TM1467_PSC乮Print Stability Control乯-僔儕儞僕僞僀僾-婡擻愢柧彂.pdf - 第10页
ヤマハ発動機株式会社IM 事業部 マウンター技術部ソフト開発グループ MD OC-SOFT50033 10/29 4.2. 4.2. 4.2. 4.2. その その その その 他 他 他 他の の の の動 作 動作 動作 動作 4.2.1. 4.2.1. 4.2 . 1. 4.2.1. はんだ はんだ はんだ はんだ 切 切 切 切 れ れ れ れ 予告 予告 予…
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
9/29
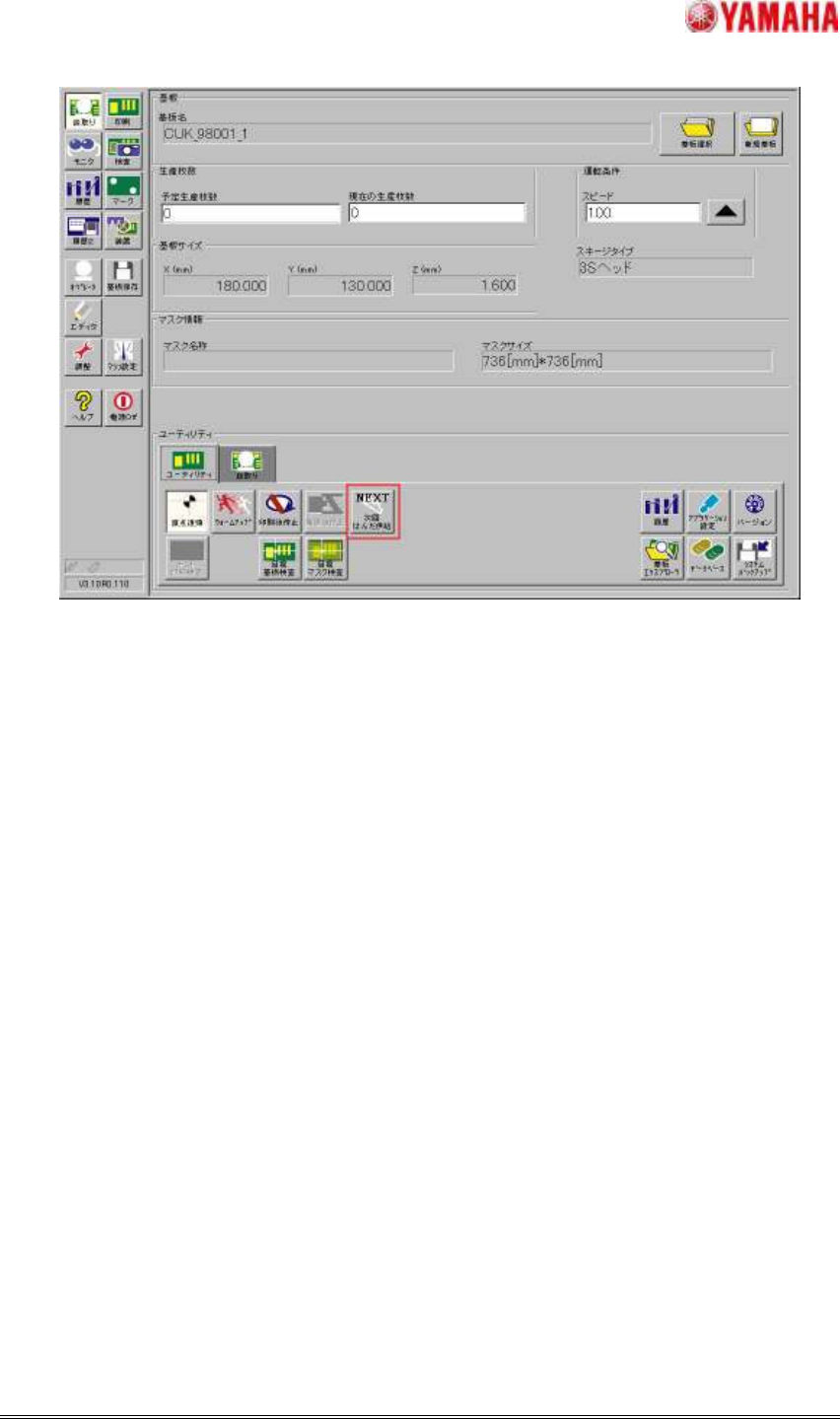
図 4.1.1.2.[段取り]-[ユーティリティ] “次回はんだ供給”ボタン
4.1.2.
