XPF POP使用说明.pdf - 第27页
INS-XPFRDF-3.0S 5. 编程 XPF 旋转式浸渍助焊剂单元使用说明书 17 5. 编程 备注 )旋转式浸渍助焊剂单元在 Fuji Flexa 上和 XPF 上都能进行设定。此章介绍使用 Fuji Flexa 进行设定的方法。 5.1 创建 Job 在 Job 编制器中打开生产 Job。 5.1.1 Shape Data 的设定 1. 对于进行浸渍动作的元件,请选择 [Shape Pro cess]-[Flux] 标签页,进…
4. 基本操作 INS-XPFRDF-3.0S
16 XPF 旋转式浸渍助焊剂单元使用说明书
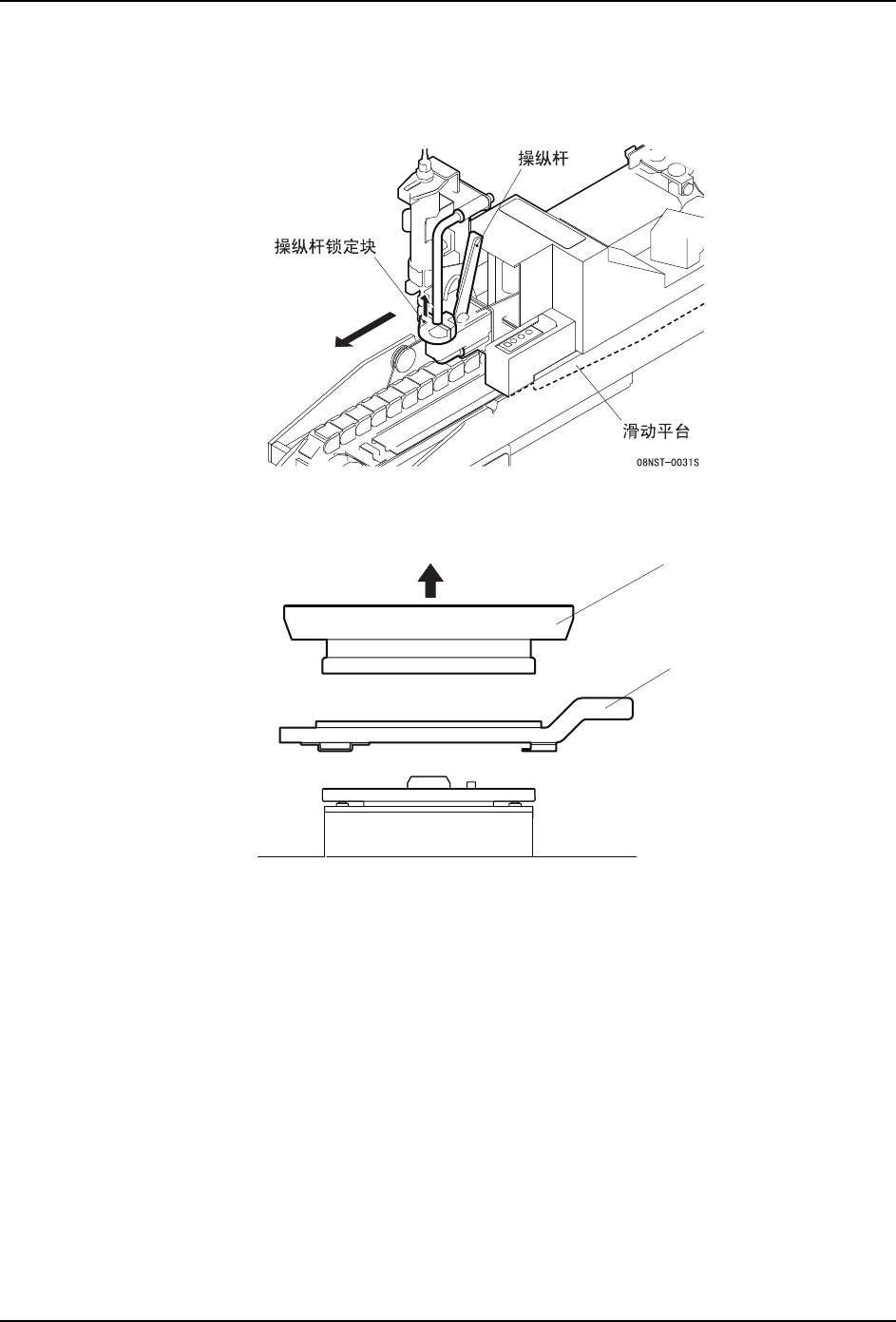
4. 拧松锁定旋钮,将送液管支架从生产位置移动到维修保养位置并进行固定。
备注 )将送液管支架固定在维修保养位置时,请确认吐出口在接收槽上。
5. 抬起下锡台,从转动台上拆下。接着,也抬起接收槽并拆下。
1676
с䭗ਦ
᭬″
INS-XPFRDF-3.0S 5. 编程
XPF 旋转式浸渍助焊剂单元使用说明书 17
5. 编程
备注 )旋转式浸渍助焊剂单元在 Fuji Flexa 上和 XPF 上都能进行设定。此章介绍使用 Fuji
