TM1467_PSC乮Print Stability Control乯-僔儕儞僕僞僀僾-婡擻愢柧彂.pdf - 第21页
ヤマハ発動機株式会社IM 事業部 マウンター技術部ソフト開発グループ MD OC-SOFT50033 21/29 STEP3 STEP3 STE P3 STEP3 吐出確 認 吐出 確認 吐出 確認 吐出 確認 と と と と供 給 圧力 供給 圧力 供給 圧力 供給 圧力 の の の の 設定 設定 設定 設定 [印刷]-[PSC]-[はんだ供給圧力…
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
20/29
バックアップは、生産基板に合わせて、ピンタイプを使用するのか、平面タイプを使用するのかを
事前に確認しておき、正しく取り付けてください。取り付けガタ・サイズ違いが無いように取り付けない
と、装置破損の原因になります。
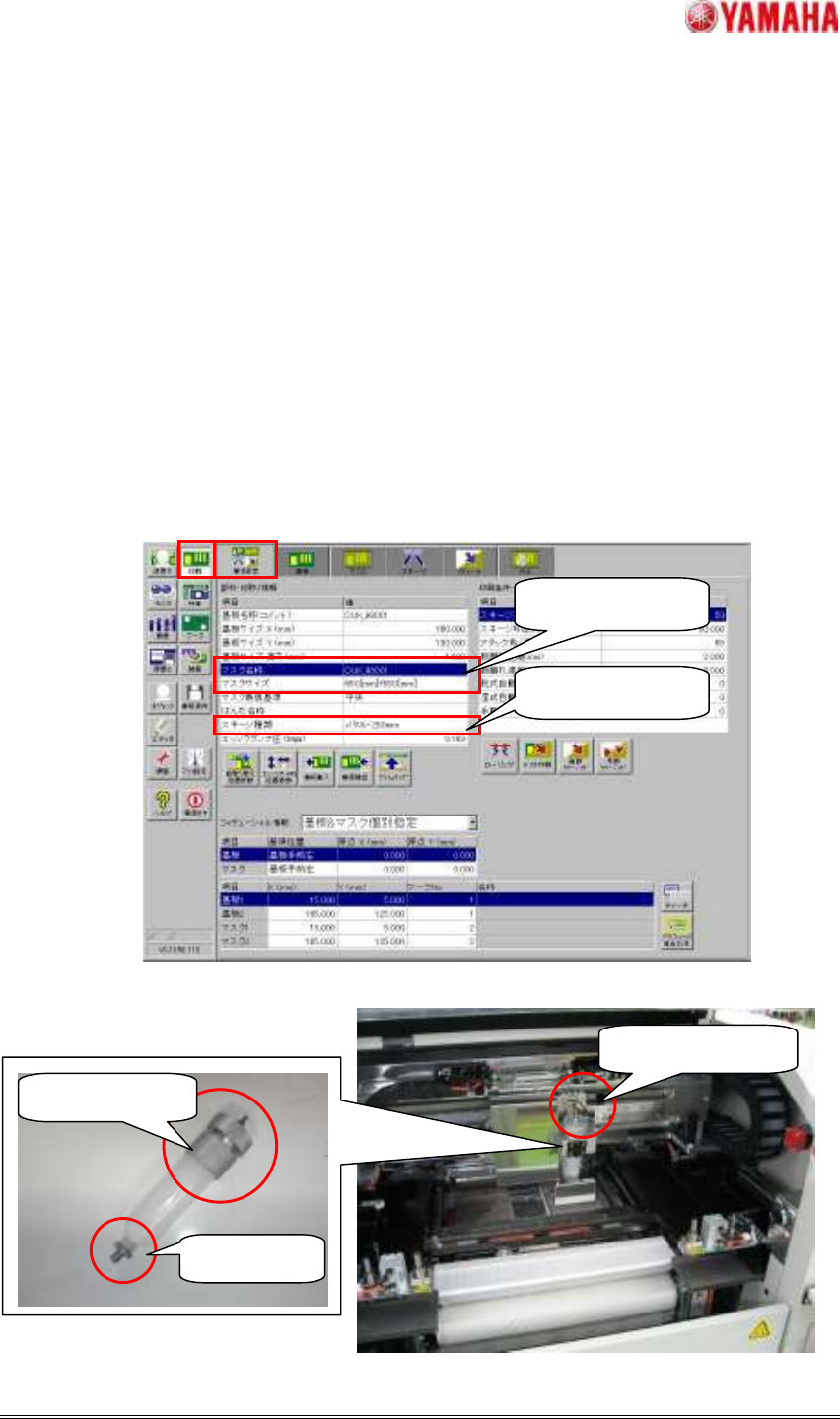
スキージは、[印刷]-[基本設定]-[スキージ種類](もしくは、[印刷]-[スキージ]-[スキージ種