4.1.2.4.1.2.
4.1.2. フィードバックモード
フィードバックモードフィードバックモード
フィードバックモード
フィードバックモードは、復路印刷後に毎回 “ローリング幅測定センサー”でマスク上のローリング幅
を測定し、基板データの「目標ローリング幅 (mm)」から減少した量を自動供給し、ローリング幅を一定
に保つモードです。供給量は、「目標ローリング幅 (mm)」まで必要な体積を自動計算し、供給時間に
換算します。
本モードでの自動運転/ローリング動作中のはんだ供給動作は、以下の条件のいずれかを満たした
時に実施されます。また、本モードでも、はんだ供給動作は、他の動作(搬送動作、マーク認識処理)と
同時に進行するため、生産時におけるタクトロスを最小限にします。
条件
条件条件
条件 1
11
1 往路印刷を実施した後で、かつ、ローリング幅測定結果から算出された供給時間が「最
小供給時間 (msec)」を超えた時。
条件
条件条件
条件 2
22
2 往路印刷を実施した後で、かつ、ローリング幅測定結果が(基板データの「目標ローリ
ング幅 (mm)」-1 ㎜)を下回った時。
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
10/29
4.2.
4.2.4.2.
4.2. その
そのその
その他
他他
他の
のの
の動作
動作動作
動作
4.2.1.
4.2.1.4.2.1.
4.2.1. はんだ
はんだはんだ
はんだ切
切切
切れ
れれ
れ予告
予告予告
予告/
//
/警告機能
警告機能警告機能
警告機能
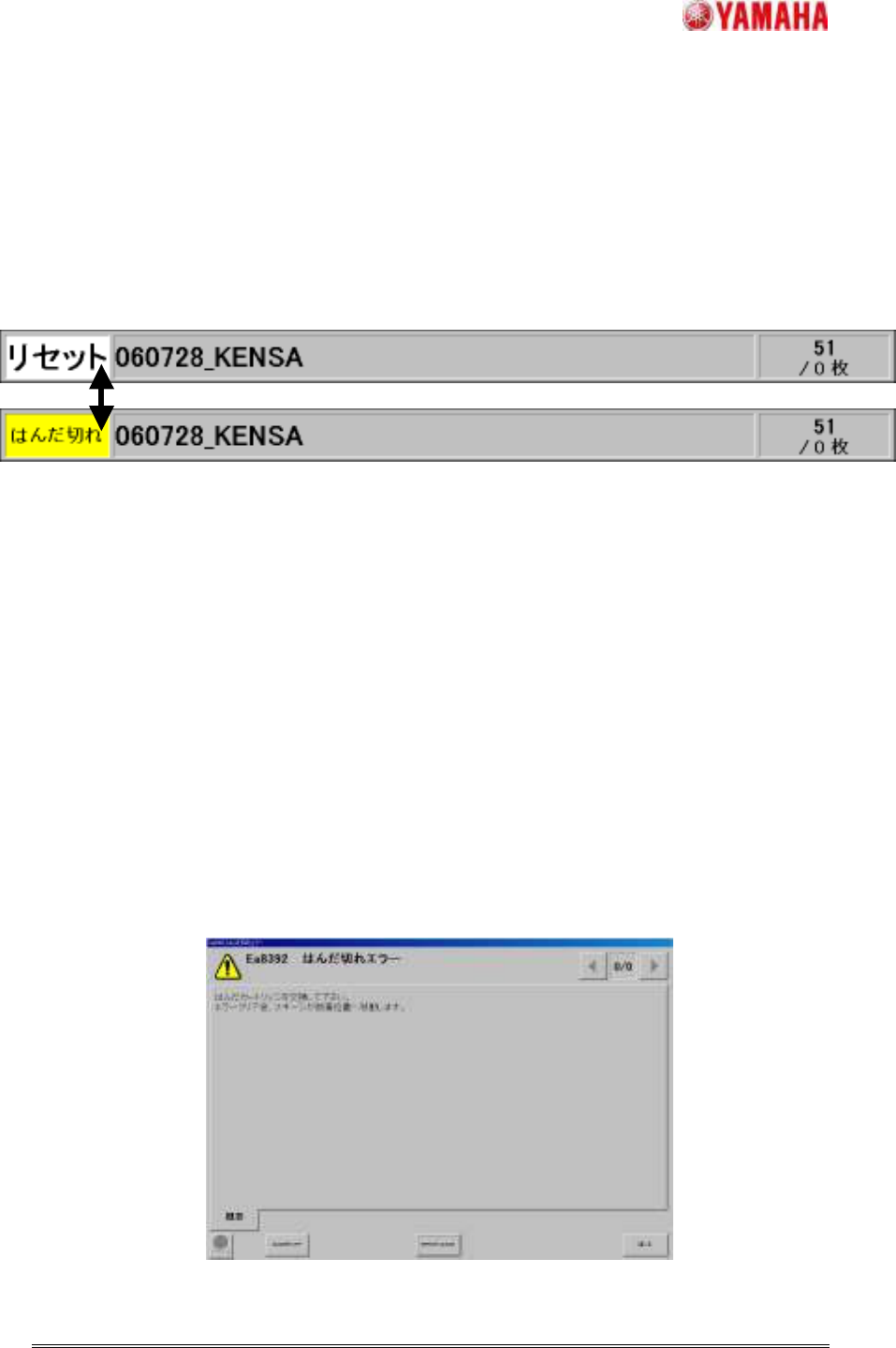
本機能は、はんだ残量検出センサーがはんだシリンジの残量が少なくなった事を検知した場合、ス
テータスエリアに「はんだ切れ」と警告表示し、表示灯を黄色点滅させ、オペレータへ新しいはんだシリ
ンジの準備を促す機能です。
図 4.2.1.1. はんだ切れ時のステータスエリア
警告表示後は、マシンデータで設定した「警告後の供給時間 (msec)」分はんだを吐出するまで自動
運転を継続することが可能ですので、その間に新しいシリンジを準備ください。
警告表示後のはんだ供給時間の合計が「警告後の供給時間 (msec)」を超えた後、「Ea8392 はんだ
切れエラー(図 4.2.1.2.)」が表示され、マシンが停止します。
例えば、「警告後の供給時間 (msec)」が 10000msec の場合、2000msec はんだを供給したとすると、
残り 8000msec 供給可能です。さらに 2000msec の供給を 4 回行った場合、5 回目の吐出時に印刷した
