KE-2070_2080 MS参数..pdf - 第30页
Rev.1.0c MS 参数 3-3. 原点粗调整 3-3.1. 功能 原点复位时,请进行示教,让校准部的第 1 标志位置移动到 OCC 中心 。 3-3.2. 使用治具 本设定不使用治具 。 3-3.3. 操作 选择了 [ 初期設置 (I )][ 原点粗调 (R )...] 之后,写列的原点粗调画面显示出来 。 <1/5 画面 > 准备好之后,选择确认 。 选择了确认,原点复位后 、OCC 识别移 动到 CAL 部第 1 标记的标记 …
Rev.1.0c
MS 参数
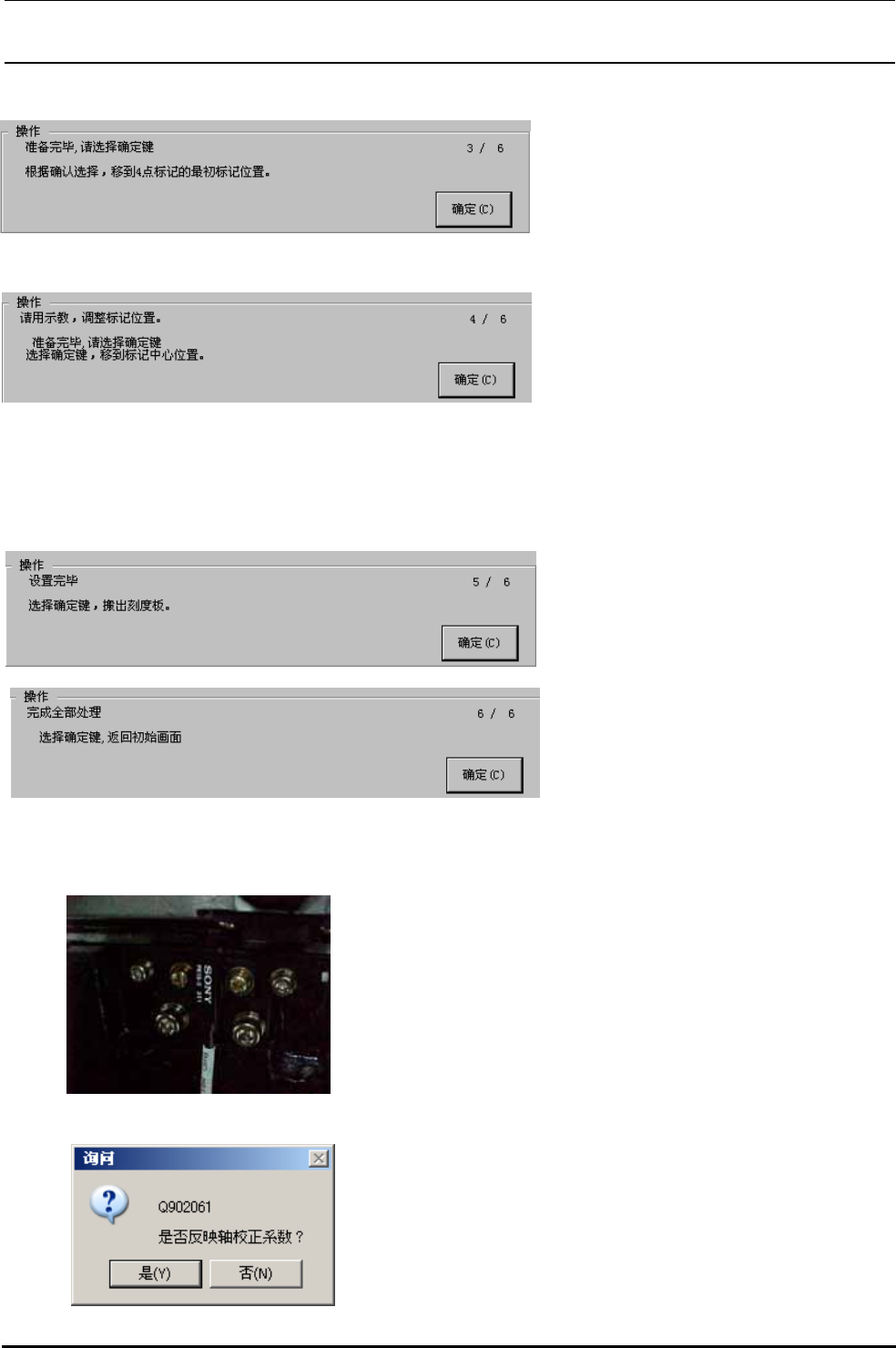
<3/6 画面>
准备完毕,请选择确定键。
选择确定键后,移动到 4 点标记的最初
标记位置。
<4/6 画面>
请用示教调整位置,使监视器的十字光
标处于标记的中心。
准备完毕,请选择确定键。
选择确定键后,识别 4 点标记,取得刻
度基板的倾斜度。与此同时也取得轴校正
系数。
<5/6 画面>
设置完毕。
选择确定键后,搬出刻度基板。
<6/6 画面>
完成全部处理。
