TM1467_PSC乮Print Stability Control乯-僔儕儞僕僞僀僾-婡擻愢柧彂.pdf - 第7页
ヤマハ発動機株式会社IM 事業部 マウンター技術部ソフト開発グループ MD OC-SOFT50033 7/29 4 4 4 4 . . . . 動作詳細 動作詳細 動作詳細 動作詳細 4.1. 4.1. 4.1. 4.1. 自動運転 自動運転 自動運転 自動運転 / / / / ロ ーリング ローリン グ ローリン グ ローリン グ 時 時 時 時の の の の動作 …
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
6/29
※
※※
※フィードバックモード
フィードバックモードフィードバックモード
フィードバックモード時
時時
時は
はは
は、
、、
、表示
表示表示
表示されません
されませんされません
されません。
。。
。
はんだ供給時間 (msec) 1500 0~99999 一回のはんだ供給時間を指定します。2000msec
で、約 10.0g のはんだが吐出されます。(はんだ吐
出量は、供給圧力やはんだの種類、温度に依存
します。)
※
※※
※フィードバックモード
フィードバックモードフィードバックモード
フィードバックモード時
時時
時は
はは
は、
、、
、表示
表示表示
表示されません
されませんされません
されません。
。。
。
はんだ供給圧力 (MPa) 0.150 0.000~0.400 本基板データのはんだ供給圧力を入力すること
ができます。この値は、メモとして使用してくださ
い。(圧力制御に使用するものではありません。)
は ん だ 供 給 位 置 オ フ セ ッ ト
(mm)
0.000 -999.999~
999.999
はんだを供給する位置を変更する場合のオフセ
ット量を指定します。プラスの値を入力すると、マ
スク中心から外側に向かう方向にオフセットされ
ます。
※通常は、初期値を設定してください。

ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
7/29
4
44
4.
..
. 動作詳細
動作詳細動作詳細
動作詳細
4.1.
4.1.4.1.
4.1. 自動運転
自動運転自動運転
自動運転/
//
/ローリング
ローリングローリング
ローリング時
時時
時の
のの
の動作
動作動作
動作
PSC 動作は、上述のように、二つの供給モード(枚数間隔モードとフィードバックモード)があります。
以下でこれらモードの供給制御の詳細をそれぞれ説明します。
これらのモードは、以下の利点と欠点があるため、運用・用途によりどちらのモードを使用するか選
択してください。
枚数間隔
枚数間隔枚数間隔
枚数間隔モード
モードモード
モード
決められたタイミングに決められた量を供給するため、はんだシリンジ内のはんだ使用量
を管理しやすくなります。はんだシリンジ内のはんだ切れのタイミングを事前に予測すること
が可能で、生産計画からはんだシリンジの使用本数を予測し、在庫管理を行うこともできま
す。
ただし、「マスク上のローリング幅の減少量を 1mm 以内に保つ」という PSC の目的からは
外れてしまいます。
フィードバックモード
フィードバックモードフィードバックモード
フィードバックモード
現在のマスク上のローリング幅を監視し、基板データで指定した「 目標ローリング幅
(mm)」からの減少量を 1mm 以内に保つことができ、基板へのはんだ充填量のバラつきを低
減することができます。
ただし、供給量と供給タイミングは必ずしも一定ではなく、はんだ供給のタイミングやはん
だ切れのタイミングを事前に予測することはできません。
また、供給モードに依らず、復路印刷後には、ローリング幅測定動作を行います。自動運転中に、こ
れら PSC 動作(はんだ供給動作とローリング幅測定動作)が実行されると、基板生産枚数毎の PSC 動
作推移結果([モニタ]-[PSC 推移]画面や[履歴]-[生産]画面)が表示され、PSC 動作結果を確認する
ことができます。詳細は、「4.2.5.PSC 動作結果の出力機能」を参照ください。
4.1.1.
4.1.1.4.1.1.
