操作手册.pdf - 第72页
SM-Series 完成元件供应的传输卷带被 Locker 夹住而无法排出 ( 尤其是 embossing tape) ☞ 按 住锁 夹 限 制 销 ( l i m i t p in ) 充 分 举 起 锁 夹 后 。校 准 夹 住 的 传 输 卷 带 ,锁 夹 放 到原位。 3.2.3. 拾取点 (Y 方向 ) 偏移 Y 确认喂料器基 准面是否粘有部件 或污质。如 果粘有部件或 污质,请除去粘 有污质或 部件。 3-5. (8mm~7…
3-5
3.2.
3.2.1. 元件的供应不良
元件的立起(tombstone)、翻覆及脱离卷带Pocket等元件供应不良,它的起因基本上
都是shuttle部位的异常。
Shuttle
在贴装料带的状态下如果发生传感器的变形,则会按不住贴片发生部件供给不良。
另外,传感器高度过低,后进时划部件时也会发生部件供给不良。
☞ 基本上,应该转换成shuttle被安装到卷带导向器的部件(sub assembly)状态
Shuttle
Shuttle与卷带导向器运动状态不良(手动方式使shuttle前进或后退时感到阻力时。)
☞ 在shuttle与卷带导向器之间涂抹滑脂即可解除。涂抹滑脂后依然不顺畅时,转
换成卷带导向器上已安装了shuttle的部件(sub assembly)状态。
往链轮及Ratchet部位移送不良时,如果残留脱离的部件,则会发生部件供给不良。
☞ 请确认后除去污质。