Flexa 进行设定的方法。
5.1 创建 Job
在 Job 编制器中打开生产 Job。
5.1.1 Shape Data 的设定
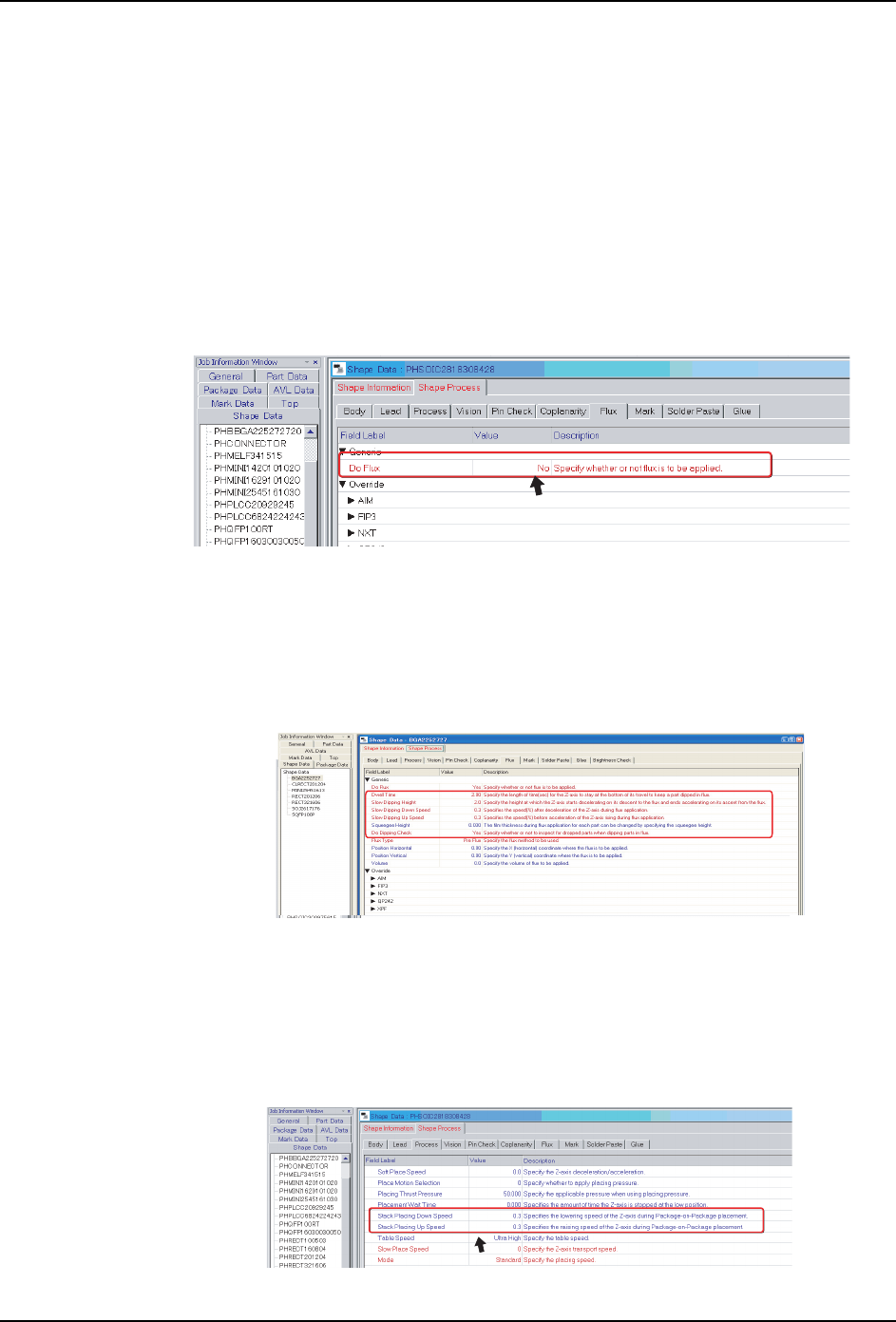
1. 对于进行浸渍动作的元件,请选择 [Shape Process]-[Flux] 标签页,进行以下的设定。
·[Generic]-[Do Flux]:[Yes]
2. 请设定浸渍动作的参数。
备注 )各项目的推荐值
Dwell Time: 0.20 助焊剂涂敷时在 Z 轴下降端的停留时间 [ 秒 ]
Slow Dipping Height: 2.5 助焊剂涂敷时开始减速时的高度 [mm]
Slow Dipping Down Speed: 0.3 助焊剂涂敷时 Z 轴下降时的减速后的速度 [%]
Slow Dipping Up Speed: 0.3 助焊剂涂敷时 Z 轴上升时的减速后的速度 [%]
Do Dipping Check: Yes 是否进行助焊剂涂敷时的元件落下的检查
备注 )不要对 [Squeegee Height][Flux Type][Slow Dipping Speed][Dip Depth] 这 4 个项
