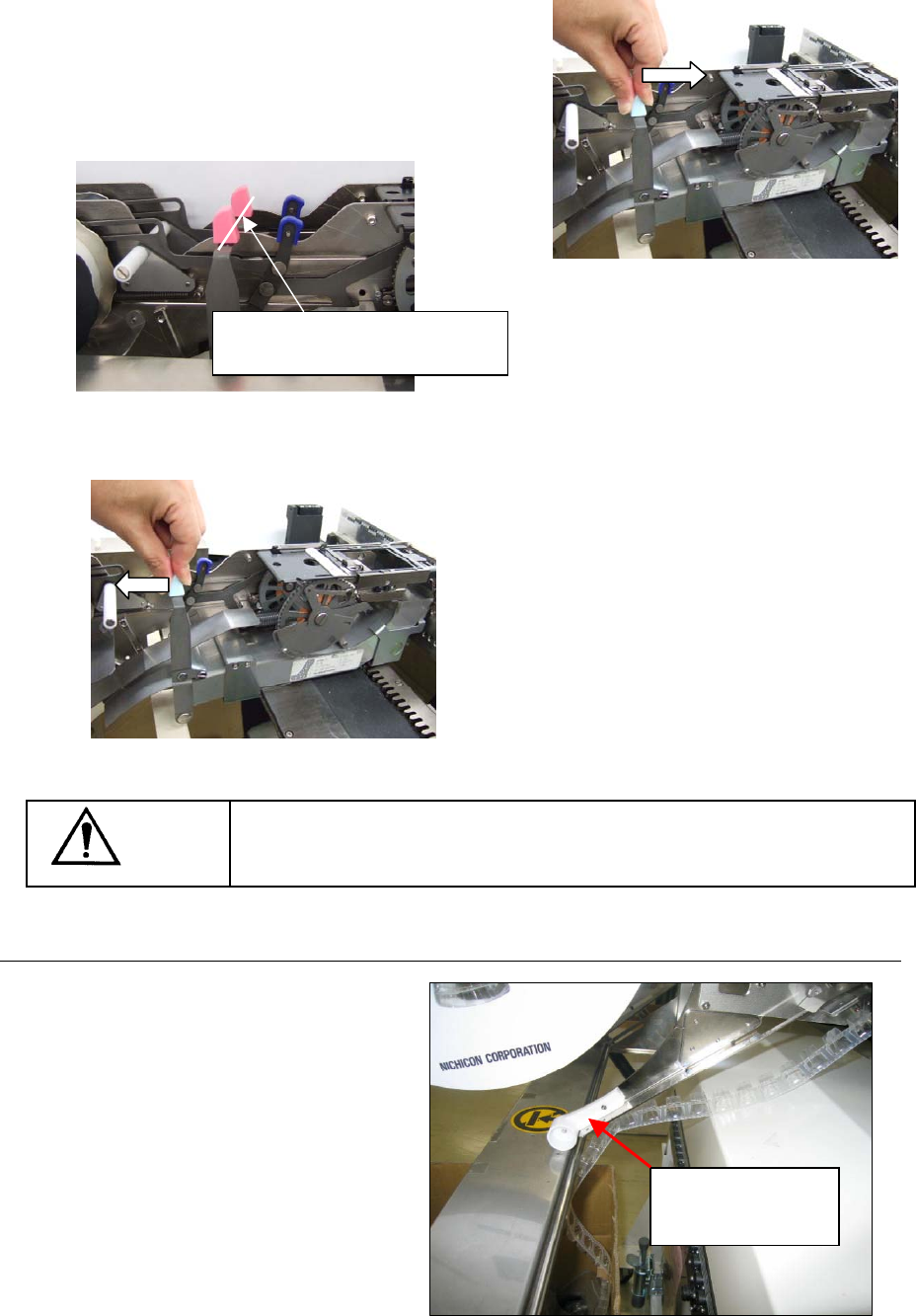
4)请把锁定返回杆拉到胸前。
5) 向安装方向滑动带式供料器,把X轴基准销A·B顶到元件槽的定位板的定位孔,把定位销顶
到定位板B的U槽,把锁定架和柱塞板顶到锁定轴V槽。
锁定返回杆
确认元件槽上面是否
没有元件等异物。
定位板
锁顶轴 V 槽
定位板的定位孔
定位板B的U槽
X轴基准销A
X轴基准销B
锁顶架
柱塞板
定位板
图 2-6-2
带式供料器的固定面
图 2-6-3
图 2-6-4
FTF32—56R 使用说明书 Rev.00
18
6) 向贴片机侧按压锁顶返回杆,然后固定供料器。
请参阅图2-6-5进行供料器是否确实地固
定在贴片机的确认。
7)拆卸时,请向面前拉返回杆,然后拿起夹紧部取下来。
注意
请确认供料器下面和供料槽上面是否没有元件等异物。
在有异物的状态下,如果安装供料器就有可能发生分离位置偏移。
2-7.生产时的注意事项
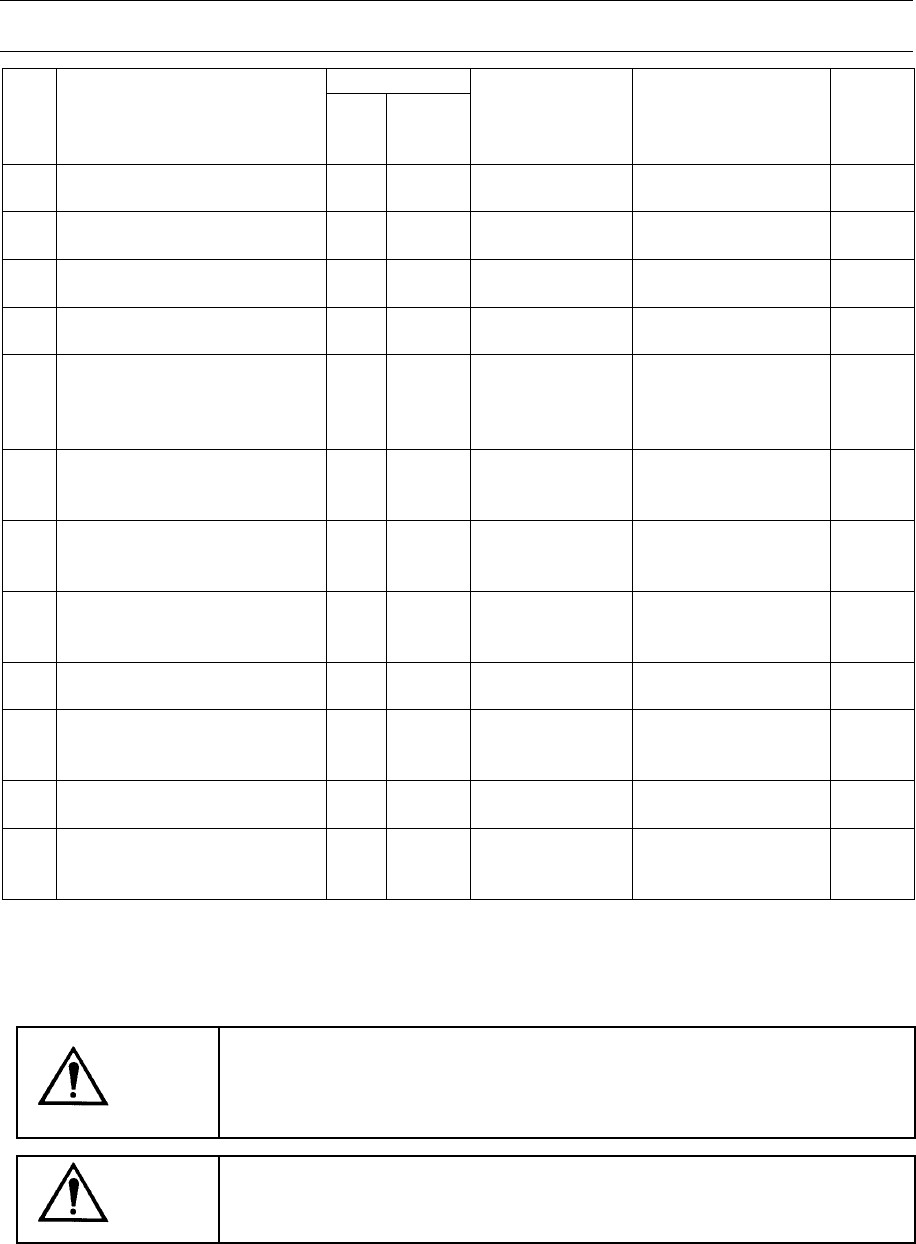
排出传送带时,有可能勾到一次更换台
车和废弃箱侧面。
使用轧花深度大,硬质材料的传送带时,
请一定确认要排出的传送带是否能够顺
畅地排出。
被固定的状态时,传送杆的位置与