類])で選択したものが正しく取り付いているかを確認してください。基板データとスキージが一致して
いないと、PSC 動作を正しく行うことができません。
マスクは、[印刷]-[基本設定]-[マスク名称]や[マスクサイズ](もしくは、[印刷]-[マスク]-[マス
ク名称]や[マスクサイズ])で選択したものが準備されているかを確認し、マスクを装置内に挿入し、
正しくクランプしてください。マスクアダプタを使用する場合は、マスクアダプタを正しく取り付けたのち、
マスクを挿入し、クランプしてください。
はんだシリンジは、供給ノズルとアタッチメントを取り付け、PSC 装置にセットしてください。その後、
エアージョイントをカチッと音がするまで差し込んでください。
図 5.2.[印刷]-[基本設定]画面
図 5.3. はんだシリンジの準備
マスクの確認
スキージの確認
供給ノズル
アタッチメント
エアージョイント
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
21/29
STEP3
STEP3STEP3
STEP3
吐出確認
吐出確認吐出確認
吐出確認と
とと
と供給圧力
供給圧力供給圧力
供給圧力の
のの
の設定
設定設定
設定
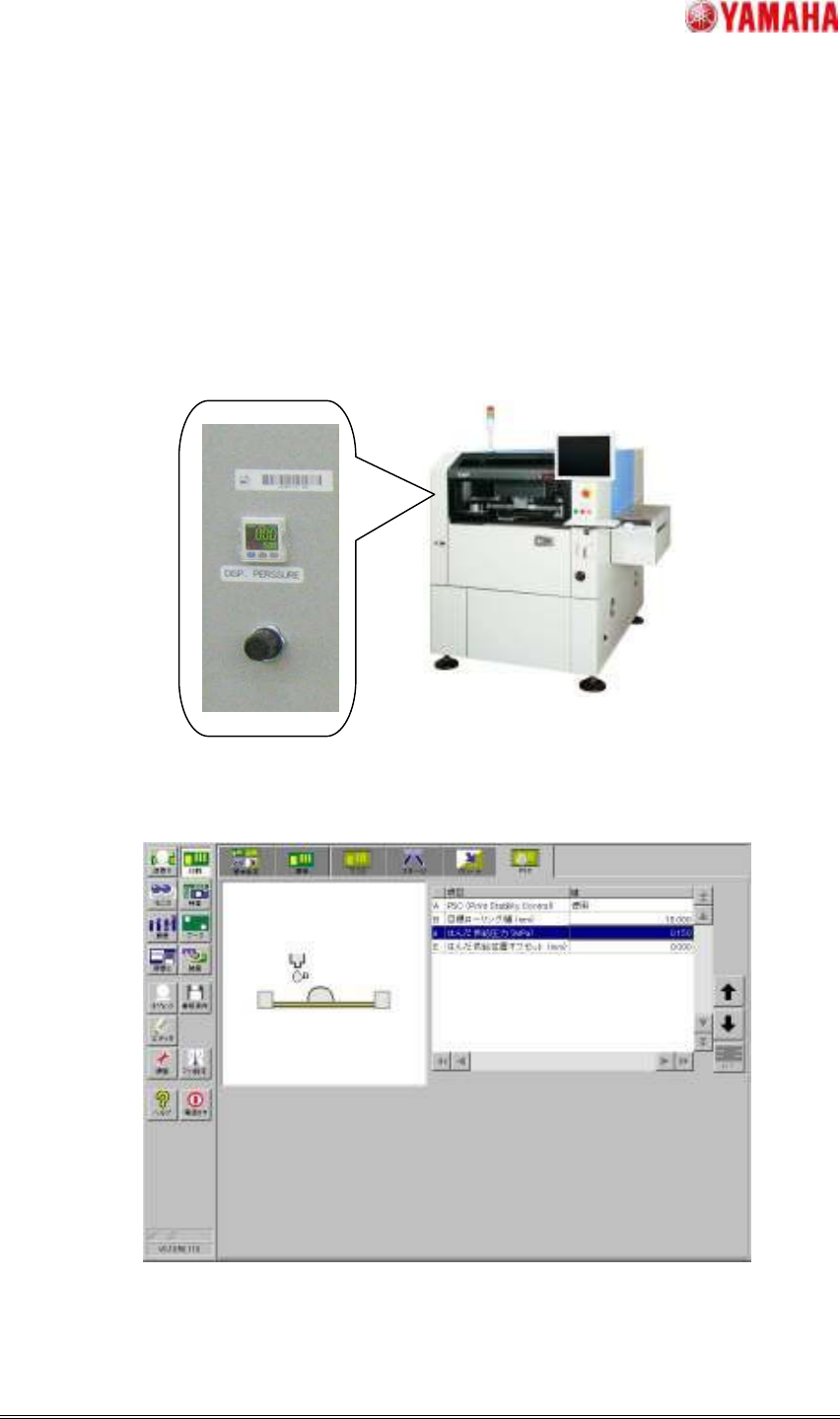
[印刷]-[PSC]-[はんだ供給圧力 (MPa)]に設定されている圧力通りに、マシン正面向かって左
側カバー上方にあるレギュレータの設定圧力を変更してください。
マシン内部にはんだが落下しないように、供給装置をマスク上の作業しやすいスペースに移動さ
せ、[装置]-[PSC]-[はんだ吐出]ボタンを押下し、はんだがノズルから吐出されることを確認してく
ださい。吐出されない場合は、STEP2 に戻り、供給ノズル・アタッチメントの取り付けとエアージョイン
トの取り付け状態を確認し、供給圧力が正しいかも併せて確認ください。
図 5.4. マシン外観とエアー圧力レギュレータ
図 5.5. 供給圧力確認
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
22/29
STEP4