目进行设定。
3. 请设定贴装时的参数。
备注 )各项目的推荐值
Stack Placing Down Speed::0.3 Package-on-Pachage 贴装时 Z 轴的下降速度 [%]
Stack Placing Up Speed::0.3 Package-on-Pachage 贴装时 Z 轴的上升速度 [%]
08NST-0017Ea
08NST-0018E
5. 编程 INS-XPFRDF-3.0S
18 XPF 旋转式浸渍助焊剂单元使用说明书
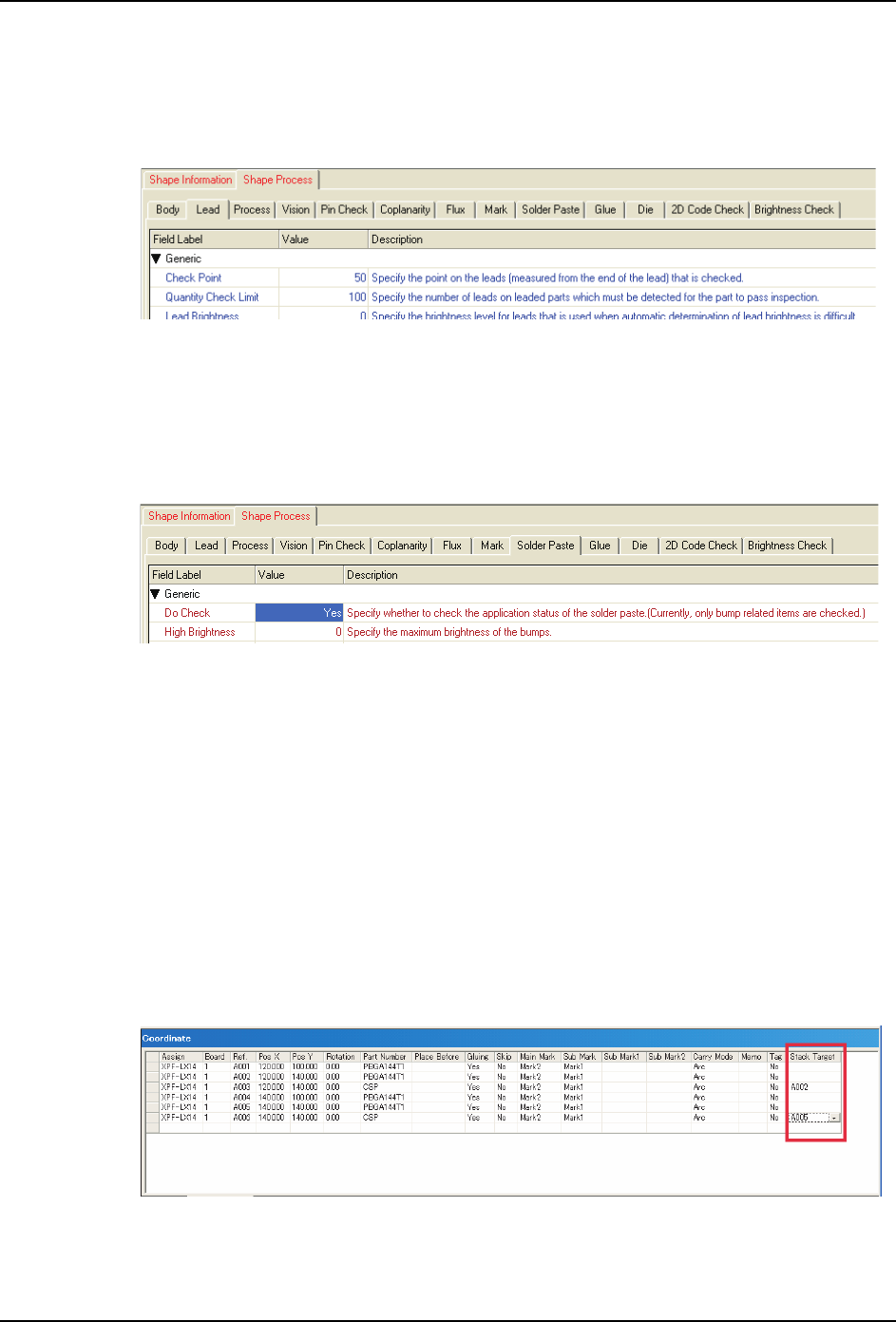
4. 请选择 「Shape Process」- 「Lead」标签页,进行以下的设定。
Quantity Check Limit:指定引脚的查出率。
Lead Brightness:自动判断引脚亮度困难时、可以任意指定引脚的亮度级别。
备注 )要使这个项目的设定有效,请将固有值 (__LeadBrightnessCheck) 设定为 1。
5. 请选择 「Shape Process」- 「Solder Paste」标签页,进行以下的设定。
Do Check: 设定是否进行焊锡焊膏的涂敷状态的检查。
High Brightness: 一边确认取入的影像,一边设定可以清楚反映锡球的最亮值。
Low Brightness: 一边确认取入的画像,一边设定可以识别锡球的下限值。
注意 )[High Brightness][Low Brightness],只有在 [Do Flux][Do Dipping Check][Do
Check] 全部是 Yes 的情况下有效。
5.1.2 料槽的指定
浸渍助焊剂单元的搭载料槽是固定的。
在 FujiFlexa 中不需要进行设定。
备注 )现在的 Fuji Flexa (优化器)没有支持浸渍助焊剂单元。
优化器在检查时即使显示出错误,只要浸渍助焊剂单元在所定位置(贴纸位置)上,就
可以将 Job 传送到机器并进行运转。
5.2 Package-on-Package 贴装时的设定
用 Job 编制器打开生产 Job。
5.2.1 顺序数据的设定
在 Coordinate 画面进行 Package-on-Package 贴装的元件顺序的 StackTarget 上,请设定下
面元件顺序的参考,实行优化。
备注 )为了提高 Package-on-Package 贴装时的精度,请创建测定电路板高度顺序。
详细内容请参照 「XPF 程序编制手册」。