相邻的供料器位置相同。
图 2-6-6
图 2-6-5
图 2-6-7
除去勾到一次更换
台车和废弃箱的传
送带。
FTF32—56R 使用说明书 Rev.00
19
3.日常检查
3-1.日常检查表
维修保养时期
NO.
检查方法
每日
每次更
换零件
后
处理措施 故障现象
详细
1
确认上盖上是否没有粘附带屑、
油脂等。
●
请进行清扫。 吸附率下降。
3-4-1-1
2
确认在供料带行走部上是否没
有伤痕。
●
更换零件。 不能正常地传送。
3-4-1-4
3
确认在供料带行走部上是否粘
附油脂等。
●
请进行清扫。 元件脏污。
3-4-1-4
4
确认各部的螺丝安装方面是否
没有脱落、缺少。
●
请安装到正常的
位置。
动作不良。
3-4-2-6
5
检查遮挡器的动作。(应顺畅地
动作)
●
确认遮挡器长孔
部、遮挡器下面是
否没有异物进入,
如有请清除。
供料带不能传送。
3-4-2-5
6
确认上盖的剥离缝隙部、遮挡器
部是否没有粘附带屑、粘附物
等。
●
请进行清扫。 护带不能卷取。
3-4-1-1
7
确认上盖下面的槽部是否没有
伤痕、变形。同时确认没有大的
松动。
●
更换上盖。 ·护带不能卷取。
·吸附率低。
3-4-2-5
8
确认遮挡器长孔部、棘轮盘部、
