XPF POP使用说明.pdf - 第35页
INS-XPFRDF-3.0S 6. 生产 XPF 旋转式浸渍助焊剂单元使用说明书 25 6.2.2 手动供应助焊剂 在确认助焊剂传送等时,请使用 该方法将助焊剂供应到下锡台上。 1. 按照前节 “6.2.1 在运转前准备中自动供应助 焊剂 ” 的相同步骤, 将助焊剂充填到注胶 筒内。 2 . 按 下[▼]开 关 , 从 注 胶 筒 向 下 锡 台 供 应 助 焊 剂 。 快速按下时,按设定时间供应 1 次。 按住时,连续供应 (最长 …
6. 生产 INS-XPFRDF-3.0S
24 XPF 旋转式浸渍助焊剂单元使用说明书
6.2 助焊剂的供应
作为运转前准备,存在着自动供应助焊剂和手动供应助焊剂两种方法。
6.2.1 在运转前准备中自动供应助焊剂
重新充填助焊剂时或变更助焊剂种类时,请使用 [ 运转前准备功能 ],进行助焊剂供应。
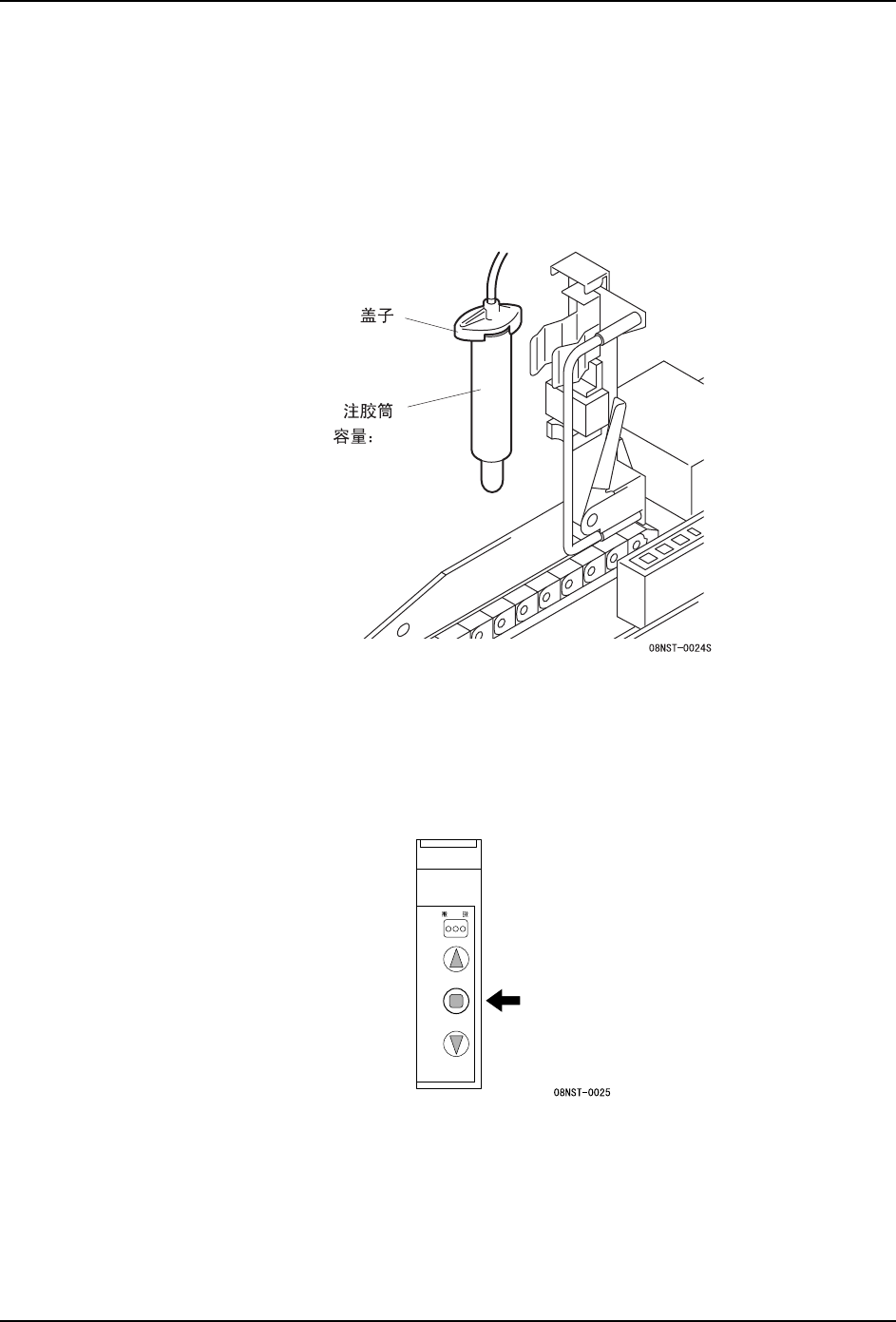
1. 从浸渍助焊剂单元上拆下注胶筒,上部的盖子旋转约 90 度后拆下。
2. 向注胶筒充填助焊剂。
3. 盖好盖子,并安装到浸渍助焊剂单元上。
4. 按住[■]开关(2秒以上),变成生产前准备动作模式。
反复以设定时间传送助焊剂和下锡台旋转动作,直到余量检测传感器进行检测为止 (最
多20次)。
备注 )在生产前准备动作中,请不要开始生产。
30 cc
INS-XPFRDF-3.0S 6. 生产
XPF 旋转式浸渍助焊剂单元使用说明书 25
6.2.2 手动供应助焊剂
在确认助焊剂传送等时,请使用该方法将助焊剂供应到下锡台上。
1. 按照前节 “6.2.1 在运转前准备中自动供应助焊剂 ” 的相同步骤,将助焊剂充填到注胶
筒内。
2. 按下[▼]开关,从注胶筒向下锡台供应助焊剂。