选择确定键后,回到初期画面。
如果以自动取得方式得到的「磁性开关调整量」的值超过−0.08mm~0.08mm 的范围,则请调整磁性开关,
再次进行直角调整。
例) 当磁性开关调整量显示为−0.2mm 时,将 Y 轴右侧的
原点传感器向身前移动 0.2mm。
调整后,请务必进行原点复归,再次进行直角调整。
请将通过直角调整得到的轴校正系数手工输入到「3-4 XY
校正系数」中。
磁性开关(Y 轴原点传感器)
操作结束后按 OK 键,则显示左图所示画面。
如果选择是,则对 3-4 XY 校正系数的轴校正系数 XY 自
动设置参数。
3-3
Rev.1.0c
MS 参数
3-3. 原点粗调整
3-3.1. 功能
原点复位时,请进行示教,让校准部的第 1 标志位置移动到 OCC 中心。
3-3.2. 使用治具
本设定不使用治具。
3-3.3. 操作
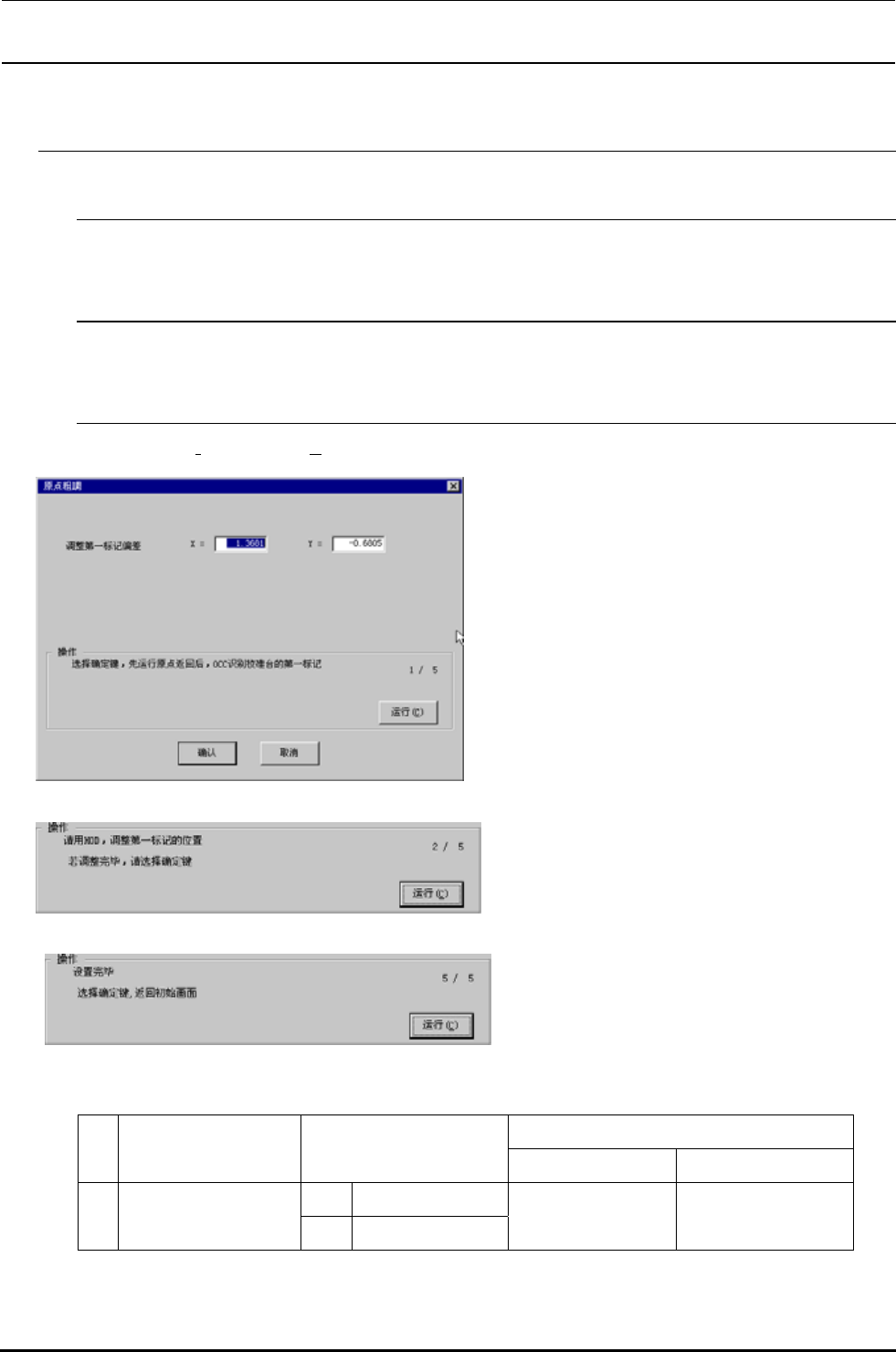
选择了[初期設置(I)][原点粗调(R)...]之后,写列的原点粗调画面显示出来。
<1/5画面>
准备好之后,选择确认。
选择了确认,原点复位后、OCC识别移
