操作手册.pdf - 第44页
SM-Series 2-17. (Locking) (SM 24mm~72mm ) 2.1.5. 固定上盖卷带 固定从分离插槽抽出 的上盖卷带。 在 SM 8mm 带式喂料器,把料带 分离插槽中抽 出的上盖卷带挂在辊轮 A,B ,置于排出齿轮与成形齿轮之间。 此时,上盖卷 带绷紧状态下放置 于上述两个 齿轮之间,固 定上盖卷带。这 时逆时针 方向转动排出齿轮,使之维持不松弛状态。 上盖卷 带 在经 过辊 轮 B 或排 出齿 轮与 成形 …
2-13
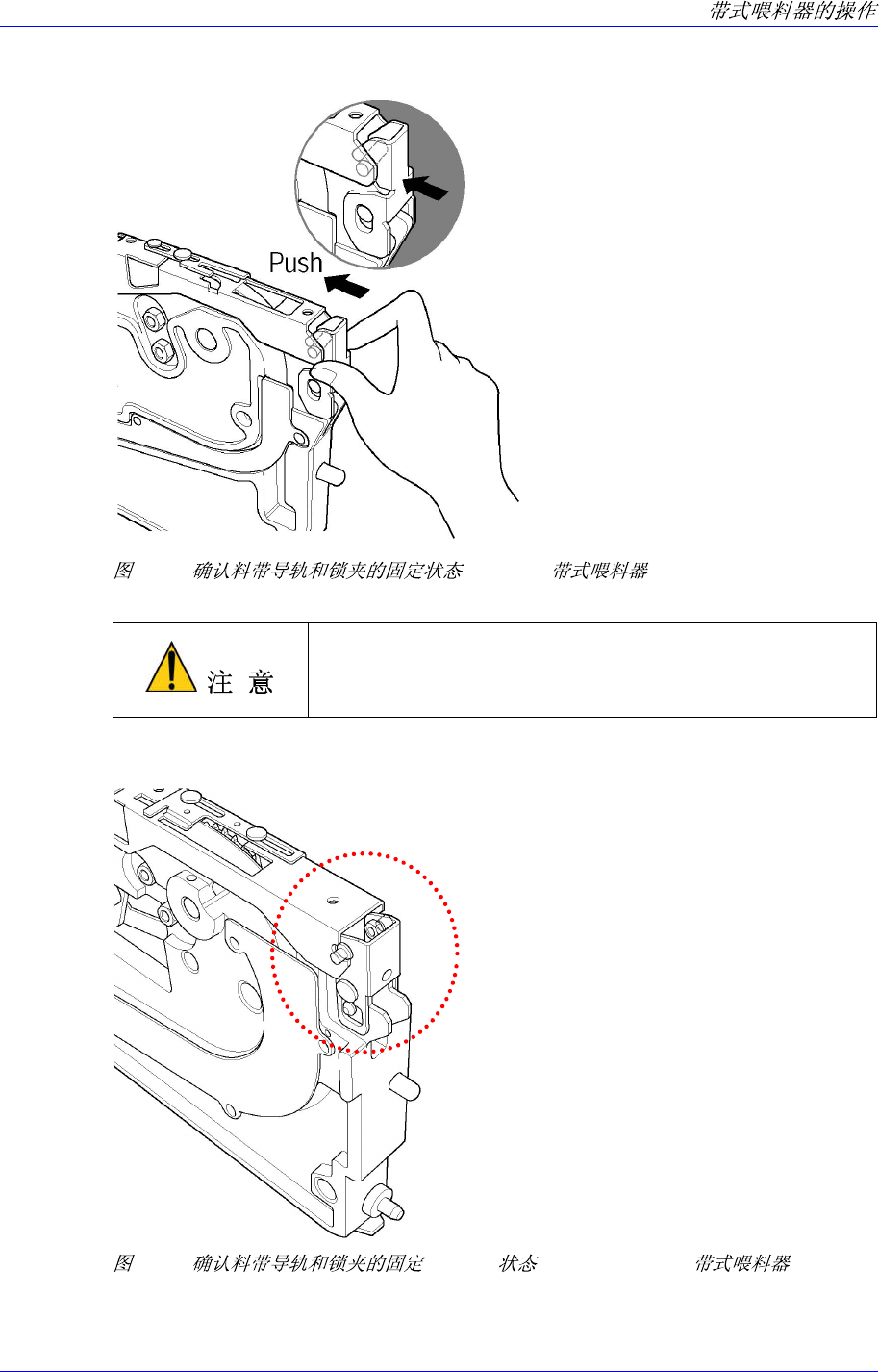
请确认料带导轨、锁夹的固定状态。
2-15. (SM 8mm )
料带导轨和锁夹的固定不确定状态下进行使用,会引发料
带供给不良、与GANTRY本体碰撞等问题,请仔细确认固
定(Locking)状态后进行使用。