传输卷带贴装时,如果料带导轨和传输卷带之间存在部件或污质,则会发生部件供
给不良。
☞ 请确认后除去污质。
3.2.2. 间距错误
作业时,无法根据所设置的间距把元件传输到拾取点位置。
Sprocket
由于推进(Pusher)杠杆及制动爪(stop pawl, 安装了偏心轴的部位) 的调节不良,造
成无法准确地执行该动作 (基本上很少见)
☞ 调整偏心销
Sprocket
根据元件供应状态而使脱取 vinyl 的力量过大,造成链轮旋转数超出了指定值。
☞ 调节活塞杆。
发送 12mm 时,使 Rachet Paw 移动 Rachet 齿数 3.5 个为止调整活塞杆。
不可调整或经常偏离调整位置时,请与本公司的 C/S 中心联系。
SM-Series
完成元件供应的传输卷带被Locker夹住而无法排出(尤其是embossing tape)
☞ 按住锁夹限制销(limit pin)充分举起锁夹后。校准夹住的传输卷带,锁夹放
到原位。
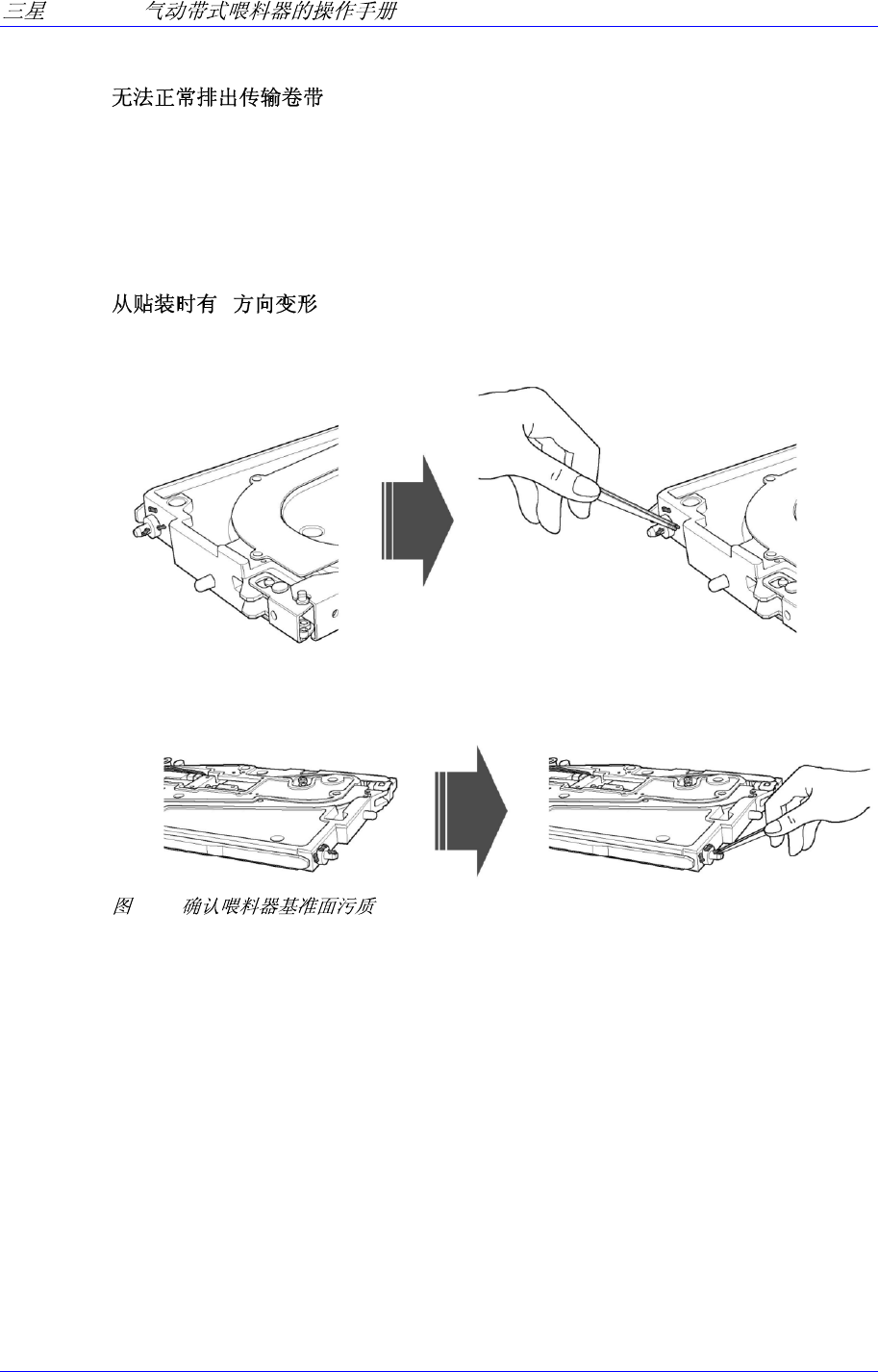
3.2.3. 拾取点(Y方向)偏移
Y
确认喂料器基准面是否粘有部件或污质。如果粘有部件或污质,请除去粘有污质或
部件。
3-5. (8mm~72mm)
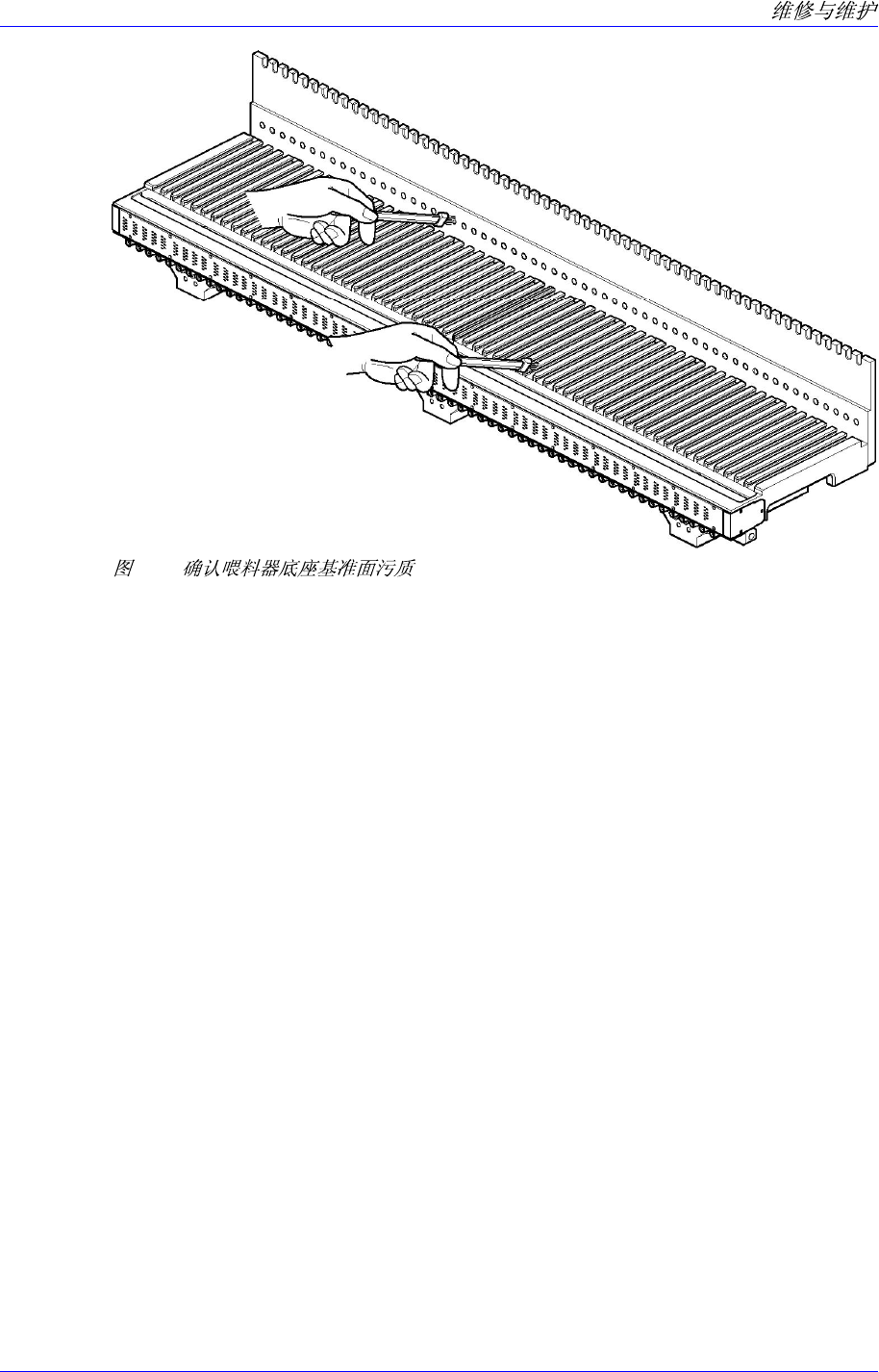
确认喂料器底座基准面是否粘有部件或污质。如果粘有部件或污质,请除去粘有部
件或污质。
3-6
3-7
3-6. (8mm~72mm)