00191370-02.pdf - 第395页
Manuel d’utilisation HS-50 11 Extensions d e la station / options du m atériel Version du logiciel SR.501.xx Edition 12/99 FR 11.3 Double convoyeur 395 t I I t 1 1.3.6.1 Réglage automat ique de la largeur du double convo…

11 Extensions de la station / options du matériel Manuel d’utilisation HS-50
11.3 Double convoyeur Version du logiciel SR.501.xx Edition 12/99 FR
394
t IIt
11.3.2 Généralités
Comme l’indique cette appellation, le double convoyeur recèle deux pistes de convoyage à com-
mande électrique et mécanique indépendantes l’une de l’autre. Le côté droit correspond, en ver-
sion standard, au côté fixe de convoyage. Il existe cependant une variante, pour laquelle le côté
gauche correspond au côté fixe de convoyage. 11
11.3.3 Définition des pistes de convoyage
La piste droite de convoyage (vu en sens de convoyage des PCB) est appelée "convoyeur 1", et
la piste gauche de convoyage "convoyeur 2" (voir fig. 11.3 - 1
). 11
11.3.4 Convoyeur asynchrone
11.3.4.1 Description
En service asynchrone, un PCB est équipé de composants sur une piste de convoyage, tandis
qu’un autre PCB est convoyé vers sa position de report sur la deuxième piste de convoyage. Cette
procédure permet d’épargner un temps complet de transport, ce qui améliore énormément le ren-
dement, en particulier lors du report de PCB à temps de cycles réduit. 11
11.3.5 Fonctionnement
Les PCB posés sur les convoyeurs d’entrée sont transportés vers le convoyeur de travail corres-
pondant (pour autant qu’il soit libre) à tout moment, lorsque la machine est alimentée en données
de travail de production (carte, configuration). L’opération de report est lancée, dès qu’un PCB a
été transporté vers le convoyeur de travail correspondant. Les PCB sont équipés de composants
l’un après l’autre. 11
L’interface du convoyeur est bloquée après avoir interrompu l’opération de report, et le report des
composants sur les PCB posés actuellement sur les convoyeurs de travail est poursuivi jusqu’à
sa fin. 11
L’interface du convoyeur est bloquée et débloquée simultanément pour les deux pistes de con-
voyage. 11
11.3.6 Commande du double convoyeur depuis le menu "Fonctions élémentaires"
La commande du double convoyeur et le menu "Fonctions élémentaires" sont décrits dans le cha-
pitre 5 de ce manuel d’utilisateur. 11
Manuel d’utilisation HS-50 11 Extensions de la station / options du matériel
Version du logiciel SR.501.xx Edition 12/99 FR 11.3 Double convoyeur
395
t IIt
