XPF POP使用说明.pdf - 第32页
6. 生产 INS-XPFRDF-3.0S 22 XPF 旋转式浸渍助焊剂单元使用说明书 参考)关于浸渍动作设定和助焊 剂传送时间 这里,对每个设定的机器动作和 助焊剂传送时间进行说明。在设定 动作模式时请参考。 6.1.3 测定下锡位置高度 1. 请选择 [ 设定 / 管理 ]-[ 测定助焊剂下锡位置 高度 ] 画面。 2. 请按下 [ 测定助焊剂下锡位置高度 ] 按键开始测定。 备注 )这个处理请在每个浸渍助焊剂单元进行。 注意 )…
INS-XPFRDF-3.0S 6. 生产
XPF 旋转式浸渍助焊剂单元使用说明书 21
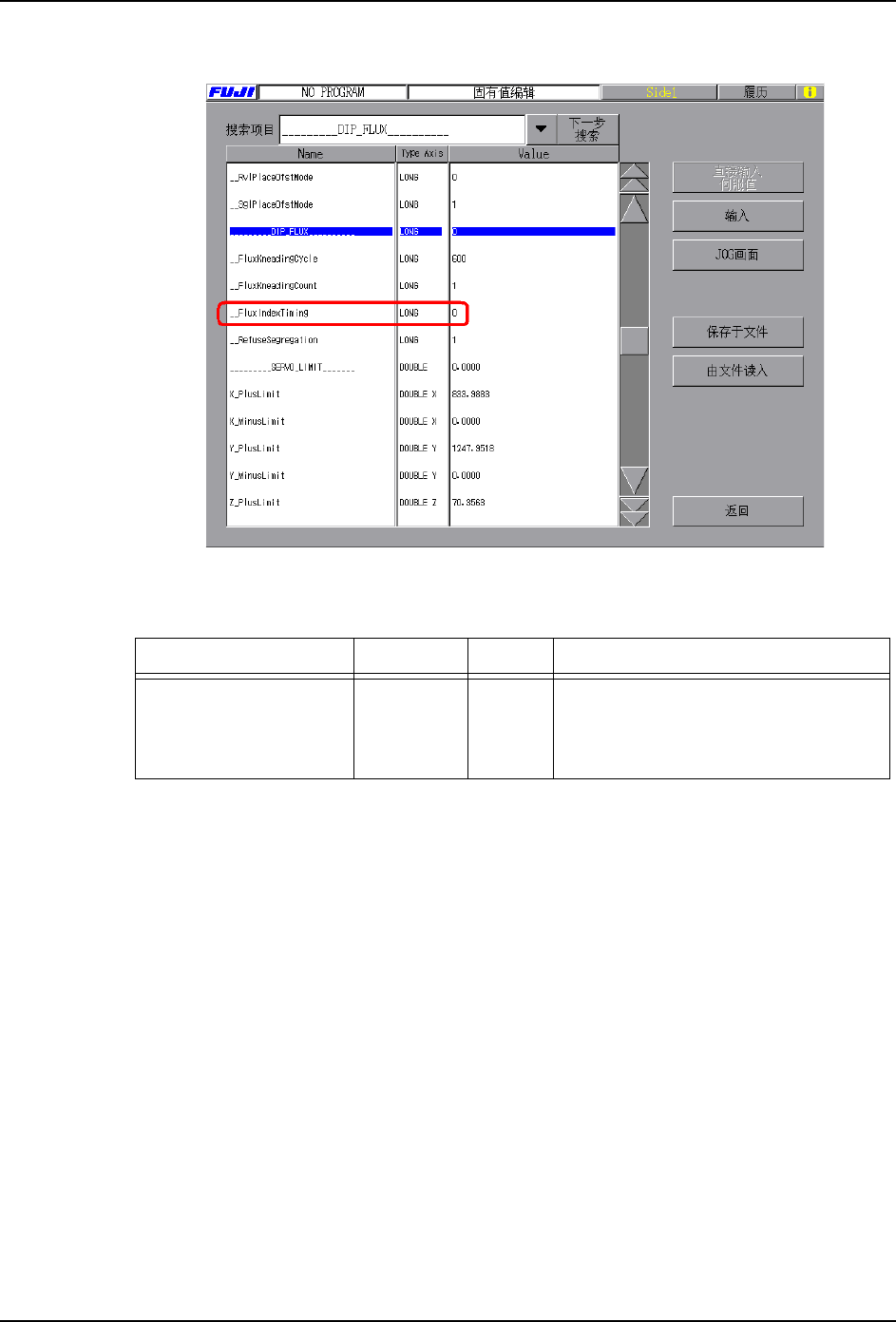
·请选择 [__FluxIndexTiming],设定助焊剂的传送时间。
助焊剂传送时间如下。
详细说明
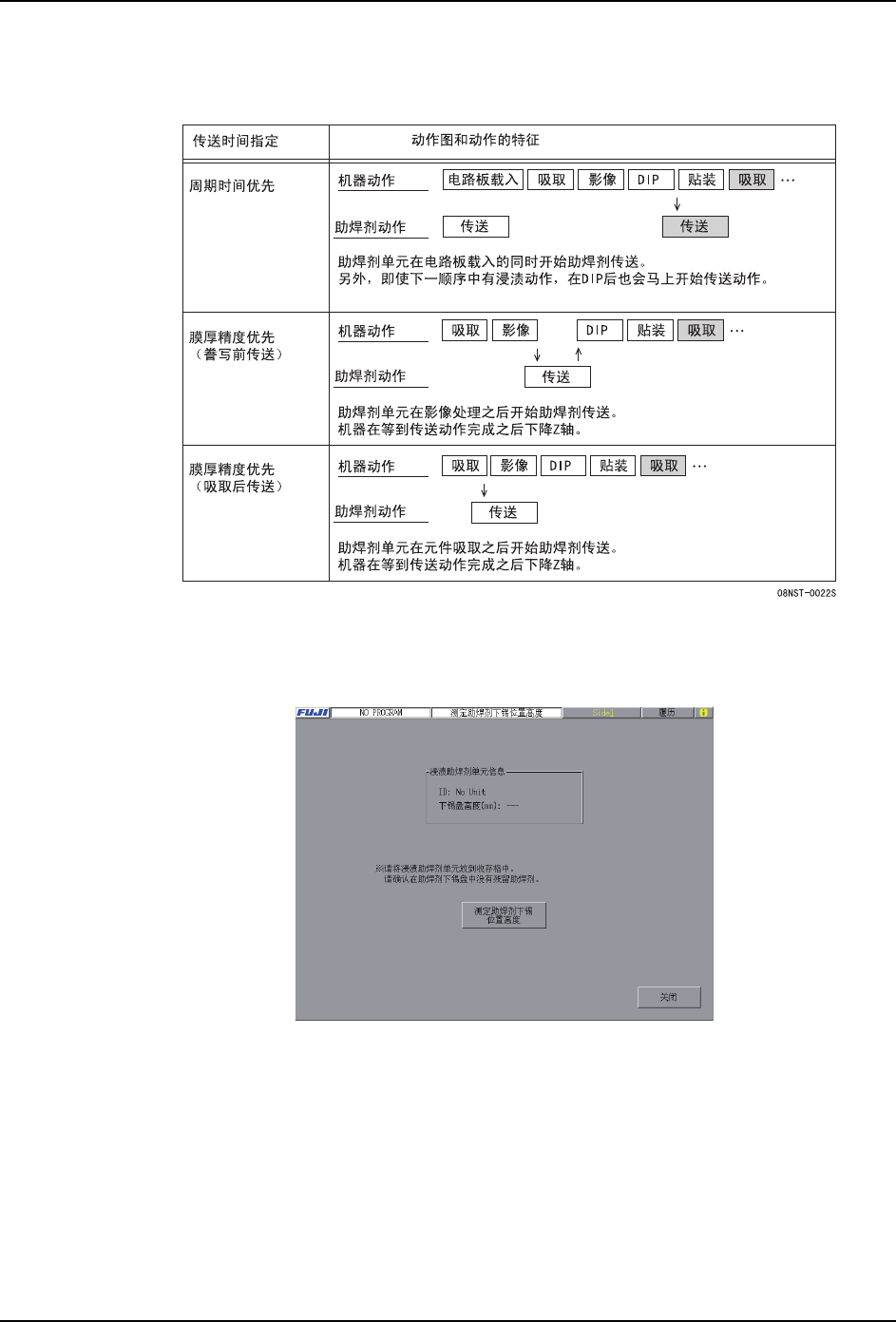
0:周期时间优先
优先周期时间。在判断出机器开始进行助焊剂涂敷动作的时间点进行助焊剂的传送。
1:膜厚精度优先 (下锡前传送)