STEP4STEP4
STEP4
はんだ
はんだはんだ
はんだ初期供給
初期供給初期供給
初期供給(
((
(はんだ
はんだはんだ
はんだ往復線引
往復線引往復線引
往復線引き
きき
き供給
供給供給
供給)
))
)
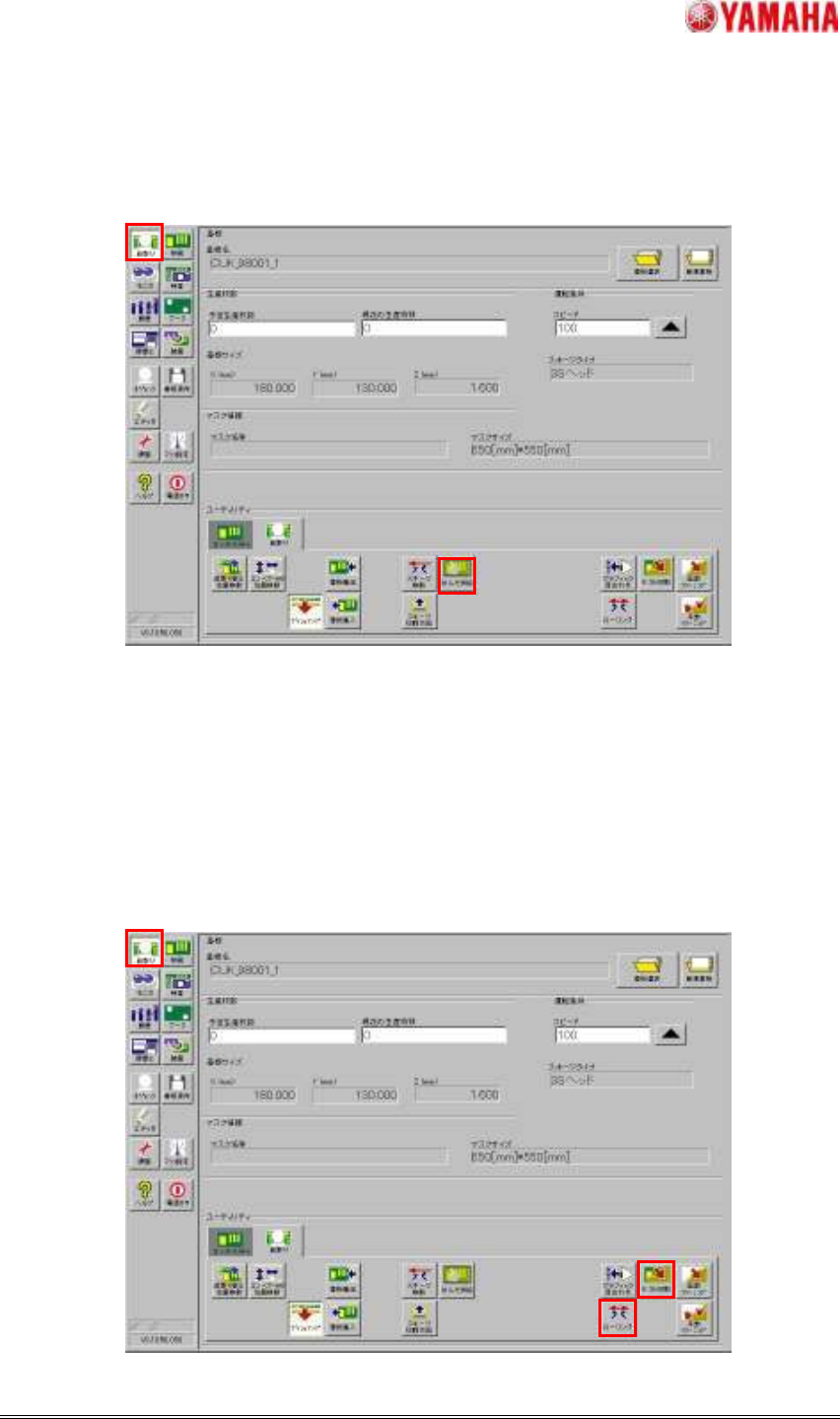
[段取り]-[段取り]-[はんだ供給](もしくは、[装置]-[PSC]-[はんだ供給])にて、はんだ初期供
給を行ってください。
図 5.6. はんだ初期供給
STEP5
STEP5STEP5
STEP5
ローリング
ローリングローリング
ローリング/
//
/テスト
テストテスト
テスト印刷
印刷印刷
印刷
[段取り]-[段取り]-[ローリング]にて、ローリングに使用する基板を搬入し、ローリング運転を行
ってください(マスク上のローリング形状を整えます)。ローリング後は、使用した基板は取り除いてく
ださい。
その後、[段取り]-[段取り]-[テスト印刷]を行い、印刷条件を確定してください。
図 5.7.[段取り]-[段取り]-[ローリング]、[テスト印刷]