动到CAL部第1标记的标记。显示与设计
值的偏差显示出来。
识别标记时,如果发生异常,清除偏差
显示
<2/5画面>
看OCC的监视器,请用演示,把第1标
记调整到视野的中心。(没有变更也请进
行一次演示。)
<5/5画面>
设定结束。
确认了选择之后,返回到初期操作画面。
选择确认 OK 之后,确认通知显示,进行通常(有 CAL 部第 1 标记识别)的原点复位。
MSP
值时
不良
No 项目 MSP
许
允位置
异常点 调整(检查项目)
X -2.0∼4.0 ㎜ 1 第 1 标记偏差
Y -1.0∼5.0 ㎜
原点复位不动作
3-4
Rev.1.0c
MS 参数
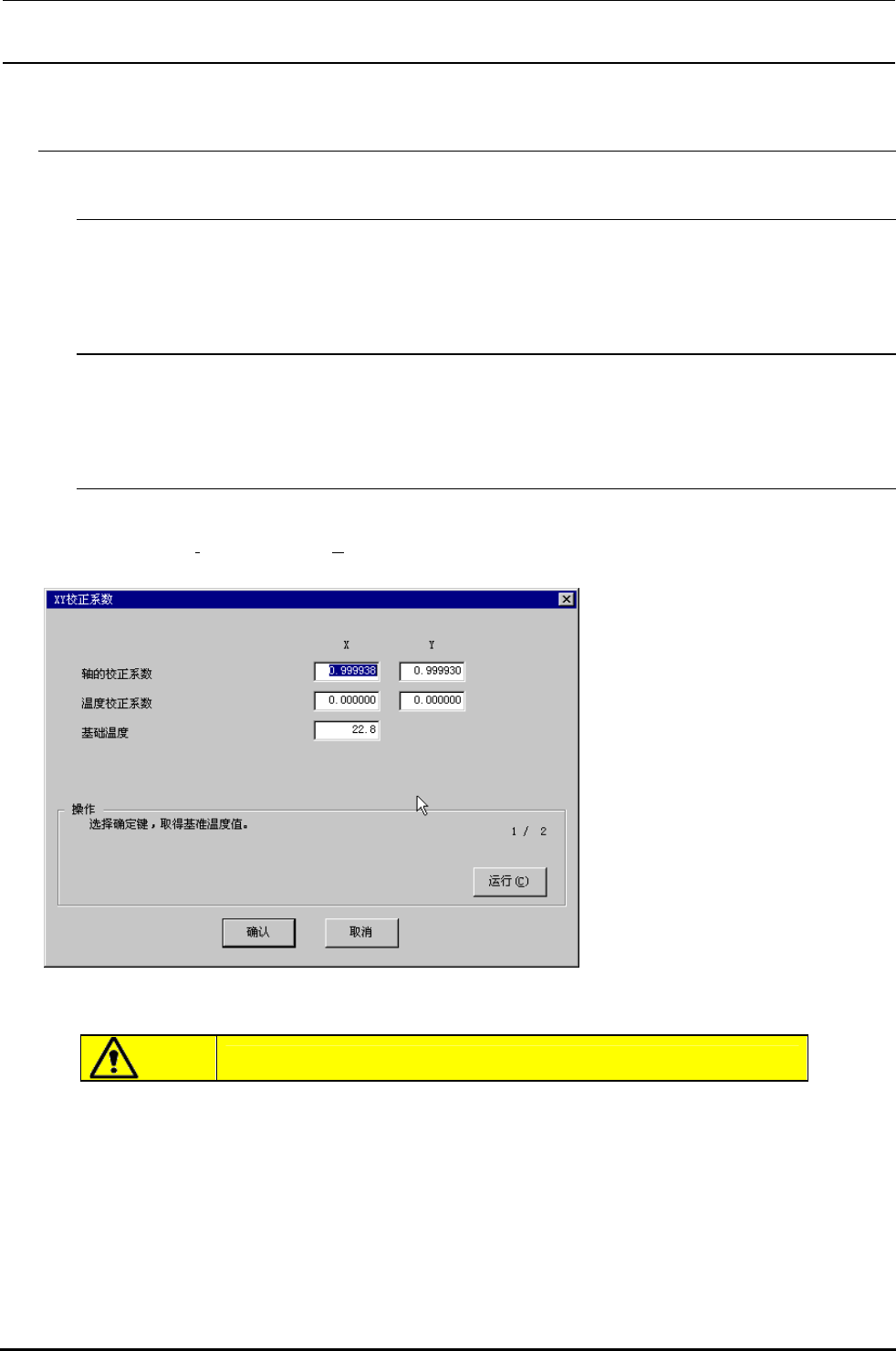
3-4. XY 校正系数
3-4.1. 功能
出厂前,输入「直角调整」中得到的值。因此,本项目只有在 JUKI 有指示时实行变更。
3-4.2. 使用治具
本设定不使用治具。
3-4.3. 操作
选择了[初期設置(
I)][XY校正系数(X)...]之后,下列XY校正系数画面被显示。
注意
测定仅在工厂进行。万一,轴校正系数不明时,请输入 1.000000。
3-5