TM1467_PSC乮Print Stability Control乯-僔儕儞僕僞僀僾-婡擻愢柧彂.pdf - 第25页
ヤマハ発動機株式会社IM 事業部 マウンター技術部ソフト開発グループ MD OC-SOFT50033 25/29 7. 7. 7. 7. 付 録 付録 付録 付録 7.1. 7.1. 7.1. 7.1. 装置概要 装置概要 装置概要 装置概要 PSC 機能を使 用するには、 はん だ供給装置など専用 の装置が必要 です。以下に 装 置の外観図と追 加さ…

ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
24/29
6.
6.6.
6. 制限事項
制限事項制限事項
制限事項
印刷機 YSP、3S ヘッド限定の装置・機能です。
Printer テキスト形式の基板データには対応していません。YGZ 形式で保存してください。
従来の印刷機 YGP で基板データを保存すると、「目標ローリング幅 (mm)」などの新たに追加され
たパラメータが初期化されることがあります。V2.46STDR1.000 以降のバージョンでは対応されて
いますので、バージョンアップを行ってください。
本機能を使用する場合、従来の「はんだ供給停止」機能は使用できません。使用する場合は、本
機能を無効にしてください。
はんだ供給動作は往路印刷後
※
に実施されます。そのため、往復印刷設定の基板データの場合、
往復途中にはんだ供給が実行され、印刷時間が増加してしまう可能性があります。
※ はんだ供給装置は、スキージの手前側に取り付くため、復路印刷(奥から手前への印刷)後
に供給する場合、マスク開口上にはんだの付着したスキージが位置することになり、印刷不
良やマシン内部へのはんだ落下の可能性があります。そのため、往路印刷後にのみはんだ
供給動作を実施します。
供給動作は奥側でのみ行われるため、復路印刷後に供給タイミングに達していても供給動作は
行われません。
ローリング幅測定動作は、上記供給動作の制約同様、センサー位置がスキージ奥側に存在する
ため、復路印刷後・往路印刷前にのみ行います。
マスク上に十分なはんだ量が残存していても、シリンジ内のはんだが切れてしまった場合、はん
だシリンジを交換するよう促し、基板搬送後にマシンが停止します。その後交換しない場合、自動
運転を開始することができません。
使用できるマスク・スキージサイズに制限はありませんが、スキージサイズを超えての線引き供給
動作は行いません。そのため、スキージサイズは正しく設定する必要があります
※
。
※ 基板データに設定されたスキージ長さが、生産に使用するスキージ長さと異なると、以下の問
題が発生しますので、正しく設定してください。
設定されたスキージ長さより生産に使用するスキージ長さの方が長い場合、はんだ供
給量が少なく算出され、必要なはんだ量が供給されません。
設定されたスキージ長さより生産に使用するスキージ長さの方が短い場合、実物のス
キージ長さを超えて往復線引き供給が行われます。そのため、スキージ両サイドには
んだが付着し、印刷不良を発生させる可能性がありますし、供給装置がマスク枠に干
渉する可能性があります。
マスクアダプタを使用するマスクが取り付いている場合、はんだ供給時の FX 軸移動範囲は、
330mm に限定されます。たとえ 400mm 幅以上のスキージを取り付けたとしても、330mm 範囲内で
しか動作できません。
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
25/29
7.
7.7.
7. 付録
付録付録
付録
7.1.
7.1.7.1.