上盖挂钩部的下侧是否没有粘
附元件。
●
请清除元件。 供料带不能传送。
3-4-1
9
确认导向辊是否顺畅动作,是否
没有粘附脏污等。
●
请进行清扫。 供料带不能传送。
3-4-1-6
10
确认供料器安装基准面(前面)
的状态。
●
每装卸
供料器
确认供料器下面
和元件槽上面是
否没有夹元件等。
·夹紧不良。
·分离位置精度降低。
3-4-1-7
3-4-2-1
11
确认在供料带排出口是否堵塞
了残带和电子元件。
●
清除堵塞的残带
和电子元件等。
供料带不能传送。
3-4-1-4
12
确认在把供料器安装到贴片机
上时,是否确实定位,紧紧地夹
住。
●
每装卸
供料器
请重新夹紧。 分离位置精度降低。
―
·异物粘附时,请用气枪等除掉异物。
·除去脏污时,请用沾有酒精的棉纱或棉棒进行清扫。
注意
·酒精请使用IPA(异丙醇)或酒精(乙醇)。
·润滑脂请使用阿尔巴尼亚润滑脂。
·用气枪吹散脏污等时,请注意油污(吹散时混入到空气中被喷雾的油)
的粘附。元件脏污有可能造成护带卷取不良。
注意
带式供料器式精密机器。请注意操作不要错误地给予冲击或施加过大的荷
重。错误地施加过大的荷重后,或掉落后,请再次确认分离位置。(分离位
置的确认和调整需要使用专用供料器调整夹具。)