11.3.6.1 Réglage automatique de la largeur du double convoyeur
NOTE 11
La largeur théorique prédéfinie du convoyeur est valable pour les deux convoyeurs. La largeur
des 2 convoyeurs est réglée l’une après l’autre, conformément à la largeur théorique, après
réception de l’instruction de réglage.
11.3.7 Caractéristiques techniques du double convoyeur
11
11.3.8 Maintenance
La maintenance de chaque convoyeur et de l’élévateur supplémentaire est identique à celle du
convoyeur standard. Soumettre chaque convoyeur aux travaux d’entretien, conformément aux
instructions décrites dans le manuel de maintenance. 11
Côté de convoyage fixe côté droit (standard), côté gauche (option)
Taille des PCB
50 mm x 50 mm à 368 mm x 216 mm
2" x 2" à 14,5 " x 8,5 "
Epaisseur des PCB 0,3 mm à 4,5 mm
Voilement maxi des PCB
convexe: 4,5 mm - épaisseur du PCB
concave: 0,3 mm + épaisseur du PCB
Espace libre sous le PCB
standard: 25 mm
option: 40 mm maxi
Hauteur de convoyage des PCB
830 ± 15 mm (standard)
952,5 ± 15 mm (option) SMEMA
Interface
Siemens (standard)
SMEMA (option)
Bord de guidage libre du composant 3 mm
Temps de changement des PCB 2,5 s
Eléments de report sur chaque convoyeur identique ou différent
Largeur des PCB sur chaque convoyeur identique ou différent
Reconnaissances des points d’encre possible
Réglage automatique de sa largeur possible
Tab. 11.3 - 1
11 Extensions de la station / options du matériel Manuel d’utilisation HS-50
11.4 Reconnaissance du positionnement des magasins Version du logiciel SR.501.xx Edition 12/99 FR
396
t IIt
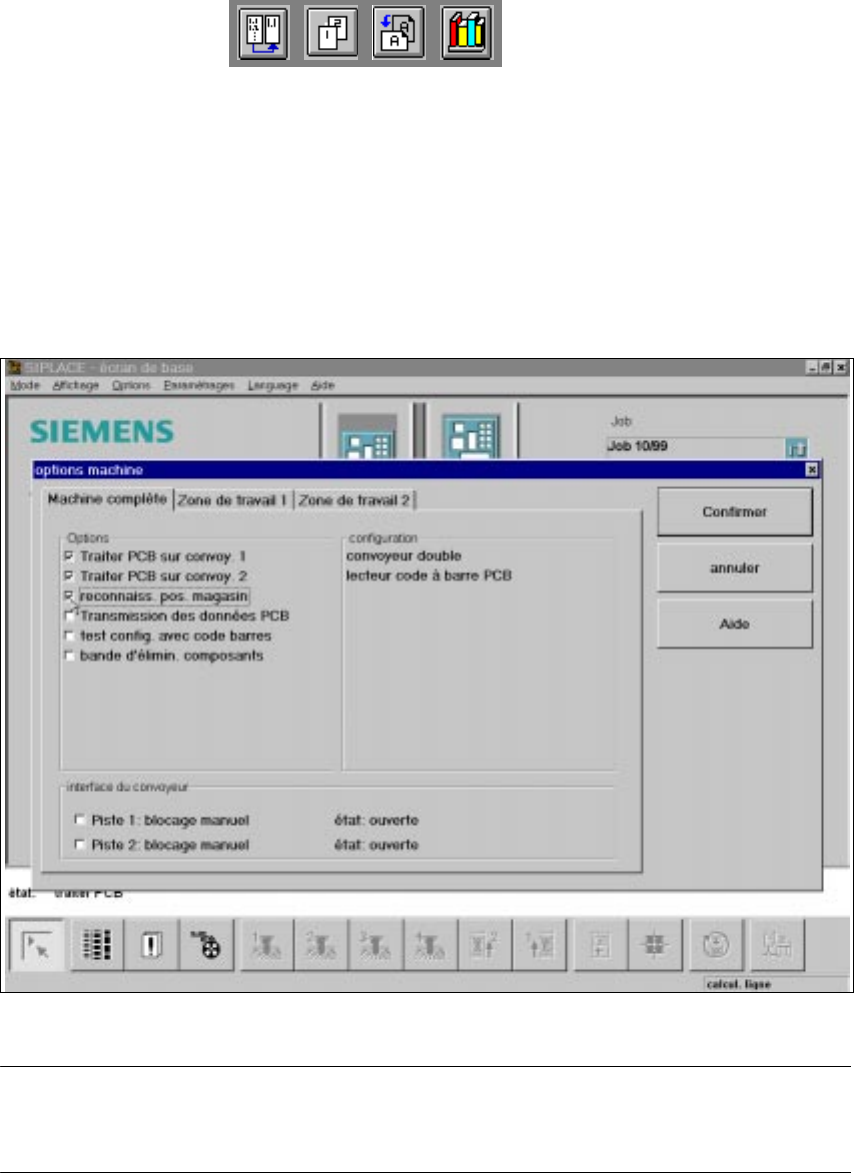
11.4 Reconnaissance du positionnement des magasins
Il est possible de mesurer les marques de positionnement apposées sur les modules de distribu-
tion. L’option "reconnaiss. pos. magasin" est affichée dans les options machine, après avoir été
paramétrée depuis le calculateur de ligne. Il est alors possible d’activer et de désactiver cette
option sur la station concernée.
. 11
Fig. 11.4 - 1 Reconnaissance du positionnement des magasins
NOTE 11
L’option "reconnaiss. pos. magasin" est systématiquement désactivée à la mise en circuit de la
station.
La position de la marque de centrage du module de distribution est balayée par la caméra à PCB,
lorsqu’une rubrique allouée à une piste est saisie dans les données de la carte. Le décalage (off-
set) des marques de centrage, éventuellement analysé au cours de la mesure, est alors assigné
à cette piste et additionné à la position de prise lors du prélèvement des composants. 11