7.1. 装置概要
装置概要装置概要
装置概要
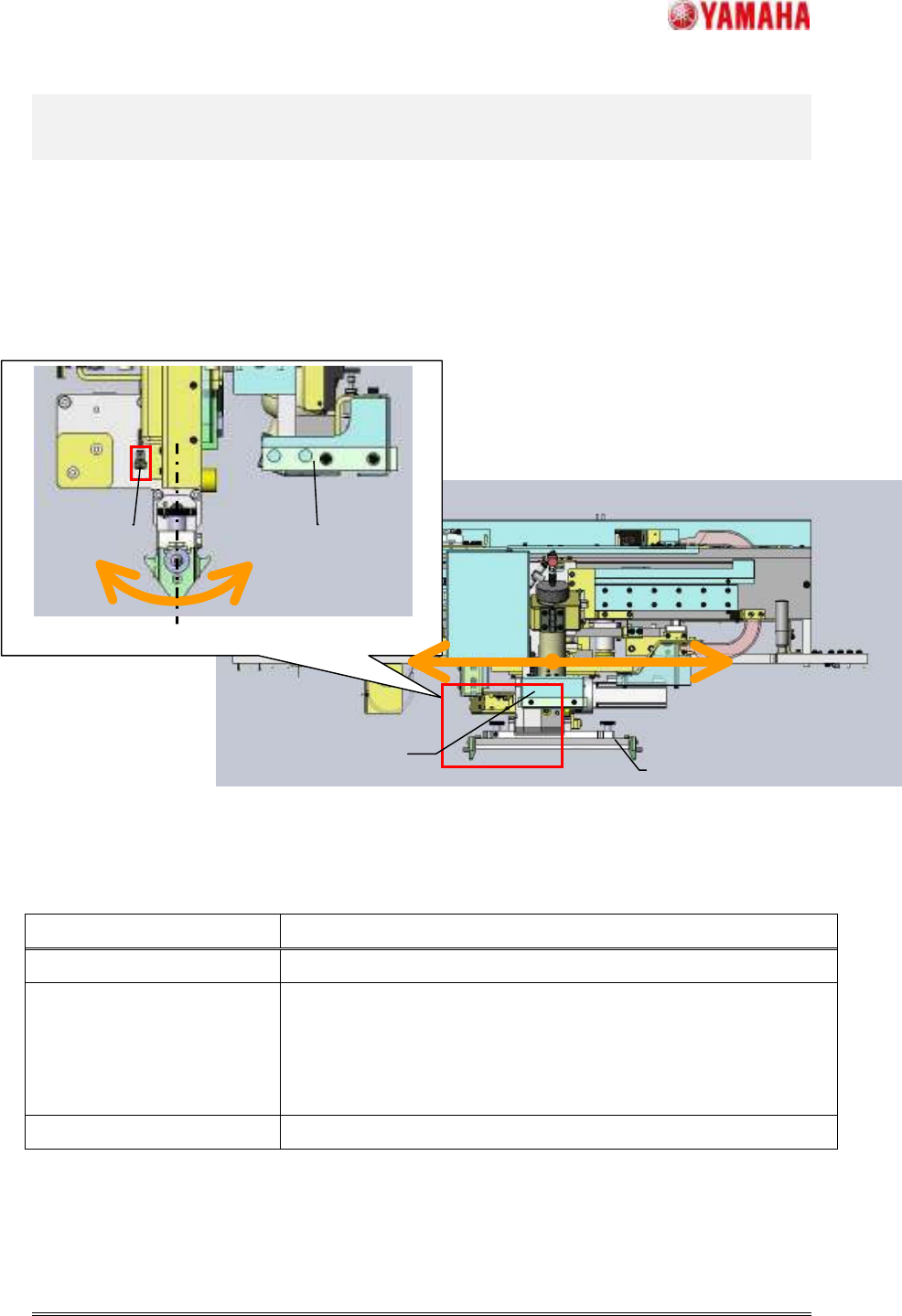
PSC 機能を使用するには、はんだ供給装置など専用の装置が必要です。以下に装置の外観図と追
加される装置の一覧を示します。
図 7.1.1. 装置外観図
表 7.1.2. 追加装置一覧
追加装置名称 説明
FX 軸 はんだ供給装置を X 方向に移動させる軸です。
はんだ供給装置 はんだシリンジにエアーを供給し、はんだを供給する装置です。供給は
んだの切断とはんだの自重による落下防止のためにはんだ
はんだはんだ
はんだカッター
カッターカッター
カッターが
装備されています。また、シリンジ内のはんだの残量を検出するはんだ
はんだはんだ
はんだ
残量検出
残量検出残量検出
残量検出センサー
センサーセンサー
センサーも内蔵されています。
ローリング幅測定センサー ローリング幅を測定するためのセンサーです。
装置外観図(図 7.1.1.)より、はんだ供給動作は往路印刷後
※
に実施されます。そのため、往復印刷
設定の基板データの場合、往復途中にはんだ供給が実行され、印刷時間が増加してしまう可能性が
あります。
左側面拡大図
はんだ
はんだはんだ
はんだ
供給装置
供給装置供給装置
供給装置
SR軸
軸軸