最优先膜厚精度。在助焊剂下锡前的影像处理后,马上进行助焊剂的传送。
2:膜厚精度优先 (吸取后传送)
在吸取助焊剂涂敷的元件后,马上进行马上进行助焊剂的传送。与[1:膜厚精度优先
(下锡前传送)] 相比,周期时间被缩短。
固有值名 输入范围 初始值 说明
__FluxIndexTiming 0 ~ 2 0 0:周期时间优先
1:膜厚精度优先 (下锡前传送)
2:膜厚精度优先 (吸取后传送)
6. 生产 INS-XPFRDF-3.0S
22 XPF 旋转式浸渍助焊剂单元使用说明书
参考)关于浸渍动作设定和助焊剂传送时间
这里,对每个设定的机器动作和助焊剂传送时间进行说明。在设定动作模式时请参考。
6.1.3 测定下锡位置高度
1. 请选择 [ 设定 / 管理 ]-[ 测定助焊剂下锡位置高度 ] 画面。
2. 请按下 [ 测定助焊剂下锡位置高度 ] 按键开始测定。
备注 )这个处理请在每个浸渍助焊剂单元进行。
注意 )测定下锡位置高度的时候,请注意以下的要点进行测定。测定地方有伤痕时,请在将
浸渍助焊剂单元的电源 OFF 的状态下手动旋转下锡台,变更测定地方到没有伤痕的位
置。