快速按下时,按设定时间供应 1 次。
按住时,连续供应 (最长 30 秒)。
3. 请按下 [ ▲ ] 开关。下锡台旋转 1 次,多余的助焊剂被刮刀刮去。
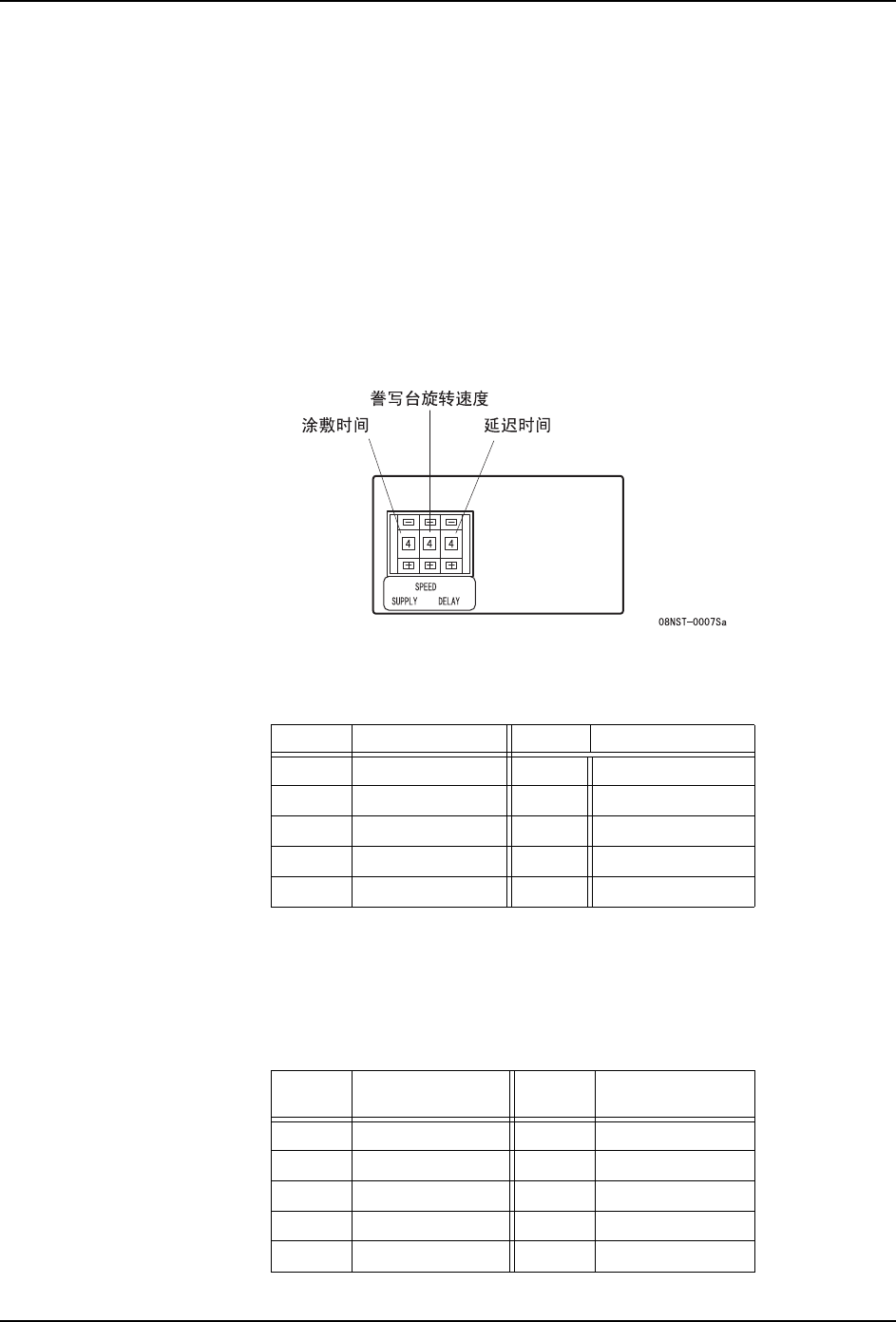
6.2.3 进行拨号式开关的设定
使用拨号式开关能够分别设定送液时间、下锡台旋转速度及延迟时间。
送液时间 (SUPPLY)
通过 1 次的按钮开关操作,设定助焊剂被涂敷到下锡台的时间 (秒)。
下锡台旋转速度 (SPEED)
设定下锡台的旋转速度 (rpm)。
根据助焊剂的液态化、使用温度、形成的膜厚,施加在下锡台马达上的负荷会发生变化。因
此,请根据使用条件调整下锡台旋转速度。旋转速度越小,转矩 (旋转力)越大。
设定值 涂敷时间 (秒) 设定值 涂敷时间 (秒)
11 66
22 77
33 88