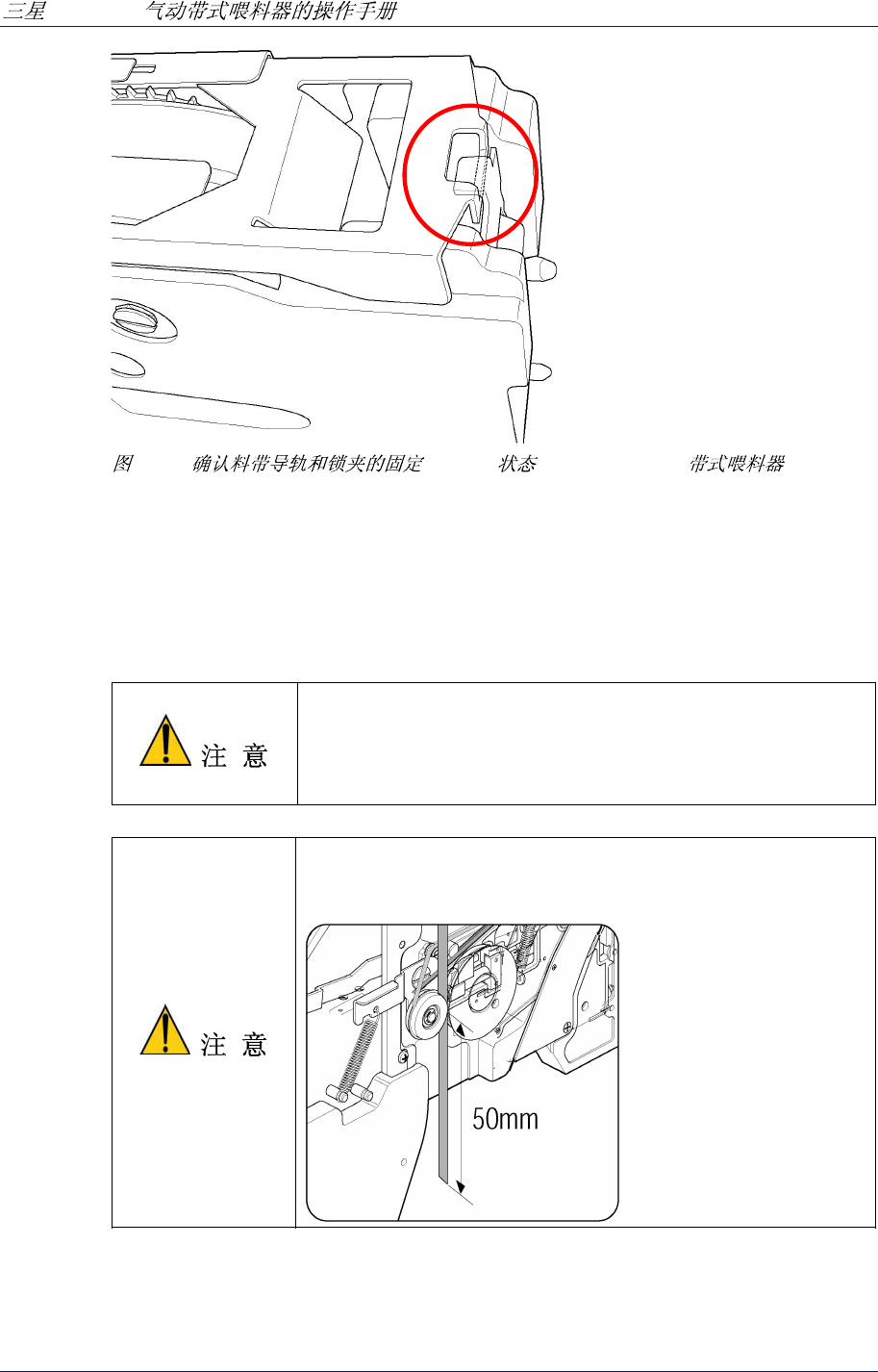
同样确认SM 12~72mm Tape Feeder 的料带导轨和锁夹是否已正常固定(Locking)。
2-16. (Locking) (SM 12mm~16mm )
SM-Series
2-17. (Locking) (SM 24mm~72mm )
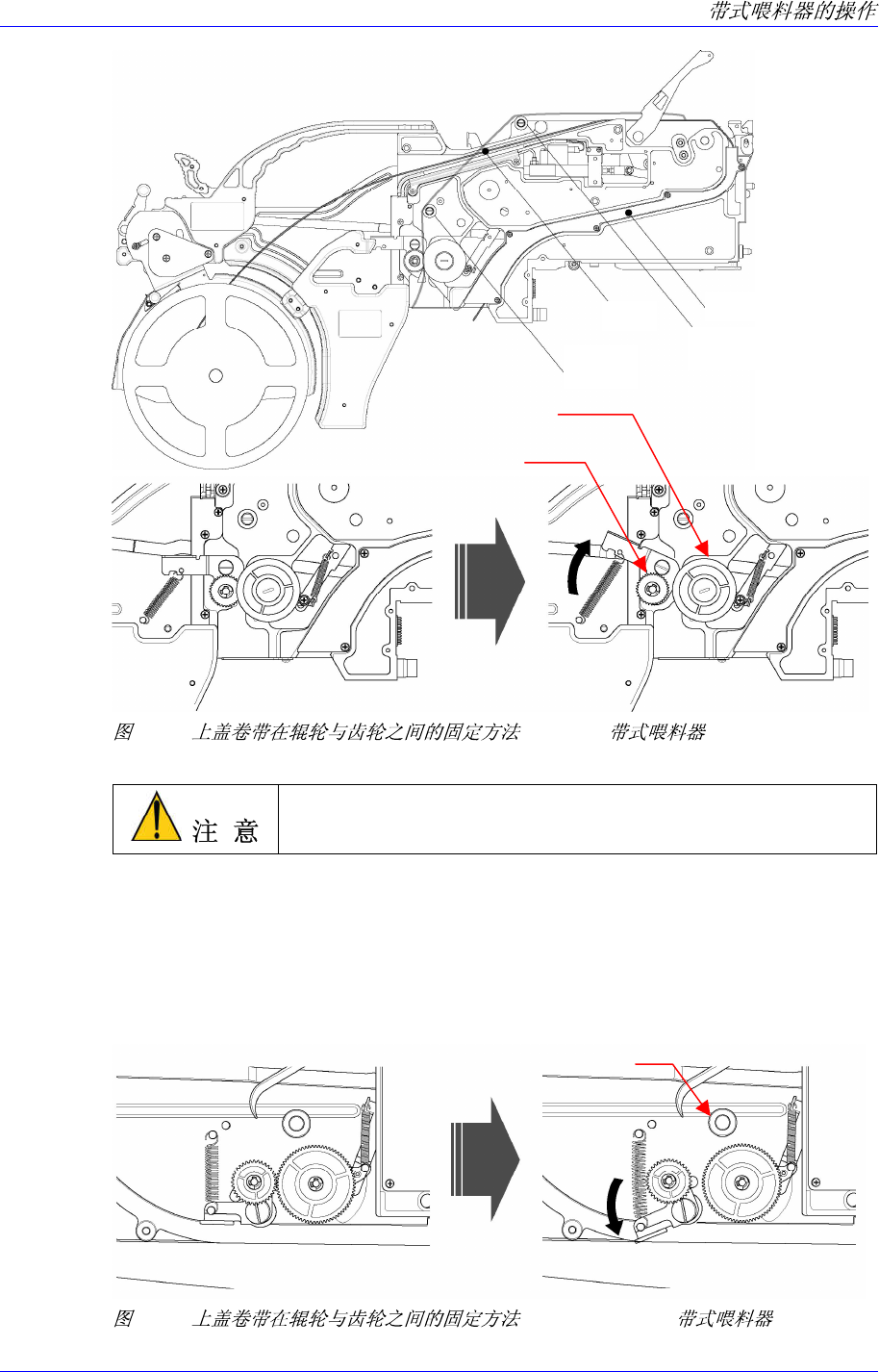
2.1.5. 固定上盖卷带
固定从分离插槽抽出的上盖卷带。 在SM 8mm 带式喂料器,把料带分离插槽中抽
出的上盖卷带挂在辊轮A,B,置于排出齿轮与成形齿轮之间。
此时,上盖卷带绷紧状态下放置于上述两个齿轮之间,固定上盖卷带。这时逆时针
方向转动排出齿轮,使之维持不松弛状态。
上盖卷带在经过辊轮 B 或排出齿轮与成形(Forming)齿轮之
间时,需要扁平通过以避免折曲或跳过辊轮或齿轮。
一旦折曲或脱离排出齿轮,就可能造成vinyl卡住等问题,需
要加以注意。
最初在磨损轮和定型轮之间固定上端覆盖磁带时,从磨损轮
的中心算起长度应在 50mm 以上。
2-14
2-15
槽 C
槽 A
辊轮 A
辊轮 B
排出齿轮
成形(Forming)齿轮
2-18. (SM 8mm )
盖卷带固定时,
成形(Forming)齿轮
受到弹簧支撑,注意避免手
指伸进成形齿轮与排出齿轮之间。
盖卷带贴装时,如下图所示注意料带的方向,使盖卷带的贴装面(紧贴于传输卷带
的面)对准成形齿轮方向。
在SM 12mm~16mm带式喂料器中,把料带分离插槽中抽出的上盖卷带挂在辊轮A,
B,C,置于排出齿轮与成形齿轮之间。以下要领同SM 8mm 带式喂料器。
辊轮 C
2-19. (SM 12mm~16mm )