基板が搬出された後に「Ea8392 はんだ切れエラー」が表示され、マシンが停止します。上記エラーメッ
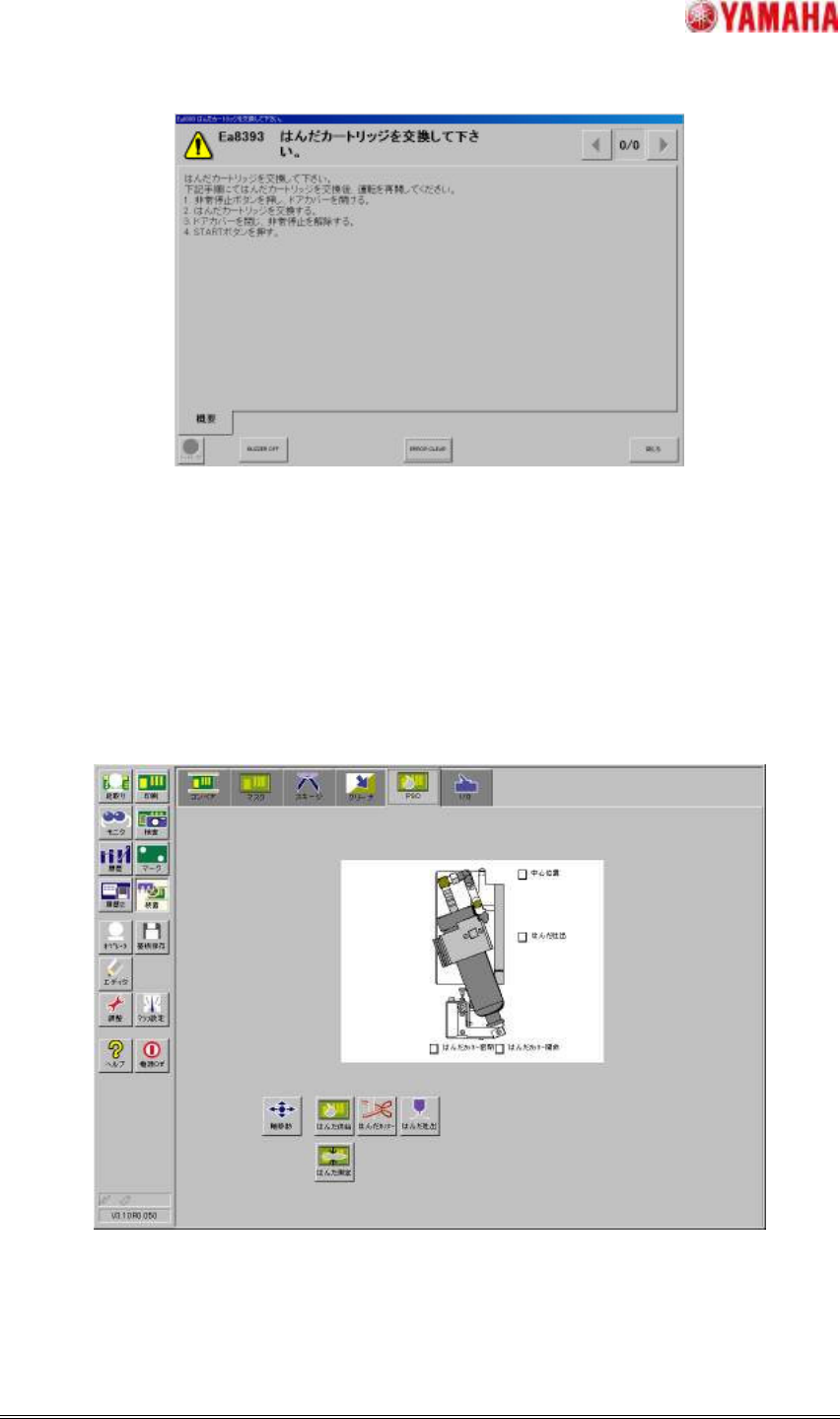
セージをクリアすると、スキージが脱着位置へ移動します。「Ea8393 はんだカートリッジを交換して下さ
い(図 4.2.1.3.)」という要求メッセージが表示されますので、メッセージの指示に従いはんだシリンジを交
換し、自動運転を再開してください。
※ シリンジを交換しない限り、再度シリンジ交換を促すメッセージを発し、自動運転を再開する事
が出来ません。
図 4.2.1.2. 「Ea8392 はんだ切れエラー」メッセージ
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
11/29
図 4.2.1.3. 「Ea8393 はんだカートリッジを交換して下さい。」メッセージ
4.2.2.PSC
4.2.2.PSC4.2.2.PSC
4.2.2.PSC 装置画面
装置画面装置画面
装置画面
「3.1.1. 工場設定」にて、“シリンジタイプ”が選択されると、[装置]画面に[PSC]タブが表示されます。
PSC 装置画面では、はんだ往復線引き供給、ローリング幅測定、はんだ吐出確認やはんだカッター
動作確認を行うことができます。
図 4.2.2.1.[装置]-[PSC]画面