44 99
55 010
设定值 下锡台旋转速度
(rpm)
设定值 下锡台旋转速度
(rpm)
110 6 35
215 7 40
320 8 45
425 9 60
530 0 80
6. 生产 INS-XPFRDF-3.0S
26 XPF 旋转式浸渍助焊剂单元使用说明书
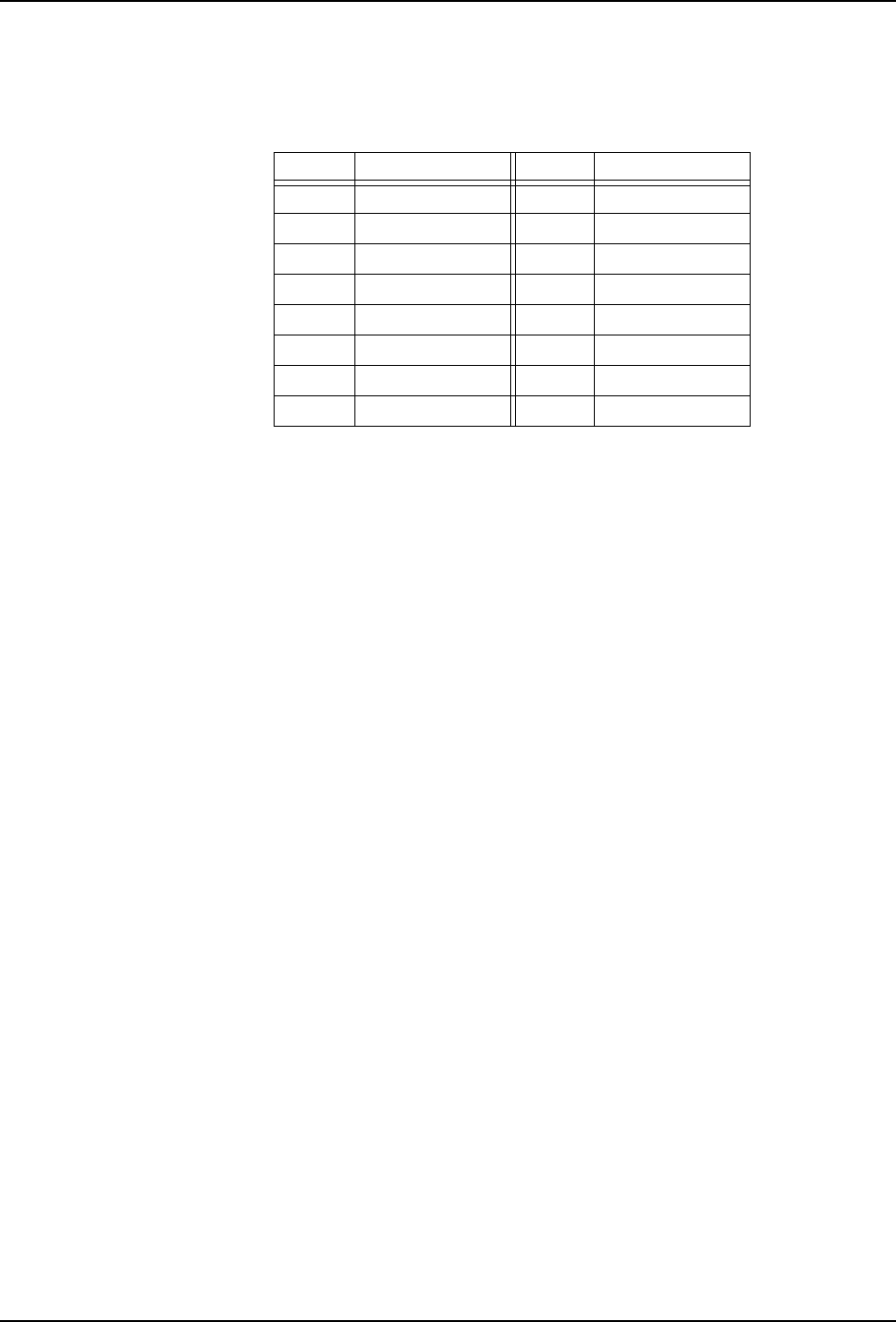
延迟时间 (DELAY)
设定从发出旋转指示信号到下锡台开始实际旋转的延迟时间。
备注 )旋转指示信号在 [ 周期时间优先模式 ] 和 [ 膜厚优先模式 ] 中指示时间是不同的。
设定值 延迟时间 (秒) 设定值 延迟时间 (秒)
00 84.0
1 0.5 9 4.5
2 1.0 A 5.0
3 1.5 B 5.5
4 2.0 C 6.0
5 2.5 D 6.5
6 3.0 E 7.0
7 3.5 F 7.5