軸
FX軸
軸軸
軸
スキージ
スキージスキージ
スキージ
はんだ
はんだはんだ
はんだ
供給装置
供給装置供給装置
供給装置
正面図
ロ ー リ ン グ
ロ ー リ ン グロ ー リ ン グ
ロ ー リ ン グ 幅
幅幅
幅
測定
測定測定
測定センサー
センサーセンサー
センサー
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
26/29
※ はんだ供給装置は、スキージの手前側に取り付くため、復路印刷(奥から手前への印刷)後
に供給する場合、マスク開口上にはんだの付着したスキージが位置することになり、印刷不
良やマシン内部へのはんだ落下の可能性があります。そのため、往路印刷後にのみはんだ
供給動作を実施します。
7.2.PSC
7.2.PSC7.2.PSC
7.2.PSC 設定
設定設定
設定
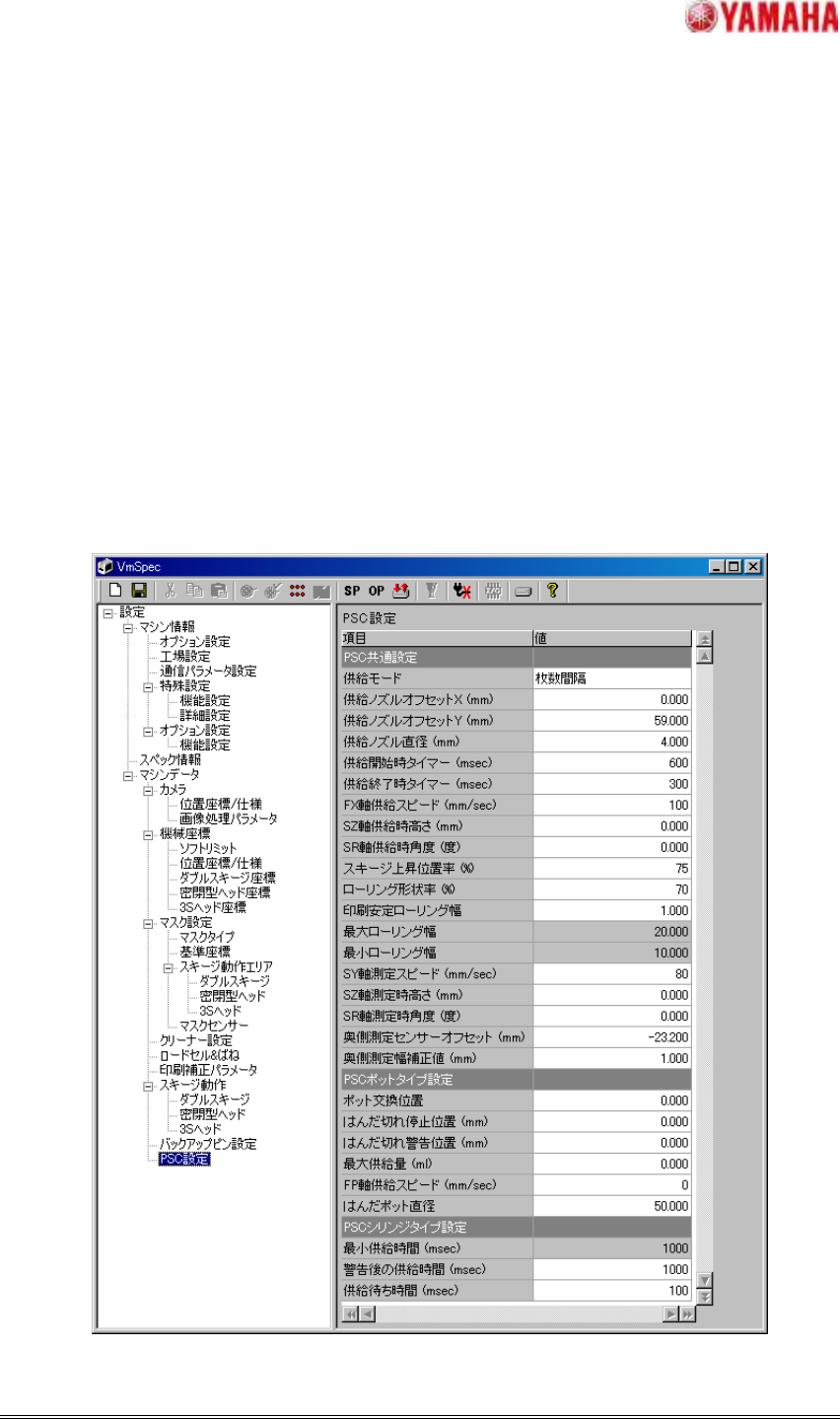
PSC 動作を行うための[マシン設定]の詳細設定項目を説明します。基本的には工場出荷時に設定
してある値をご使用ください。
「3.1. マシン設定」にて、本機能を有効にすると、左側ツリービューに、[設定] - [マシンデータ] –
[PSC 設定]が追加されます。
図 7.2.1.PSC 設定