4.1.1. 枚数間隔
枚数間隔枚数間隔
枚数間隔モード
モードモード
モード
枚数間隔モードは、基板データで指定した「はんだ供給間隔 (枚)」の基板を印刷する毎に、指定した
「はんだ供給時間 (msec)」を供給するモードです。
復路印刷後にはローリング幅測定動作を行い、基板生産枚数毎の PSC 動作推移結果を表示します。
ローリング幅の変化の確認やはんだ供給時間・間隔の設定の目安に使用してください。
※ 本モードでのローリング動作/テスト印刷動作時には、PSC 動作(はんだ供給/ローリング幅測
定)の一切を行いません。
ヤマハ発動機株式会社IM 事業部
マウンター技術部ソフト開発グループ
MDOC-SOFT50033
8/29
本モードでの自動運転中のはんだ供給動作は、以下の条件のいずれかを満たした時に実施されま
す。また、はんだ供給動作は、他の動作(搬送動作、マーク認識処理)と同時に進行するため、生産時
におけるタクトロスを最小限にします。
条件
条件条件
条件 1
11
1 往路印刷を実施した後で、かつ、前回のはんだ供給後に印刷した基板枚数「はんだ供
給カウンタ」が「はんだ供給間隔 (枚)」を上回った時。
条件
条件条件
条件 2
22
2 往路印刷を実施した後で、かつ、往路印刷を実施完了する前に後述の“次回はんだ供
給”ボタンが押されている時。
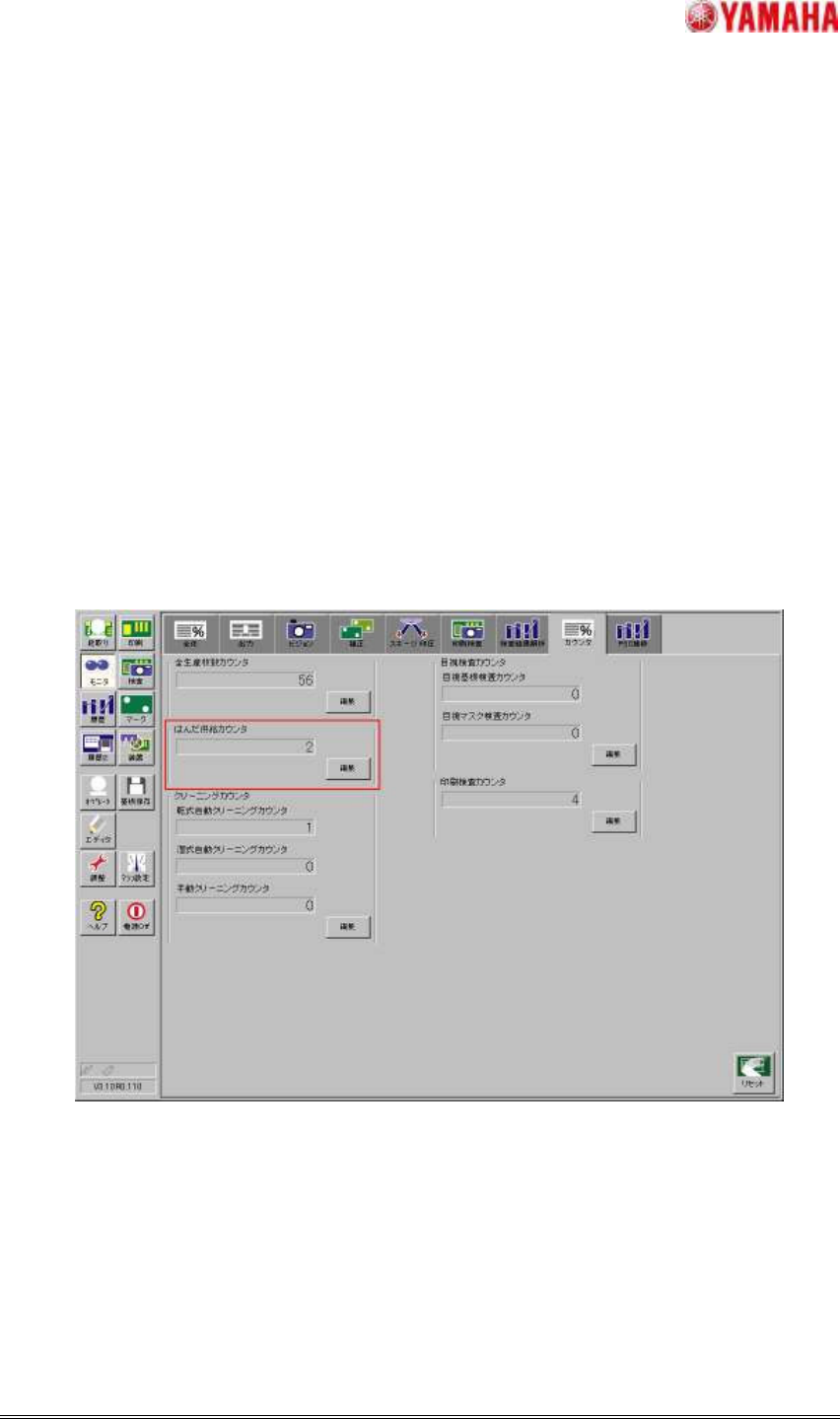
現在の「はんだ供給カウンタ」の値は、[モニタ]-[カウンタ]画面の「はんだ供給カウンタ」で確認する
ことができます。運転途中でもカウンタ値を変更することが可能です。また、カウンタは、印刷終了直後
に 1 ずつ増加します。
ただし、重ね印刷フィードバック中は、検査結果を受けての追加印刷なので、一回の印刷とはみなさ
ず、供給動作は行いません。
図 4.1.1.1. はんだ供給カウンタ
生産中に、[段取り]-[ユーティリティ]画面の“次回はんだ供給”ボタンを押すと、はんだ供給カウンタ
とは関係なく、次回の往路印刷後に供給を行います。