1.根据工厂内的照明环境不同,在下锡台上偶尔有因为照明发出的点光而不能进行测
定的情况。测定错误时,不要在机器本体内射入照明光,请将 Side1 侧安全盖板上部
遮光后重新测定。
2.根据使用环境的不同点光 LED 单元的镜子有时会弄脏。如果镜子脏时,因为不能正确
的测定,所以请清扫镜子后进行测定。
08NST-0039S
INS-XPFRDF-3.0S 6. 生产
XPF 旋转式浸渍助焊剂单元使用说明书 23
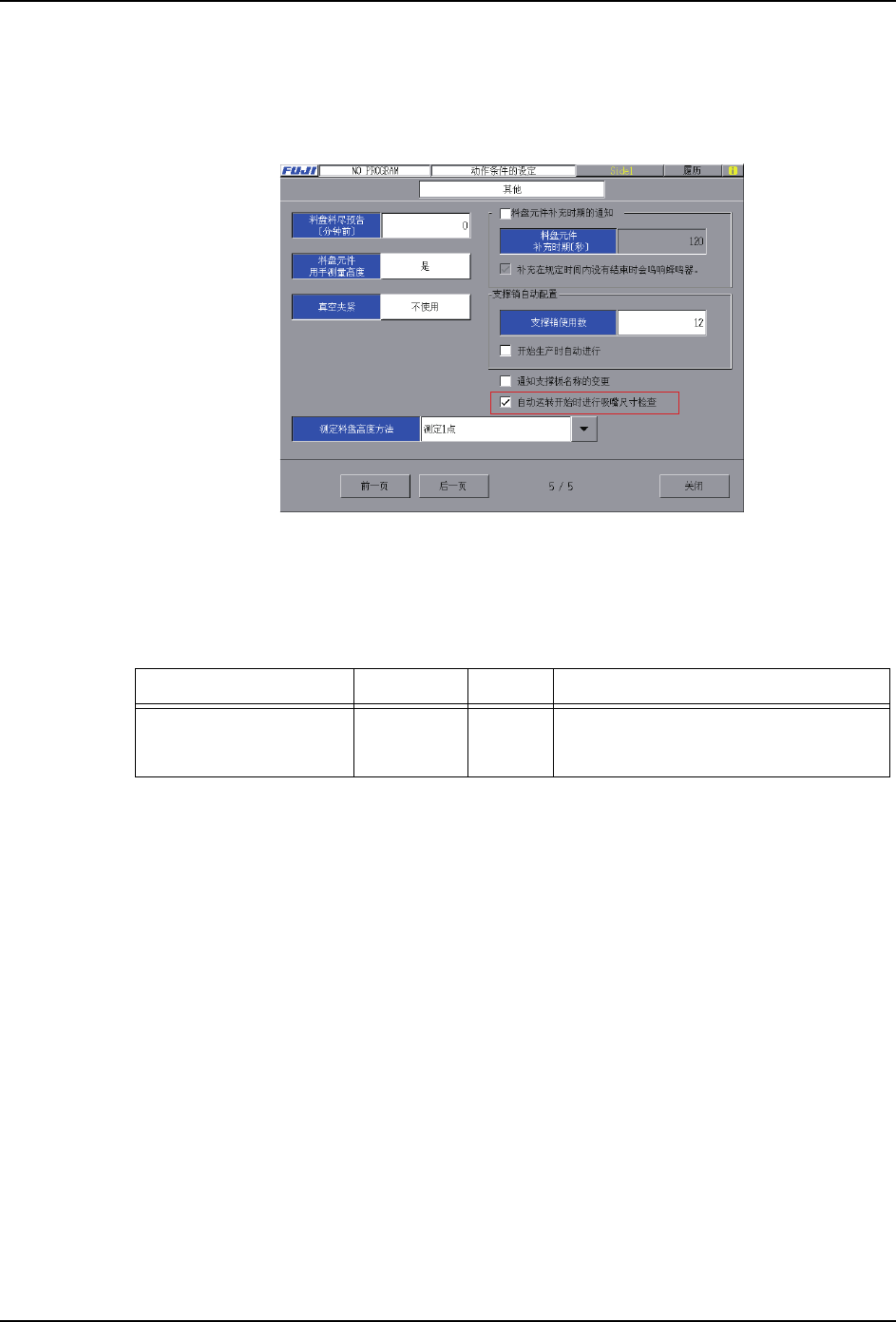
6.1.4 使自动运转的时候的吸嘴尺寸检查有效
1. 请选择 [ 设定 / 管理 ]-[ 工作条件设定 ] 画面。
2. 请选择 「自动运转开始的时候进行吸嘴尺寸检查」。
6.1.5 废弃动作
浸渍的元件上涂敷了助焊剂和锡膏。如果想要与没有被浸渍的元件分别废弃到大型不良元
件排出盘时,请设定以下的固有值。
备注 )浸渍的元件排出到中型不良元件排出盘时,自动进行分别废弃。
08NST-0040S
固有值名 输入范围 初始值 说明
__RefuseSegregation 0 ~ 1 1 0:进行分别废弃
1:不进行分别废弃